You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Louie Simmons - Olympic Weightlifting Strength ManualDocument370 pagesLouie Simmons - Olympic Weightlifting Strength ManualGabe Acero96% (25)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- (L. S. Srinath) Advanced Mechanics of Solids 3Document521 pages(L. S. Srinath) Advanced Mechanics of Solids 3Chitrang Bohra92% (26)
- Seth Riggs Singing For The StarsDocument160 pagesSeth Riggs Singing For The StarsPedro Galeano100% (2)
- Thesis On Pre - Marital Sex.Document49 pagesThesis On Pre - Marital Sex.Charmaine Inah Abas Calumpang92% (145)
- Corrosion Resistance of Cupronickels - An Overview PDFDocument39 pagesCorrosion Resistance of Cupronickels - An Overview PDFrabnixNo ratings yet
- Interferometry PresentationDocument26 pagesInterferometry PresentationbathinsreenivasNo ratings yet
- Unit-1 Introduction Management ScienceDocument96 pagesUnit-1 Introduction Management SciencebathinsreenivasNo ratings yet
- Brosur Geister Esu X-400htDocument4 pagesBrosur Geister Esu X-400htUlqiorra Blackwood100% (1)
- b405 Manual SM - BvU3 2021Document886 pagesb405 Manual SM - BvU3 2021Andres PerezNo ratings yet
- Healthy Lifestyle Essay ExampleDocument3 pagesHealthy Lifestyle Essay ExampleSabrina Azhar100% (1)
- Chapter 10: Abdominal Disorders: Multiple ChoiceDocument5 pagesChapter 10: Abdominal Disorders: Multiple ChoiceJamieNo ratings yet
- Civil Engineering - For WebDocument28 pagesCivil Engineering - For WebbathinsreenivasNo ratings yet
- Diagram of The Tooth Numbering SystemDocument1 pageDiagram of The Tooth Numbering Systemsaleh900No ratings yet
- DrillingDocument27 pagesDrillingbathinsreenivasNo ratings yet
- EBWDocument21 pagesEBWbathinsreenivasNo ratings yet
- Introduction - JRPLDocument1 pageIntroduction - JRPLbathinsreenivasNo ratings yet
- 2006 Int Ansys Conf 43Document9 pages2006 Int Ansys Conf 43bathinsreenivasNo ratings yet
- "Fatigue & Fracture Mechanics in Finite Element Analysis": AICTE Sponsored Two Week FDP Programme OnDocument1 page"Fatigue & Fracture Mechanics in Finite Element Analysis": AICTE Sponsored Two Week FDP Programme OnbathinsreenivasNo ratings yet
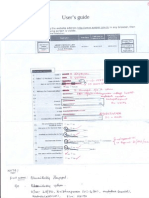
- User's Guide: by Typing The Website Address in Any Browser, Then The Following Screen Is VisibleDocument3 pagesUser's Guide: by Typing The Website Address in Any Browser, Then The Following Screen Is VisiblebathinsreenivasNo ratings yet
- Account Statement From 1 Jan 2021 To 31 Jan 2021: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument2 pagesAccount Statement From 1 Jan 2021 To 31 Jan 2021: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalancevenkNo ratings yet
- SpectrolyserDocument4 pagesSpectrolysernirpred20No ratings yet
- انواع السعال واختيار الدواء المناسبDocument3 pagesانواع السعال واختيار الدواء المناسبOmer AlsameiNo ratings yet
- 76 500cDocument4 pages76 500cImam BukhoriNo ratings yet
- Power Clean MSDSDocument11 pagesPower Clean MSDSyohanes davidNo ratings yet
- Tucson Emission Control System 2.0Document19 pagesTucson Emission Control System 2.0wilder0l0pezNo ratings yet
- Origin of MetazoaDocument12 pagesOrigin of MetazoaSambitsabyasachi Hota100% (1)
- Pdfanddoc 915793Document64 pagesPdfanddoc 915793prajaNo ratings yet
- Walmart China Fact SheetDocument3 pagesWalmart China Fact SheetClay BowlerNo ratings yet
- Baby and Child-Specific Products in Middle East and Africa DatagraphicsDocument4 pagesBaby and Child-Specific Products in Middle East and Africa Datagraphicsanup.bobdeNo ratings yet
- Hypothesis Test (Two Populations)Document22 pagesHypothesis Test (Two Populations)I Gusti Nyoman Yudi HartawanNo ratings yet
- Republic Act 8552 Domestic Adoption Act of 1998Document9 pagesRepublic Act 8552 Domestic Adoption Act of 1998AD100% (1)
- Intro To DownstreamprocessingDocument24 pagesIntro To DownstreamprocessingmluluNo ratings yet
- Crios BrochureDocument28 pagesCrios BrochureAhmed IbrahimNo ratings yet
- Designing An Ideal Operating Room Complex.5Document7 pagesDesigning An Ideal Operating Room Complex.5panda kohtetNo ratings yet
- Drug Calculation - IV Fluids CalculationDocument3 pagesDrug Calculation - IV Fluids Calculationchristy INo ratings yet
- 10.1515 - CCLM 2023 7044Document112 pages10.1515 - CCLM 2023 7044sfendri17No ratings yet
- Port Numbers - Deep SecurityDocument6 pagesPort Numbers - Deep SecurityrepotecNo ratings yet
- Adult-Type Diffuse GliomasDocument18 pagesAdult-Type Diffuse GliomasHenrique OliveiraNo ratings yet
- Drilling: Precise Drilling With Electron BeamsDocument4 pagesDrilling: Precise Drilling With Electron BeamsAleksandarIvankovićNo ratings yet
- SECTION 1.20: SpecificationsDocument26 pagesSECTION 1.20: SpecificationsLUISA FERNANDA TORRES MANOSALVANo ratings yet