You might also like
- Ivo BaseDocument23 pagesIvo BasehomerjwongNo ratings yet
- CeramicsDocument31 pagesCeramicsMuhammad FakhruddinNo ratings yet
- Ceramic Tile Drying AnalysisDocument10 pagesCeramic Tile Drying Analysismap vitcoNo ratings yet
- Basics of PolymersDocument23 pagesBasics of PolymersCharleneKronstedtNo ratings yet
- Carbon Black Ink Formulation OptimizationDocument8 pagesCarbon Black Ink Formulation OptimizationchalachewNo ratings yet
- More On Pigments - Classification and ExamplesDocument3 pagesMore On Pigments - Classification and ExamplesAdil KhanNo ratings yet
- Fabrication of Ceramic Matrix Composites by Liquid Phase InfiltrationDocument5 pagesFabrication of Ceramic Matrix Composites by Liquid Phase InfiltrationyoukahoNo ratings yet
- Dyes and PigmentDocument24 pagesDyes and Pigmentsyed asim najamNo ratings yet
- Optimization of FRP Moulding ProcessDocument6 pagesOptimization of FRP Moulding ProcessVIVA-TECH IJRINo ratings yet
- Cultured Marble Coloring TechniquesDocument40 pagesCultured Marble Coloring TechniquesjopiougNo ratings yet
- Masks Info PDFDocument5 pagesMasks Info PDFJayapal ShankarNo ratings yet
- Synthetic Polymer and Their ApplicationDocument22 pagesSynthetic Polymer and Their ApplicationNdidiamaka Nwosu AmadiNo ratings yet
- Unit 4Document70 pagesUnit 4Sasa PetrovicNo ratings yet
- Berger Paints Internship Report 2017 by Muhammad JunaidDocument17 pagesBerger Paints Internship Report 2017 by Muhammad JunaidRehan AbdullahNo ratings yet
- Synthesis and Properties of UV-cured Porous Polymeric CompositesDocument11 pagesSynthesis and Properties of UV-cured Porous Polymeric CompositesEugene PaiNo ratings yet
- Zinc PhosphateDocument3 pagesZinc PhosphateSandeep BNo ratings yet
- Color Stability, Water Sorption and Cytotoxicity Jap-7-278Document10 pagesColor Stability, Water Sorption and Cytotoxicity Jap-7-278drgunNo ratings yet
- Poly Lactic AcidPPTDocument17 pagesPoly Lactic AcidPPTMatt Gems0% (1)
- Final ProjectDocument33 pagesFinal ProjectYuvresh BansalNo ratings yet
- Pmma Conv-Look1Document77 pagesPmma Conv-Look1KristineNo ratings yet
- Processing The DentureDocument8 pagesProcessing The DentureMody ShaheenNo ratings yet
- TDS PU Sealant Bamco BSSL - Eng - 2014 Rev.03Document4 pagesTDS PU Sealant Bamco BSSL - Eng - 2014 Rev.03JoeNo ratings yet
- ImportedfromGoogleNotebook MaterialScienceDocument97 pagesImportedfromGoogleNotebook MaterialScienceHarish PothepalliNo ratings yet
- Anti Corrosion UV Curable CoatingsDocument3 pagesAnti Corrosion UV Curable CoatingsEugene PaiNo ratings yet
- 4.DOING Waste Oil Distillation Project ReportDocument24 pages4.DOING Waste Oil Distillation Project ReportPranav Tubaji100% (1)
- Glass-Ceramic Glazes For Ceramic Tiles PDFDocument53 pagesGlass-Ceramic Glazes For Ceramic Tiles PDFKristanto WahyudiNo ratings yet
- Thermosetting PolymerDocument3 pagesThermosetting PolymermombarreNo ratings yet
- Clay For RubberDocument3 pagesClay For RubberArathy MadhuNo ratings yet
- Zinc PhosphateDocument10 pagesZinc PhosphateShrishma PaikNo ratings yet
- Dyeing of Cotton Fabric With Pigment ColourDocument15 pagesDyeing of Cotton Fabric With Pigment ColourHemant SinglaNo ratings yet
- 10SM2246 HealthySol LRDocument20 pages10SM2246 HealthySol LRHenry ScheinNo ratings yet
- Hydrothermal Synthesis of Nanomaterials (HTSNDocument16 pagesHydrothermal Synthesis of Nanomaterials (HTSNAndreiCabaNo ratings yet
- Cleaning and Polishing CompoundDocument9 pagesCleaning and Polishing CompoundcuibaprauNo ratings yet
- Ultramarine Blue PigmentDocument9 pagesUltramarine Blue Pigmentnikhilrane91_7522800No ratings yet
- DATE:-2019.10.22 Experiment No: - 01 Experiment Name: - Determintion of Total Solid Content and Dry Rubber Content of Latex SamplesDocument6 pagesDATE:-2019.10.22 Experiment No: - 01 Experiment Name: - Determintion of Total Solid Content and Dry Rubber Content of Latex SamplesChalani NeranjanaNo ratings yet
- New Solvent Method of Prepn For CuPc With Yield 99%Document23 pagesNew Solvent Method of Prepn For CuPc With Yield 99%jiji_loeNo ratings yet
- Ancillary PackagingDocument27 pagesAncillary PackagingShahzaib khanNo ratings yet
- Aniket Dharanakar ReportDocument82 pagesAniket Dharanakar ReportAKSHAY JEDHENo ratings yet
- Plastics AdditivesDocument210 pagesPlastics AdditivesNanyRmz100% (1)
- Study of Separation of Pigments in Paints For Development of Multicolor PaintDocument5 pagesStudy of Separation of Pigments in Paints For Development of Multicolor PaintJournal 4 ResearchNo ratings yet
- Non Black FillersDocument58 pagesNon Black FillersHazel Eborde100% (3)
- Recycling Glass Fibers (M6)Document2 pagesRecycling Glass Fibers (M6)SureshKumar DevulapallyNo ratings yet
- Thermochromic Technical SheetDocument3 pagesThermochromic Technical Sheetamd12No ratings yet
- Is 1727 Method of Test For Pozzolanic Material E21 R1.180180834Document51 pagesIs 1727 Method of Test For Pozzolanic Material E21 R1.180180834Hazem DiabNo ratings yet
- Physio Chemical ProcessesDocument156 pagesPhysio Chemical ProcessesNoman AliNo ratings yet
- Two Component Aliphatic Polyurea Coatings For High Productivity Applications PDFDocument6 pagesTwo Component Aliphatic Polyurea Coatings For High Productivity Applications PDFsriatul2006No ratings yet
- Lawter Ink Resins, Alkyds, Varnishes and Additives Product GuideDocument20 pagesLawter Ink Resins, Alkyds, Varnishes and Additives Product GuideVingiu KatreNo ratings yet
- Properties of PMMA Bone Cement Modified With Nano-Hydroxyapatite and AcetoneDocument8 pagesProperties of PMMA Bone Cement Modified With Nano-Hydroxyapatite and AcetoneIEREKPRESSNo ratings yet
- Plastic Products LahoreDocument32 pagesPlastic Products LahoreAbdul SattarNo ratings yet
- Familiar Artifacts in Northern California's Baked Clay TraditionDocument35 pagesFamiliar Artifacts in Northern California's Baked Clay TraditionMarc LarreNo ratings yet
- Recent Developments in Synthetic Marble Processing: Payel Bera, Neha Guptha, K. Priya Dasan and R. NatarajanDocument12 pagesRecent Developments in Synthetic Marble Processing: Payel Bera, Neha Guptha, K. Priya Dasan and R. NatarajanAkash RsNo ratings yet
- Superplasticizers GuideDocument19 pagesSuperplasticizers GuideDanysh ShafeeNo ratings yet
- XRD Webinar BrukerDocument12 pagesXRD Webinar BrukerAhmad100% (1)
- Role of Plasticizers and Super-Plasticizers in ConcreteDocument3 pagesRole of Plasticizers and Super-Plasticizers in ConcreteManojKumarSinghNo ratings yet
- Project 3Document18 pagesProject 3Jay ParekhNo ratings yet
- CH 17Document48 pagesCH 17Afşin BakkalNo ratings yet
- ch08 - Metal CastingDocument108 pagesch08 - Metal Castingarju antonyNo ratings yet
- Metal Casting ProcessesDocument115 pagesMetal Casting Processesarif budimanNo ratings yet
- Steel Making Processes GuideDocument2 pagesSteel Making Processes GuideRebecca FrancisNo ratings yet
- I XmillDocument8 pagesI XmillVladimir Pereira MacielNo ratings yet
- Technical Card Gruppo Lucefin Revision 2013 All Rights ReservedDocument2 pagesTechnical Card Gruppo Lucefin Revision 2013 All Rights Reservednovkovic1984No ratings yet
- Product data sheet for creep resisting steel electrodeDocument3 pagesProduct data sheet for creep resisting steel electrodesoft4gsmNo ratings yet
- FORGING - Queen of The Rosary Secondary School, NsukkaDocument3 pagesFORGING - Queen of The Rosary Secondary School, NsukkaSalaudeen KunleNo ratings yet
- Super Dive LogDocument1 pageSuper Dive LogWalt WhimpennyNo ratings yet
- Checklist for WPS-PQR certification requirementsDocument1 pageChecklist for WPS-PQR certification requirementsssNo ratings yet
- WTP Group 6 PresentationDocument79 pagesWTP Group 6 Presentation22-03844No ratings yet
- Fabrication C4Document40 pagesFabrication C4MunirahNo ratings yet
- Chapter 3Document7 pagesChapter 3Generose GamayNo ratings yet
- Surface TreatmentDocument35 pagesSurface TreatmentAnshul VermaNo ratings yet
- Unit 6 - Die CastingDocument86 pagesUnit 6 - Die CastingNeo TarunNo ratings yet
- MCQs of Jigs and Fixtures (Production Technology-2161909) - GTU MCQ 4Document1 pageMCQs of Jigs and Fixtures (Production Technology-2161909) - GTU MCQ 4Prashant SinghNo ratings yet
- Altitude DivingDocument1 pageAltitude DivingLea LeaNo ratings yet
- M4-NF High Speed Steel Metaux-SolutionsDocument2 pagesM4-NF High Speed Steel Metaux-SolutionsLaurent MorgeNo ratings yet
- Surface Dressing of Grinding WheelsDocument10 pagesSurface Dressing of Grinding WheelsMardhieyah JamaluddinNo ratings yet
- Wave SolderingDocument3 pagesWave SolderingAjayChandrakarNo ratings yet
- Material SpecificationDocument5 pagesMaterial SpecificationMuthu GaneshNo ratings yet
- Materials System SpecificationDocument10 pagesMaterials System SpecificationAjeetKumar100% (1)
- 1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Document3 pages1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Mouna KallelNo ratings yet
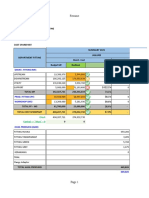
- Resume summary of monthly sparepart costs and production in 2021Document590 pagesResume summary of monthly sparepart costs and production in 2021winda listya ningrumNo ratings yet
- Boronizing AVIONDocument37 pagesBoronizing AVIONManwi Khandelwal100% (1)
- Tolerance For ElevatorDocument2 pagesTolerance For ElevatorshashiNo ratings yet
- Progress ReportDocument10 pagesProgress ReportBhayu Senoaji Dwi PrimasanjoyoNo ratings yet
- Final Examination SEMESTER II, SESSION 2015/2016Document11 pagesFinal Examination SEMESTER II, SESSION 2015/2016Shah MalikNo ratings yet
- Bohler GradesDocument19 pagesBohler GradesYudistira IjoNo ratings yet
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- QD Primer Technical Data SheetDocument1 pageQD Primer Technical Data SheetTamerTamerNo ratings yet
- A32Document2 pagesA32Ivan GarzonNo ratings yet
- Blow MoldingDocument17 pagesBlow MoldingNilanjana MishraNo ratings yet