You might also like
- Project Life Cycle & Project Management Process Groups: Information Systems DepartmentDocument63 pagesProject Life Cycle & Project Management Process Groups: Information Systems DepartmentAjmal EnsanahNo ratings yet
- Basics of MetrologyDocument37 pagesBasics of Metrologymanoj kumar GNo ratings yet
- Problem Definition Customer NeedsDocument51 pagesProblem Definition Customer Needslente_weyNo ratings yet
- Sivudu Complete SerialDocument218 pagesSivudu Complete SerialSri R80% (10)
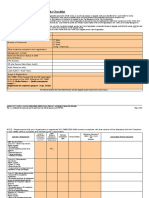
- ISO 13485: 2016 Planner and Delta Checklist: InstructionsDocument10 pagesISO 13485: 2016 Planner and Delta Checklist: InstructionsYogesh H NarkhedeNo ratings yet
- Fundamentals of Metrology PDFDocument59 pagesFundamentals of Metrology PDFvaisakhNo ratings yet
- A3 Project Management and Problem Solving Thinking 1. What Is An A3 Project?Document7 pagesA3 Project Management and Problem Solving Thinking 1. What Is An A3 Project?Sandeep MishraNo ratings yet
- Basic Metrology Practices TAYLOR HOBSONDocument70 pagesBasic Metrology Practices TAYLOR HOBSONss2mrattri100% (2)
- International Diving Institute Civil SuitDocument28 pagesInternational Diving Institute Civil SuitLester MurphySrNo ratings yet
- Eidas Regulation v2 16524Document8 pagesEidas Regulation v2 16524Traducător Autorizat Marilena IordacheNo ratings yet
- CRM - Profiting From Understanding Customer Needs PresentationDocument12 pagesCRM - Profiting From Understanding Customer Needs PresentationSachin GargNo ratings yet
- GFSI Scheme ComparisonDocument1 pageGFSI Scheme ComparisonHugo E. PonceNo ratings yet
- CH 1 - Metrology and MeasurementDocument51 pagesCH 1 - Metrology and MeasurementRahul PathakNo ratings yet
- GPS Project ReportDocument21 pagesGPS Project Reportrajansoni5675% (4)
- Importance of Quality in BusinessDocument3 pagesImportance of Quality in BusinessJennifer Andrea Pardo100% (1)
- Conflict ManagementDocument7 pagesConflict ManagementMichelle Jácome FonsecaNo ratings yet
- Admmodule Stem Gp12kin Ib 17Document25 pagesAdmmodule Stem Gp12kin Ib 17Diana Silva HernandezNo ratings yet
- 7 Hidrodynamic MachiningDocument14 pages7 Hidrodynamic Machiningrangga56No ratings yet
- Quality Management Lean Tools and TechniquesDocument19 pagesQuality Management Lean Tools and TechniquesAmer RahmahNo ratings yet
- Math 6-Q4-Module-3Document23 pagesMath 6-Q4-Module-3Monique PasaloNo ratings yet
- FSC Interpretations Chain of Custody 2021.07.05Document49 pagesFSC Interpretations Chain of Custody 2021.07.05Budi Suryo UntoroNo ratings yet
- Lecture 6 - Estimating Project Time and CostDocument21 pagesLecture 6 - Estimating Project Time and CostfoNo ratings yet
- Adobe Sign White PaperDocument5 pagesAdobe Sign White PaperClaudiaFerriNo ratings yet
- High Voltage Diagnostics SARL Switzerland: The VLF Testing Instead of Using The DC Testing On Underground MV CablesDocument32 pagesHigh Voltage Diagnostics SARL Switzerland: The VLF Testing Instead of Using The DC Testing On Underground MV CablesYasseenMohamedNo ratings yet
- Glossary of Key Terms (LSSGB)Document8 pagesGlossary of Key Terms (LSSGB)Sweety ShuklaNo ratings yet
- Outcomes: UnderstandDocument18 pagesOutcomes: UnderstandHundaol FekaduNo ratings yet
- ME 6504 Metrology & Measurement All Unit NotesDocument91 pagesME 6504 Metrology & Measurement All Unit NotesKannan KamalNo ratings yet
- NAL Manual New Automatic Spray System (12.04.2019)Document32 pagesNAL Manual New Automatic Spray System (12.04.2019)sunil0% (1)
- Orthographic ProjectionsDocument37 pagesOrthographic ProjectionsNaman DaveNo ratings yet
- Labratoryy Plans @tai Ran HsuDocument19 pagesLabratoryy Plans @tai Ran HsuPiyush SinhaNo ratings yet
- ISOIEC 17011-2017 Transition PlanDocument2 pagesISOIEC 17011-2017 Transition Plansmallik3No ratings yet
- Basics of A Five Point CalibrationDocument2 pagesBasics of A Five Point Calibrationavandetq15No ratings yet
- Case Study in Six Sigma Methodology ManufacturingDocument21 pagesCase Study in Six Sigma Methodology ManufacturingNemanja ĆulibrkNo ratings yet
- Management Du Systeme D'Information: Communication Basis Meetings Management Project Reviews Reporting CapitalisationDocument19 pagesManagement Du Systeme D'Information: Communication Basis Meetings Management Project Reviews Reporting CapitalisationSơn Thủy NguyễnNo ratings yet
- Presentation ON: ComparatorsDocument25 pagesPresentation ON: Comparatorsaneesh19inNo ratings yet
- 858670.IAF-PR4-2010 Structure of MLA & Endorsed NormDocs Issue 5 R PubDocument10 pages858670.IAF-PR4-2010 Structure of MLA & Endorsed NormDocs Issue 5 R PubSalih YukselNo ratings yet
- Harvard University Syllabus Fall 2011Document3 pagesHarvard University Syllabus Fall 2011danieldarwicheNo ratings yet
- Simple Business Plan Outline-01Document33 pagesSimple Business Plan Outline-01vrgurijalaNo ratings yet
- 002 ScalesDocument20 pages002 ScalesVaranasi OmkarNo ratings yet
- Use of Chemical Characterization To Assess The Equivalency of Medical Devices and MaterialsDocument23 pagesUse of Chemical Characterization To Assess The Equivalency of Medical Devices and MaterialsSathesh Kumar AnnamalaiNo ratings yet
- Mechanical MeasurementDocument48 pagesMechanical MeasurementNaman Dave100% (2)
- Iaac Transition From Iso Iec 17011 2004 To Iso Iec 17011 2017Document5 pagesIaac Transition From Iso Iec 17011 2004 To Iso Iec 17011 2017Daniela M Gutiérrez SierraNo ratings yet
- Isometric Drawing1Document27 pagesIsometric Drawing1prasaad08No ratings yet
- Guidelines For Project Report PreparationDocument16 pagesGuidelines For Project Report PreparationHari DasNo ratings yet
- Metrology Laboratory WorkDocument9 pagesMetrology Laboratory WorkAmod PantheeNo ratings yet
- PresH - ISO 14971Document20 pagesPresH - ISO 14971William Salgado0% (1)
- EU MDR Part 1 - FINALDocument11 pagesEU MDR Part 1 - FINALSantiago IbañezNo ratings yet
- Future of The BIM CMMDocument19 pagesFuture of The BIM CMMJohnDecaprioNo ratings yet
- Isr 13485 Delta ChecklistDocument11 pagesIsr 13485 Delta ChecklistMs. ThuNo ratings yet
- ComparatorsDocument27 pagesComparatorsBommana naga babuNo ratings yet
- IAFMD9 Issue 309062017Document31 pagesIAFMD9 Issue 309062017bzivkovic100% (1)
- ISO 19011-Guide Line For AuditingDocument10 pagesISO 19011-Guide Line For AuditingniroshniroshNo ratings yet
- Measurements and Metrology Laboratory ManualDocument20 pagesMeasurements and Metrology Laboratory Manualbossanand05100% (3)
- Cmms LectureDocument7 pagesCmms LecturerifkythadelNo ratings yet
- MDR Conformity Assessment Procedure OverviewDocument1 pageMDR Conformity Assessment Procedure OverviewDoaa KhalilNo ratings yet
- MITAGS Maritime Security RegulationsDocument35 pagesMITAGS Maritime Security RegulationsseafarerissuesNo ratings yet
- Iso 2859-2 November 1992Document7 pagesIso 2859-2 November 1992JaunattendVertupuNo ratings yet
- Metrology Lab ManualDocument36 pagesMetrology Lab Manualuvrsunil_kumar100% (2)
- Sample CoC Document Suite CompressedDocument27 pagesSample CoC Document Suite CompressedSakila Mansoor100% (1)
- Definition of Pilot PlantDocument10 pagesDefinition of Pilot Plantmonoj5859No ratings yet
- Automation in Manufacturing Unit-1Document58 pagesAutomation in Manufacturing Unit-1Krishna MurthyNo ratings yet
- Advanced Manufacturing SystemsDocument23 pagesAdvanced Manufacturing SystemsDhanish KumarNo ratings yet
- Lecture 1 MeasurementDocument30 pagesLecture 1 Measurementakash258456No ratings yet
- Week2 MEC 322Document175 pagesWeek2 MEC 322Danyal ChaudhryNo ratings yet
- Unit IV MisraDocument101 pagesUnit IV MisraSri RNo ratings yet
- Internal Combustion EnginesDocument27 pagesInternal Combustion EnginesSri RNo ratings yet
- Lect 3.1Document18 pagesLect 3.1Sri RNo ratings yet
- Chalapathi Institute of Engineering & Technology Chalapathi Nagar, Lam, Guntur - 34Document3 pagesChalapathi Institute of Engineering & Technology Chalapathi Nagar, Lam, Guntur - 34Sri RNo ratings yet
- Mechanical R-15 SyllabusDocument95 pagesMechanical R-15 SyllabusSri RNo ratings yet
- Jagtial Arya Vyshya CommunityDocument2 pagesJagtial Arya Vyshya CommunitySri RNo ratings yet
- Engineering Mechanics Lab ManualDocument36 pagesEngineering Mechanics Lab ManualSri RNo ratings yet
- Genichi Taguchi: Incorrect He Is A Quality GuruDocument3 pagesGenichi Taguchi: Incorrect He Is A Quality GuruSri RNo ratings yet
- Yugavatharam Katha TeluguDocument99 pagesYugavatharam Katha TeluguSri RNo ratings yet
- Dyvasasanam by MadanbabuDocument48 pagesDyvasasanam by MadanbabuSri R100% (2)
- Unit IDocument10 pagesUnit ISri RNo ratings yet
- Vintha VajramDocument48 pagesVintha VajramSri RNo ratings yet
- College Physics EOC Questions Chapter 8Document9 pagesCollege Physics EOC Questions Chapter 8Sri RNo ratings yet
- All Accounts Balance DetailsDocument1 pageAll Accounts Balance DetailsSri RNo ratings yet
- Mid Descriptive Questionpaper FormatDocument2 pagesMid Descriptive Questionpaper FormatSri RNo ratings yet
- All About Robotics: LPI Contribution Number 1454Document1 pageAll About Robotics: LPI Contribution Number 1454Sri RNo ratings yet
- HvpeDocument3 pagesHvpeSri RNo ratings yet
- Mechanical Engineering R13 II Year Draft Syllabus Jntu9.inDocument38 pagesMechanical Engineering R13 II Year Draft Syllabus Jntu9.inSri RNo ratings yet
- 1 VDocument3 pages1 VSri RNo ratings yet
- EMF Equation of A DC Generator - Derivation For Motor & GeneratorDocument9 pagesEMF Equation of A DC Generator - Derivation For Motor & GeneratorelutfulNo ratings yet
- Learning Task in Science9 - 4th QuarterDocument10 pagesLearning Task in Science9 - 4th QuarterQin XianNo ratings yet
- Jam PH2021Document20 pagesJam PH2021Rahul Satapathy100% (1)
- Chapter 1 FluidsDocument39 pagesChapter 1 FluidsnrhdyaaNo ratings yet
- Physics ProjectDocument9 pagesPhysics ProjectsamNo ratings yet
- EMC Basics of EMC enDocument15 pagesEMC Basics of EMC enparsu2kNo ratings yet
- Black Hole Thermodynamics: More Than An Analogy?: John Dougherty and Craig Callender October 4, 2016Document25 pagesBlack Hole Thermodynamics: More Than An Analogy?: John Dougherty and Craig Callender October 4, 2016////No ratings yet
- Moving Coil GalvanometerDocument2 pagesMoving Coil GalvanometerKashish PandeyNo ratings yet
- Mathematics56 Q1 W7 Josefina ForondaDocument25 pagesMathematics56 Q1 W7 Josefina ForondaMA. KRISTINA HIPOSNo ratings yet
- Met - 1Document132 pagesMet - 1Ashwani KaninaNo ratings yet
- Laboratory & Survey Camp UpdatedDocument20 pagesLaboratory & Survey Camp UpdatedSUNNYWAY CONSTRUCTIONNo ratings yet
- Hsslive-physics-Plus One Chapter6Document15 pagesHsslive-physics-Plus One Chapter6kavya shreeNo ratings yet
- Summative Test Q2 Week 1 2Document4 pagesSummative Test Q2 Week 1 2Jennelyn G. MalaynoNo ratings yet
- PHYSICS - Solved ExamDocument16 pagesPHYSICS - Solved Examjohnmwakatobe260No ratings yet
- PO PCT: International BureauDocument55 pagesPO PCT: International BureauAnonymous GIIncAfLRNo ratings yet
- Iso 21687-2007Document14 pagesIso 21687-2007Mahmoud MoussaNo ratings yet
- Strain Gauges For Integration in Fiber Composite Materials LI66Document2 pagesStrain Gauges For Integration in Fiber Composite Materials LI66TenshiJNo ratings yet
- TUTORIAL 7 - Chapter 19.7 - 19.9, 20.1 - 20.2: Conceptual & Multiple-Choice Questions (MCQ)Document5 pagesTUTORIAL 7 - Chapter 19.7 - 19.9, 20.1 - 20.2: Conceptual & Multiple-Choice Questions (MCQ)2023844318No ratings yet
- Solucionario SerwayDocument20 pagesSolucionario SerwayBrenda DonisNo ratings yet
- 5fa7d0c5a4e9da3ba8c3f778-1604833600-LESSON 13B - Energy ConsumptionDocument6 pages5fa7d0c5a4e9da3ba8c3f778-1604833600-LESSON 13B - Energy ConsumptionTeam KapappiesNo ratings yet
- Grade 10 First Period Physics NotesDocument20 pagesGrade 10 First Period Physics NotesAlphonso Tulay100% (2)
- Mee 208-Ipe 208Document4 pagesMee 208-Ipe 208dreamivory29No ratings yet
- Contract0r AgreementDocument13 pagesContract0r AgreementramadhanNo ratings yet
- XM-17M-VA230-1Voltage Monitoring Relais Bengshop 13218469Document6 pagesXM-17M-VA230-1Voltage Monitoring Relais Bengshop 13218469JuppehupNo ratings yet
- R9-Mensuration v2020Document30 pagesR9-Mensuration v2020Shonit kediaNo ratings yet
- Emt Test Qns AllDocument15 pagesEmt Test Qns AllR.MeenaKumari rmkumari.eeeNo ratings yet
- 8.1 Physics of The AtmosphereDocument16 pages8.1 Physics of The AtmosphereYuvaraj KhanalNo ratings yet