You might also like
- Mazda 3 ECU PINOUTDocument1 pageMazda 3 ECU PINOUTAUTOTRONIC MOTOR100% (2)
- CSE316 Operating Systems Practice Subjective Questions For ETEDocument9 pagesCSE316 Operating Systems Practice Subjective Questions For ETEmanikanta.reddy329No ratings yet
- Intelligent Vehicular Networks and Communications: Fundamentals, Architectures and SolutionsFrom EverandIntelligent Vehicular Networks and Communications: Fundamentals, Architectures and SolutionsRating: 1 out of 5 stars1/5 (1)
- Patch Management Policy and ProcedureDocument4 pagesPatch Management Policy and Proceduretbt32100% (1)
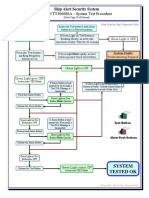
- SSA Test ProcedureDocument1 pageSSA Test ProcedureMichael SezeniasNo ratings yet
- Implementation and Robot EconomicsDocument40 pagesImplementation and Robot Economicsgnanasekar.mechNo ratings yet
- AGV Automated Guided Vehicles LatestDocument24 pagesAGV Automated Guided Vehicles LatestAishwarya LakshmiNo ratings yet
- Automated Guided VehiclesDocument1 pageAutomated Guided VehiclesAmey DukleNo ratings yet
- Agv 1 PDFDocument41 pagesAgv 1 PDFMalith MadushanNo ratings yet
- Automated Guided Vechiles: Suggested Brief AnswersDocument3 pagesAutomated Guided Vechiles: Suggested Brief AnswersmarwenNo ratings yet
- Automated Guided VehicleDocument30 pagesAutomated Guided VehicleRbai praveenNo ratings yet
- Lec 7 AGVDocument40 pagesLec 7 AGVMuhammadImranNo ratings yet
- Unit 5Document12 pagesUnit 5GajananNo ratings yet
- Overview of Automated Guided VehiclesDocument9 pagesOverview of Automated Guided Vehiclesrudi hermawanNo ratings yet
- Loading and Unloading DevicesDocument14 pagesLoading and Unloading DevicesYogendra KumarNo ratings yet
- 5 1 Materialhandling AbkDocument30 pages5 1 Materialhandling Abkfree0332hNo ratings yet
- Edited Unit-4 Fms & AgvsDocument84 pagesEdited Unit-4 Fms & AgvsMoorthy GNo ratings yet
- Automated Guided Vehicle: Submitted in Partial Fulfillment of The Requirements For The Award of The DegreeDocument15 pagesAutomated Guided Vehicle: Submitted in Partial Fulfillment of The Requirements For The Award of The DegreesurajNo ratings yet
- Major Report 2Document67 pagesMajor Report 2VenkateshYerraNo ratings yet
- L7 AgvsDocument14 pagesL7 Agvsu1909030No ratings yet
- AGV Research ProposalDocument5 pagesAGV Research Proposalspindus76No ratings yet
- AGVDocument15 pagesAGVsarath_kumar00No ratings yet
- Automated Guided VehicleDocument23 pagesAutomated Guided VehiclejeevanNo ratings yet
- 1 Flexiblemanufacturing Systems (Agvs) - GRP 4Document33 pages1 Flexiblemanufacturing Systems (Agvs) - GRP 4Phillip ChirongweNo ratings yet
- Automated Guided Vehicles in Industrial LogisticsDocument9 pagesAutomated Guided Vehicles in Industrial Logisticsshyam_choudhary68No ratings yet
- 10.2.2 Automated Guided Vehicles: Chap. 10 / Material Transport SystemsDocument7 pages10.2.2 Automated Guided Vehicles: Chap. 10 / Material Transport SystemsKotadia ShivamNo ratings yet
- Sorting SystemsDocument5 pagesSorting Systems25 Hitesh ThakurNo ratings yet
- Material Handling System and ASRS PDFDocument13 pagesMaterial Handling System and ASRS PDFHarsh PatelNo ratings yet
- Automated Guided Vehicle NewDocument19 pagesAutomated Guided Vehicle NewRasorrNo ratings yet
- Robotics Unit-5 Question BankDocument6 pagesRobotics Unit-5 Question BankveerapandianNo ratings yet
- A Seminar ON Automated Guided Vehicles/ Self Guided VehiclesDocument18 pagesA Seminar ON Automated Guided Vehicles/ Self Guided VehiclesSudarshan RauniyarNo ratings yet
- Automated Guided Vehicle System IJERTCONV6IS14074Document4 pagesAutomated Guided Vehicle System IJERTCONV6IS14074lekhanas.20.bemtNo ratings yet
- Agv Seminar PaperDocument15 pagesAgv Seminar PaperSarathkumar SethunarayananNo ratings yet
- Lecture 9 and 10Document19 pagesLecture 9 and 10Philani XabaNo ratings yet
- Mechanical Engineering 7 Sem Batch: 7C2: Name Enroll NoDocument33 pagesMechanical Engineering 7 Sem Batch: 7C2: Name Enroll NoElena JelerNo ratings yet
- AGV PresentationDocument6 pagesAGV PresentationShrutik PitaleNo ratings yet
- RGV IntroductionDocument2 pagesRGV IntroductionHnd FinalNo ratings yet
- Modified AGVDocument12 pagesModified AGVdbzdivikNo ratings yet
- Group 7 Roxas John ReyDocument14 pagesGroup 7 Roxas John ReyAngelo ManaloNo ratings yet
- Pneumatic SystemDocument18 pagesPneumatic SystemsadyehclenNo ratings yet
- Automated Guided Vehicle SystemDocument41 pagesAutomated Guided Vehicle SystemAbhishek Kumar Suman100% (1)
- ROBOTICS Lecture Notese Unit VDocument26 pagesROBOTICS Lecture Notese Unit VMYILVAGANANNo ratings yet
- Automated Guided Vehicle SystemsDocument11 pagesAutomated Guided Vehicle SystemsAkshay bypNo ratings yet
- Sysnopsis - Automated Guided Vehicle SystemsDocument3 pagesSysnopsis - Automated Guided Vehicle SystemsdhirajNo ratings yet
- Figure 19.3 Sortation (Courtesy of Vanderlande Industries Limited) For Position OnlyDocument3 pagesFigure 19.3 Sortation (Courtesy of Vanderlande Industries Limited) For Position OnlyDiana MariaNo ratings yet
- tiểu luận nhập mônDocument33 pagestiểu luận nhập mônson caoNo ratings yet
- Automated Guided Vehicle SystemDocument22 pagesAutomated Guided Vehicle SystemNm5793No ratings yet
- Draganjac2016Document15 pagesDraganjac2016Lebah Imoet99No ratings yet
- Material'S Handling (Agvs) : Automated Guided VehiclesDocument14 pagesMaterial'S Handling (Agvs) : Automated Guided VehiclesfaizalaswNo ratings yet
- Automated Guided VehicleDocument14 pagesAutomated Guided VehicleSRI RAMNo ratings yet
- Automatic Guided VehicleDocument4 pagesAutomatic Guided VehiclePiyush NarkhedeNo ratings yet
- "Automated Guided Vehicle". (AGV) : SubjectDocument30 pages"Automated Guided Vehicle". (AGV) : SubjectSmit ShahNo ratings yet
- Design and Methodology of Automated Guided Vehicle: April 2016Document8 pagesDesign and Methodology of Automated Guided Vehicle: April 2016Lê QuýNo ratings yet
- Automated Guided Vehicles (AGV)Document25 pagesAutomated Guided Vehicles (AGV)ash_181184No ratings yet
- Final New ChangesDocument51 pagesFinal New ChangesDinesh KumarNo ratings yet
- Title:-Automatic Guided Vehicle (Agv) : IntroductionDocument4 pagesTitle:-Automatic Guided Vehicle (Agv) : IntroductionPiyush NarkhedeNo ratings yet
- A Seminar On: Automated Guided Vehicle (AGV)Document22 pagesA Seminar On: Automated Guided Vehicle (AGV)User2No ratings yet
- Chapter 5 AGVDocument79 pagesChapter 5 AGVHiền Trang Lê ThiênNo ratings yet
- Chapter 5 AGVDocument76 pagesChapter 5 AGVQuỳnh NguyễnNo ratings yet
- FMS AgvDocument59 pagesFMS AgvariNo ratings yet
- Automated Guided Vehicle System IJERTCONV6IS14074Document4 pagesAutomated Guided Vehicle System IJERTCONV6IS14074Ayush KesriNo ratings yet
- Automated Guided Vehicle Systems: A Primer with Practical ApplicationsFrom EverandAutomated Guided Vehicle Systems: A Primer with Practical ApplicationsNo ratings yet
- Check Weigher: Revolutionizing Quality Control with Computer VisionFrom EverandCheck Weigher: Revolutionizing Quality Control with Computer VisionNo ratings yet
- Vehicle Infrastructure Integration: Unlocking Insights and Advancements through Computer VisionFrom EverandVehicle Infrastructure Integration: Unlocking Insights and Advancements through Computer VisionNo ratings yet
- Lecture 8 - StructureDocument27 pagesLecture 8 - StructureTanveer Ahmed HakroNo ratings yet
- MCQDocument5 pagesMCQBrendan DominicNo ratings yet
- Istqb Exam Sample Paper 1-3Document25 pagesIstqb Exam Sample Paper 1-3JaatfftNo ratings yet
- Black Box MyDocument5 pagesBlack Box MyGrishma KaleNo ratings yet
- MRK - Fall 2019 - CS619 - 3522 - 13106 - F1902694F6Document29 pagesMRK - Fall 2019 - CS619 - 3522 - 13106 - F1902694F6Rana Toqeer Ahmad KhanNo ratings yet
- Test Strategy - Wikipedia, ...Document4 pagesTest Strategy - Wikipedia, ...ruwaghmareNo ratings yet
- 2 12th Computer Science QR Code Questions English MediumDocument18 pages2 12th Computer Science QR Code Questions English MediumKavibavibaskaranNo ratings yet
- CSCE155Document2 pagesCSCE155s_gamal15No ratings yet
- Cylinder Liner: I II, Iii, Iv 1 2Document1 pageCylinder Liner: I II, Iii, Iv 1 2Mykola TitovNo ratings yet
- Security Management: Module-2 Chapter 2: Security Laws and StandardsDocument4 pagesSecurity Management: Module-2 Chapter 2: Security Laws and StandardsSwateja MangleNo ratings yet
- Unit 1Document21 pagesUnit 1vijaya naga praveenaNo ratings yet
- Traffic Control Management SystemDocument4 pagesTraffic Control Management SystemShreeya Shirke100% (1)
- Code No: 45108/45108Document6 pagesCode No: 45108/45108SRINIVASA RAO GANTANo ratings yet
- What Is Soc (Security Operation Center) ?Document13 pagesWhat Is Soc (Security Operation Center) ?Al Bara'aNo ratings yet
- Xinrui - Song - Rimo - Resume - VDHDocument3 pagesXinrui - Song - Rimo - Resume - VDHDavid ParkerNo ratings yet
- Materi KapitaDocument11 pagesMateri Kapitasyaibani dita ardellaNo ratings yet
- Lfbo (Blagnac) R (16oct15) PDFDocument64 pagesLfbo (Blagnac) R (16oct15) PDFnabatmanNo ratings yet
- Lecture 1Document22 pagesLecture 1brm1shubhaNo ratings yet
- UFunctions - Unreal Engine 4.27 DocumentationDocument9 pagesUFunctions - Unreal Engine 4.27 DocumentationAsaad AlmasryNo ratings yet
- LECTURE-Recep BurkanDocument46 pagesLECTURE-Recep BurkanYahya BachtiarNo ratings yet
- Chapter 3 - Integration TestingDocument9 pagesChapter 3 - Integration TestingAamir AfzalNo ratings yet
- w2 Reviewsem12223Document4 pagesw2 Reviewsem12223Văn NguyễnNo ratings yet
- Mustafa Al AhmadDocument2 pagesMustafa Al AhmadMustafa Al AhmadNo ratings yet
- Kubernetes HA: Montreal Kubernetes Meetup October 12Document14 pagesKubernetes HA: Montreal Kubernetes Meetup October 12Dodo winyNo ratings yet
- Algorithm, Flow Chart and Data Flow DiagramDocument28 pagesAlgorithm, Flow Chart and Data Flow DiagramPawan Thareja86% (7)