You might also like
- Food Processing MachineryDocument6 pagesFood Processing MachinerymukulNo ratings yet
- fs1000 en PDFDocument2 pagesfs1000 en PDFLukito TitoNo ratings yet
- Form Fill Seal BrochureDocument12 pagesForm Fill Seal BrochureMuhammad Alva Budi WardhanaNo ratings yet
- Versatility and precision with handtmann VF 600 vacuum fillerDocument12 pagesVersatility and precision with handtmann VF 600 vacuum fillermiloNo ratings yet
- Health Monitoring of VFFS Machine PDFDocument5 pagesHealth Monitoring of VFFS Machine PDFRakesh patelNo ratings yet
- Area-Layer-Gripping-Systems Catalogue PDFDocument40 pagesArea-Layer-Gripping-Systems Catalogue PDFaidixon CAD designNo ratings yet
- Optima Branch Brochure Food v2 enDocument24 pagesOptima Branch Brochure Food v2 enjohnb2bNo ratings yet
- c660b Leak and Seal Strength TesterDocument3 pagesc660b Leak and Seal Strength TesterRizky RamadhaniNo ratings yet
- Banana Pack House FacilityDocument5 pagesBanana Pack House Facilityvskaarthi100% (2)
- Ficha Tecnica Correa Habasit Grammer (Vfha001h04) PDFDocument4 pagesFicha Tecnica Correa Habasit Grammer (Vfha001h04) PDFdavid caraoNo ratings yet
- © Food - A Fact of Life 2009Document45 pages© Food - A Fact of Life 2009lohith jvsNo ratings yet
- Profil Venelteko 02 enDocument36 pagesProfil Venelteko 02 enguillermomolteniNo ratings yet
- 5 Introduction of Packaging MachineDocument59 pages5 Introduction of Packaging MachineMohaman GonzaNo ratings yet
- Nitrile Gloves: Properties, Uses and Market OutlookDocument82 pagesNitrile Gloves: Properties, Uses and Market OutlookNizam HasniNo ratings yet
- Materials & Technologies Materials & Technologies For Green FashionDocument24 pagesMaterials & Technologies Materials & Technologies For Green FashionFaheem HassanNo ratings yet
- 08 Chapter 01 (Beedi Industry)Document27 pages08 Chapter 01 (Beedi Industry)asih hkasaNo ratings yet
- AccelacotaBrochure2006 PDFDocument16 pagesAccelacotaBrochure2006 PDFlapandaNo ratings yet
- Zeden Automation SystemsDocument10 pagesZeden Automation SystemsYashvanth ShettyNo ratings yet
- 40 Sweet Sides of InterpackDocument20 pages40 Sweet Sides of InterpackRainierKNo ratings yet
- Ammeraal Envolsadoras LinatexDocument4 pagesAmmeraal Envolsadoras LinatexVictor MoralesNo ratings yet
- 3 HP CompressorDocument3 pages3 HP Compressorgokul saravananNo ratings yet
- Cirus eDocument23 pagesCirus exavicojmNo ratings yet
- ISI Journal ListDocument561 pagesISI Journal Listnalamolu76No ratings yet
- 300 Instructions BookDocument32 pages300 Instructions BookceltorNo ratings yet
- Instruction Manual For CheckweigherDocument54 pagesInstruction Manual For Checkweigheralesia delgadoNo ratings yet
- SR Sortex A Range enDocument12 pagesSR Sortex A Range enBala NairNo ratings yet
- Food Packaging PresentationDocument52 pagesFood Packaging PresentationXaverius Quentin AntonNo ratings yet
- Tube Filling and Sealing Machine Operation ManualDocument43 pagesTube Filling and Sealing Machine Operation ManualEdhwinn Javier Popo MorenoNo ratings yet
- High Speed Double Head Wing Machine V3Document2 pagesHigh Speed Double Head Wing Machine V3Sanjeev GholapNo ratings yet
- National Programme For Organic Production: Agricultural and Processed Food Products Export Development Authority (APEDA)Document22 pagesNational Programme For Organic Production: Agricultural and Processed Food Products Export Development Authority (APEDA)govarthan1976No ratings yet
- Printing ThickenersDocument25 pagesPrinting ThickenersA. S. M. Shafayat AzadNo ratings yet
- Zero Energy PolytunnelDocument11 pagesZero Energy PolytunnelvkargwalNo ratings yet
- Activity 8 Cold Storage SystemDocument39 pagesActivity 8 Cold Storage SystemEL Nisa M. AtonenNo ratings yet
- Datasheet, Fittings 2Document40 pagesDatasheet, Fittings 2happyhackNo ratings yet
- FKJZ Face Mask Making Machine ManualDocument29 pagesFKJZ Face Mask Making Machine ManualEddy SanchezNo ratings yet
- 2020 N95 Mask Making Machine Quotation PDFDocument10 pages2020 N95 Mask Making Machine Quotation PDFHaider KingNo ratings yet
- A Report On Improving Agriculture Performance Subject: Seminar On ContemporaryDocument26 pagesA Report On Improving Agriculture Performance Subject: Seminar On ContemporaryVeeral Shah100% (1)
- Executive Summary Survey of Coir Industries in IndiaDocument27 pagesExecutive Summary Survey of Coir Industries in IndiaThayumaanShreeNo ratings yet
- FoodDocument57 pagesFoodKula Aqua Consultant Private LimitedNo ratings yet
- ExportDocument18 pagesExportUsha BastikarNo ratings yet
- DPR - Banana Mango Ripening ChamberDocument131 pagesDPR - Banana Mango Ripening ChamberAnonymous EAineTizNo ratings yet
- Ayurvet HPonics DubaiDocument28 pagesAyurvet HPonics DubaidrgsainiNo ratings yet
- FarmSoft Packhouse SoftwareDocument13 pagesFarmSoft Packhouse SoftwareThinesh KarthikeyanNo ratings yet
- Bought Leaf Factories DibrugarhDocument13 pagesBought Leaf Factories Dibrugarhgat2bmoahNo ratings yet
- Catalogo Botanical Abril 2017Document40 pagesCatalogo Botanical Abril 2017Graziele Capeleto NatalNo ratings yet
- A Project On The Spinning Industry of India: BY Deepak Luniya Roll No: 290Document45 pagesA Project On The Spinning Industry of India: BY Deepak Luniya Roll No: 290deepakluniyaNo ratings yet
- Sponge Cake Line CatalogueDocument8 pagesSponge Cake Line CatalogueBENHAIBA WAFAENo ratings yet
- Government Guidelines for Hotel Skill Development and ClassificationDocument31 pagesGovernment Guidelines for Hotel Skill Development and ClassificationAbuNo ratings yet
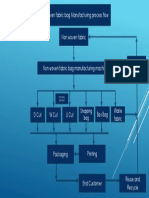
- Utkal Non Woven Fabric Bag Manufacturing Process Flow Non Woven FabricDocument1 pageUtkal Non Woven Fabric Bag Manufacturing Process Flow Non Woven FabricsatyabannayakNo ratings yet
- Voltas Case Study PPT 1Document26 pagesVoltas Case Study PPT 1UmeshNo ratings yet
- Agro Chems Indian Agrochemical IndustryDocument42 pagesAgro Chems Indian Agrochemical Industryapi-383389367% (3)
- Roshan Packages Pvt Limited Premier Corrugation ManufacturerDocument16 pagesRoshan Packages Pvt Limited Premier Corrugation ManufacturerakhlaqNo ratings yet
- H&M Code of Conduct - Minimum Requirements: 1. Child LabourDocument8 pagesH&M Code of Conduct - Minimum Requirements: 1. Child LabourTHYAGUNo ratings yet
- Jumbo BagsDocument34 pagesJumbo BagsSamir JainNo ratings yet
- Econ Final-Intro To Biblio Edited LatestDocument29 pagesEcon Final-Intro To Biblio Edited LatestJoshua FesaritNo ratings yet
- Types of Packaging Machines and There FunctionsDocument5 pagesTypes of Packaging Machines and There Functionsbottlingplant indiaNo ratings yet
- Fairy Food VisitDocument6 pagesFairy Food VisitLeishangthem Jeebit SinghNo ratings yet
- Shakti BhogDocument10 pagesShakti BhogamohuidromNo ratings yet
- Dawn Bread Lahore: Report TitleDocument76 pagesDawn Bread Lahore: Report TitleShoaib AkhtarNo ratings yet
- Marketing Headpoints SummaryDocument41 pagesMarketing Headpoints SummarySanskruti lifespaces100% (1)
- AAS .PPT (Compatibility Mode)Document53 pagesAAS .PPT (Compatibility Mode)Nadia AdeliaNo ratings yet
- 2015 Dow Chemical Annual ReportDocument188 pages2015 Dow Chemical Annual ReportVu Thanh ThuongNo ratings yet
- India's Vulnerable Borders Fuel Drug TraffickingDocument60 pagesIndia's Vulnerable Borders Fuel Drug TraffickingPrabhanjan GururajNo ratings yet
- Graftobian Translucent Powder MsdsDocument4 pagesGraftobian Translucent Powder MsdsMelissa V G RibeiroNo ratings yet
- 1-Concrete Mixer SummaryDocument4 pages1-Concrete Mixer SummaryDenise Ann CuencaNo ratings yet
- Dupont Zytel Htn51g35hsl Nc01Document6 pagesDupont Zytel Htn51g35hsl Nc01josebernal_mzaNo ratings yet
- Cable Cleats R2Document13 pagesCable Cleats R2Vishal RanjanNo ratings yet
- Dissertation Seidel Final Manuscript For Publication 2-1Document152 pagesDissertation Seidel Final Manuscript For Publication 2-1Noyan KıranNo ratings yet
- High-strength structural repair mortarDocument4 pagesHigh-strength structural repair mortarBhanuka SamarakoonNo ratings yet
- 5 Atomic Structure (Teacher)Document28 pages5 Atomic Structure (Teacher)otto wongNo ratings yet
- Asme B36.19M-2004 PDFDocument14 pagesAsme B36.19M-2004 PDFUlises Montao100% (1)
- AHRI Standard 410-2001 With Addenda 1 2 and 3Document67 pagesAHRI Standard 410-2001 With Addenda 1 2 and 3Oziel Reyes100% (1)
- Troubleshooting Guide for Solvent-Based Lamination ProcessDocument5 pagesTroubleshooting Guide for Solvent-Based Lamination ProcessWillen Christia M. Madulid100% (1)
- Macromolecule PDFDocument3 pagesMacromolecule PDFAnkur Bhatia100% (2)
- Vacuum Furnace Manufacturers in Bangalore-GLOBALVACUUMPRODUCTSDocument60 pagesVacuum Furnace Manufacturers in Bangalore-GLOBALVACUUMPRODUCTSglobalvacuumproductsNo ratings yet
- Fans Blowers and CompressorsDocument7 pagesFans Blowers and CompressorsChristina SignioNo ratings yet
- Vit Product CTDDocument43 pagesVit Product CTDtorr123No ratings yet
- Alcohols, Phenols and Ethers Test SeriesDocument5 pagesAlcohols, Phenols and Ethers Test SeriesCR foreverNo ratings yet
- Asme 1417 WordDocument12 pagesAsme 1417 WordERIKA RUBIONo ratings yet
- Cerasmart Cerasmart Cerasmart Cerasmart Cerasmart Cerasmart: UniversalDocument20 pagesCerasmart Cerasmart Cerasmart Cerasmart Cerasmart Cerasmart: Universalสุวิทย์ สะกิดตลิ่งNo ratings yet
- Penyesuaian Dosis Regimen Pada Pasien Dengan Gangguan Fungsi GinjalDocument19 pagesPenyesuaian Dosis Regimen Pada Pasien Dengan Gangguan Fungsi GinjalChamidRiyadiNo ratings yet
- FormualtionHandbook 12-2007Document0 pagesFormualtionHandbook 12-2007saidvaretNo ratings yet
- Nephrotoxic DrugsDocument43 pagesNephrotoxic DrugsAnnisa Mulyandini100% (1)
- Plastic Industries MagazinesDocument35 pagesPlastic Industries MagazinesAjayIslaniyaNo ratings yet
- A Look at The Greenfield Foundries of 2020Document12 pagesA Look at The Greenfield Foundries of 2020skluxNo ratings yet
- Acetic Acid MainDocument58 pagesAcetic Acid MainGopal Agarwal50% (2)
- Glare CompositeDocument10 pagesGlare Compositewsjouri2510No ratings yet
- HR Email Id of Pharmaceuticals CompanyDocument54 pagesHR Email Id of Pharmaceuticals CompanyTikoo AdityaNo ratings yet
- Waste Heat Recovery UnitDocument15 pagesWaste Heat Recovery UnitEDUARDONo ratings yet
- Disease Deficient Enzyme Cardinal Clinical Features Glycogen Structure Von Gierke'sDocument84 pagesDisease Deficient Enzyme Cardinal Clinical Features Glycogen Structure Von Gierke'sclubstar100% (4)