You might also like
- 2017-91 Heat Treatment of SteelDocument74 pages2017-91 Heat Treatment of SteelJen Megah Bremanda SembiringNo ratings yet
- Welding MetallurgyDocument69 pagesWelding MetallurgyManish Sharma100% (8)
- 2 HeatTreatment-1Document43 pages2 HeatTreatment-1PrakashNo ratings yet
- Heat Treatment: ME 318 Manufacturing TechniquesDocument12 pagesHeat Treatment: ME 318 Manufacturing Techniquesmayur_mechNo ratings yet
- Articles About HVAC - Fresh Air and OccupancyDocument13 pagesArticles About HVAC - Fresh Air and OccupancyAnonymous DjWqKpZ1No ratings yet
- Practical Plate AnswersDocument31 pagesPractical Plate Answersdaimahesh93% (15)
- Lecture 1-Fundamentals of Welding MetallurgyDocument46 pagesLecture 1-Fundamentals of Welding MetallurgyHamiduNo ratings yet
- Unit 1 Heat Treatment of SteelsDocument207 pagesUnit 1 Heat Treatment of SteelsAishwarya JanbandhuNo ratings yet
- CWS Exam PackageDocument10 pagesCWS Exam PackageSamanthaPereraNo ratings yet
- Mes For Dummies 10662 PDFDocument52 pagesMes For Dummies 10662 PDFSamanthaPereraNo ratings yet
- LeadershipDocument44 pagesLeadershipSamanthaPereraNo ratings yet
- Welding Duplex Stainless SteelDocument44 pagesWelding Duplex Stainless SteelTran Thanh HaoNo ratings yet
- Funamental of MetallurgyDocument235 pagesFunamental of Metallurgysoumyo broto dasNo ratings yet
- List of Helpful Windows Alt CodesDocument7 pagesList of Helpful Windows Alt CodesSamanthaPerera100% (1)
- TTT and CCT Continuous Cooling TransformationDocument6 pagesTTT and CCT Continuous Cooling TransformationurcojNo ratings yet
- 2-7 Plain Carbon and Carbon Maganese SteelsDocument49 pages2-7 Plain Carbon and Carbon Maganese SteelsSolomonNo ratings yet
- Dissimilar Metal WeldingDocument30 pagesDissimilar Metal Weldingdselvakuu100% (1)
- MetallurgyDocument190 pagesMetallurgyJose J. Nuñez100% (2)
- Cast IronDocument21 pagesCast Irondellibabu509No ratings yet
- Welding Processes and EquipmentDocument167 pagesWelding Processes and EquipmentTAF150850No ratings yet
- Power Plant OperationDocument148 pagesPower Plant Operationkeerthi dayarathna100% (2)
- The Definitive Guide To Cryogenic EngineeringDocument21 pagesThe Definitive Guide To Cryogenic EngineeringSamanthaPereraNo ratings yet
- The Execution FactorDocument6 pagesThe Execution FactorSamanthaPereraNo ratings yet
- API Product SpecificationsDocument2 pagesAPI Product SpecificationsOswaldo Zamorano Manzano100% (1)
- 2.defects and RepairDocument9 pages2.defects and Repairpaeg6512No ratings yet
- 6 Shielding Gases For Welding Stainless Steels - Glenn Allen - TWI PDFDocument23 pages6 Shielding Gases For Welding Stainless Steels - Glenn Allen - TWI PDFhailay83No ratings yet
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITNo ratings yet
- Phillips, Crystals, Defects and Microstructures (CUP, 2004) (ISBN 0521790050)Document808 pagesPhillips, Crystals, Defects and Microstructures (CUP, 2004) (ISBN 0521790050)Ebru Coşkun100% (1)
- Type of CorrosionDocument12 pagesType of CorrosionNur Afiqah100% (2)
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- Arc WeldingDocument23 pagesArc WeldingZerohumidity 123100% (1)
- Effect of Alloying Elements On SteelsDocument245 pagesEffect of Alloying Elements On SteelsCharlie Chong100% (9)
- WeldingDocument68 pagesWeldingRajneesh Patel100% (1)
- Material BehaviorDocument111 pagesMaterial BehaviorFajar LuqmanNo ratings yet
- Welding of Nickel AlloysDocument12 pagesWelding of Nickel Alloysaj87_goswamiNo ratings yet
- Hardenability of SteelDocument45 pagesHardenability of SteelFakhar WindratamaNo ratings yet
- Stainless Steel Welding by Weld RealityDocument50 pagesStainless Steel Welding by Weld RealitylightwinterdayNo ratings yet
- MicrostructuresDocument10 pagesMicrostructuresErin BarryNo ratings yet
- P-Number For Welding MaterialDocument14 pagesP-Number For Welding MaterialTâm NgôNo ratings yet
- Heat TreatmentDocument59 pagesHeat TreatmentINSTECH Consulting100% (1)
- Acid Mixtures GuideDocument40 pagesAcid Mixtures GuideSamanthaPereraNo ratings yet
- 21 Weldability of SteelsDocument40 pages21 Weldability of Steelssaeidian100% (2)
- Weldability PDFDocument60 pagesWeldability PDFS GoudaNo ratings yet
- Alloy Steels: Dr. Indika de SilvaDocument25 pagesAlloy Steels: Dr. Indika de SilvaChandima K PriyamalNo ratings yet
- Cast IronDocument43 pagesCast IronThulasi Ram100% (1)
- Lectut MT 307 PPT MT 307 04 Weld Metallurgy - WYlLE5JDocument25 pagesLectut MT 307 PPT MT 307 04 Weld Metallurgy - WYlLE5Jsachingir100% (1)
- Chapter 4 Heat Treatment of SteelDocument29 pagesChapter 4 Heat Treatment of SteelDa Champ Cena100% (2)
- Weldability of Materials - Carbon Manganese and Low Alloy SteelsDocument6 pagesWeldability of Materials - Carbon Manganese and Low Alloy SteelsmanimaranNo ratings yet
- Fluid 1 LabDocument18 pagesFluid 1 LabHassan MehrizNo ratings yet
- Welding Process and TechnologyDocument63 pagesWelding Process and TechnologySuresh KumarNo ratings yet
- Annealing (Metallurgy) WikiDocument4 pagesAnnealing (Metallurgy) WikiStephen MontelepreNo ratings yet
- Iron and SteelmakingDocument139 pagesIron and SteelmakingRajatSehgalNo ratings yet
- Metallurgy EngineeringDocument91 pagesMetallurgy EngineeringkarunakarandctNo ratings yet
- Welding Consumables-Cast IronDocument9 pagesWelding Consumables-Cast Ironshabbir626No ratings yet
- Alloy Steels: Table 4.2 Typical Mechanical Properties of Some Commercial Steels at Room TemperatureDocument2 pagesAlloy Steels: Table 4.2 Typical Mechanical Properties of Some Commercial Steels at Room TemperatureBharathi SrinivasanNo ratings yet
- Dissimilar WeldingDocument42 pagesDissimilar WeldingMan MNo ratings yet
- Friction Stir WeldingDocument22 pagesFriction Stir Weldingkarthik100% (4)
- Dissimilar Stainless Steel Welding ConsumableDocument1 pageDissimilar Stainless Steel Welding ConsumablecraccerNo ratings yet
- GMAWDocument53 pagesGMAWJithuJohn100% (1)
- Welding MetallurgyDocument30 pagesWelding MetallurgySenakeNo ratings yet
- METALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipDocument36 pagesMETALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipRobinson PasaribuNo ratings yet
- Welding MetallurgyDocument37 pagesWelding MetallurgyHary adiNo ratings yet
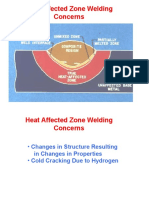
- Heat Affected Zone Welding ConcernsDocument10 pagesHeat Affected Zone Welding ConcernsKirandeep GandhamNo ratings yet
- Materi Prosman 2Document198 pagesMateri Prosman 2Agil SetyawanNo ratings yet
- Heat Treatment and The Effect of Welding: Week 2Document44 pagesHeat Treatment and The Effect of Welding: Week 2Arun SundarNo ratings yet
- Literature ReviewDocument23 pagesLiterature ReviewRISHAVNo ratings yet
- Heat Treatment Steel: ObjectDocument10 pagesHeat Treatment Steel: ObjectKetut Rizki FirmandanuNo ratings yet
- Lecture 9 - Plain Carbon Steels - 2013Document45 pagesLecture 9 - Plain Carbon Steels - 2013ArunNo ratings yet
- 17 Weldability of SteelsDocument54 pages17 Weldability of SteelsPraviBeetlesNo ratings yet
- Shielded Metal Arc Welding: by Lakhveer SinghDocument77 pagesShielded Metal Arc Welding: by Lakhveer Singhਲਖਵੀਰ ਸਿੰਘ ਖਾਨਾNo ratings yet
- Unit III - Heat TreatmentDocument62 pagesUnit III - Heat TreatmentHarsha MallaNo ratings yet
- 5 SteelDocument57 pages5 SteelsndNo ratings yet
- Ceramic Backing: Reduce Costs Using One-Sided WeldingDocument16 pagesCeramic Backing: Reduce Costs Using One-Sided WeldingSamanthaPereraNo ratings yet
- The Leadership KillerDocument6 pagesThe Leadership KillerSamanthaPereraNo ratings yet
- 02.new HUIDA BrouchureDocument44 pages02.new HUIDA BrouchureSamanthaPereraNo ratings yet
- Math 105 Odd Answers 1-3-21Document67 pagesMath 105 Odd Answers 1-3-21SamanthaPereraNo ratings yet
- Assab 618HH enDocument8 pagesAssab 618HH enSamanthaPereraNo ratings yet
- Assignment 1 Heat TransferDocument2 pagesAssignment 1 Heat TransferMohamad HerbyNo ratings yet
- Che Trial Amali f5 c1Document1 pageChe Trial Amali f5 c1Lo HilaryNo ratings yet
- Trenton Wax TapeDocument12 pagesTrenton Wax TapearunkumarNo ratings yet
- Acid-Base TitrationDocument18 pagesAcid-Base Titrationmasya marchelinaNo ratings yet
- Dec ManualDocument50 pagesDec Manualjesus paul cuellar zegarraNo ratings yet
- MCQs 9th Class Ch#01Document5 pagesMCQs 9th Class Ch#01Muhammad yousafziaNo ratings yet
- D 178 - 01 - Rde3oc0wmqDocument9 pagesD 178 - 01 - Rde3oc0wmqjayakumar100% (1)
- Transparency in Structural Glass SystemsDocument18 pagesTransparency in Structural Glass SystemsyasminaNo ratings yet
- Central Drugs and Pharmaceuticals: Certificate of AnalysisDocument1 pageCentral Drugs and Pharmaceuticals: Certificate of Analysismurugesh bakkiamNo ratings yet
- Collated Acids AnswersDocument9 pagesCollated Acids AnswersmadonnaNo ratings yet
- DIVAL 500: Technical ManualDocument30 pagesDIVAL 500: Technical ManualchkzaNo ratings yet
- High Density Planting: Merit of HDP Over Normal PlantingDocument4 pagesHigh Density Planting: Merit of HDP Over Normal Plantinghalikar cowNo ratings yet
- Acids and BasesDocument30 pagesAcids and BasesSwagata SahaNo ratings yet
- Fire Resistance Cable TestDocument16 pagesFire Resistance Cable TestsinyitwongNo ratings yet
- NCHE311 mcPaper1Jun2023Document13 pagesNCHE311 mcPaper1Jun2023rosedewalt1No ratings yet
- Vinnapas Solid Resins Brochure 2016 - 7409 - ENDocument24 pagesVinnapas Solid Resins Brochure 2016 - 7409 - ENJohnNo ratings yet
- 8-1284-7 Pipe Class HF-6 PDFDocument2 pages8-1284-7 Pipe Class HF-6 PDFJesus Mendez0% (1)
- Klasifikasi Sealer PDFDocument6 pagesKlasifikasi Sealer PDFFlorin AmaliaNo ratings yet
- Cy6152 QBDocument10 pagesCy6152 QBYuvanManiNo ratings yet
- SaarnaDocument3 pagesSaarnagueridiNo ratings yet
- Reaction RatesDocument52 pagesReaction Ratestausman100% (1)
- AEC - F1 - LIGHT Zone2 - Areamaster - 250-400Document112 pagesAEC - F1 - LIGHT Zone2 - Areamaster - 250-400Muhamad PriyatnaNo ratings yet
- Problem Set 1 With Solutions 140123 PDFDocument9 pagesProblem Set 1 With Solutions 140123 PDFhosseinNo ratings yet
- ALUFLEX - English (Uk) - Issued.28.11.2005Document3 pagesALUFLEX - English (Uk) - Issued.28.11.2005wey5316No ratings yet