You might also like
- Bhel Lem ReportDocument33 pagesBhel Lem ReportHarshita GautamNo ratings yet
- 7-JSA - 33 - KV - HT - Panel Breaker MaintenneceDocument17 pages7-JSA - 33 - KV - HT - Panel Breaker MaintenneceVivek SinghNo ratings yet
- Abb Ref615 Relay Ansi Broch 1mac105890-Db EnfDocument4 pagesAbb Ref615 Relay Ansi Broch 1mac105890-Db Enfadamshoe34No ratings yet
- Acb Ae 2000 SWDocument40 pagesAcb Ae 2000 SWDong Bach100% (1)
- Electricalnotes Wordpress Com 2011 11 27 What Is Earthing PDFDocument20 pagesElectricalnotes Wordpress Com 2011 11 27 What Is Earthing PDFArie Amri MartaNo ratings yet
- Lecture Notes - 19Document32 pagesLecture Notes - 19Bhaskar1411No ratings yet
- 11 KV HT Panel ReportDocument66 pages11 KV HT Panel ReportVishakha PandeyNo ratings yet
- Protection and Interlocking Scheme of MV Switchgear: Murtaza Hussain Dy, MGR, Switchgear Engineering DivDocument103 pagesProtection and Interlocking Scheme of MV Switchgear: Murtaza Hussain Dy, MGR, Switchgear Engineering DivgopisettyNo ratings yet
- Sarvayogam Corp's Earthing CatalogDocument32 pagesSarvayogam Corp's Earthing CatalogSumit TyagiNo ratings yet
- Basics of Load CentersDocument98 pagesBasics of Load Centersvda0904No ratings yet
- Vacuum Breaker 15kvDocument52 pagesVacuum Breaker 15kvMarilou Garal0% (1)
- Connectwell Terminal BlocksDocument30 pagesConnectwell Terminal BlockssourabhNo ratings yet
- ACS800-04 HW ManualDocument132 pagesACS800-04 HW Manualmodelador3dNo ratings yet
- Power-Transformers-Installation-Manual (Torques)Document33 pagesPower-Transformers-Installation-Manual (Torques)Cesar Andrés Prada Vega100% (1)
- EDPF-NT Plus Training Manual EnglishDocument214 pagesEDPF-NT Plus Training Manual Englishtayyab zafarNo ratings yet
- Note Switchgear PDFDocument36 pagesNote Switchgear PDFNur FatihahNo ratings yet
- HT SWGR Test SCHDocument3 pagesHT SWGR Test SCHishakNo ratings yet
- Relay Test Reports - CRP-6071 - 1Document15 pagesRelay Test Reports - CRP-6071 - 1rajesh kannanNo ratings yet
- ZLAC8015 Servo Driver ManualDocument9 pagesZLAC8015 Servo Driver ManualTHANAWATNo ratings yet
- Sop O&mDocument215 pagesSop O&mJavaid IqbalNo ratings yet
- 3C. Switchgear IsolatorDocument17 pages3C. Switchgear Isolatoraviral mishraNo ratings yet
- 7SR11 and 7SR12 Argus Catalogue SheetDocument24 pages7SR11 and 7SR12 Argus Catalogue SheetIsai Soledad CervantesNo ratings yet
- Maintenance GuideDocument45 pagesMaintenance GuideRatheesh KumarNo ratings yet
- TR-7570 Winding Temperature IndicatorManual PDFDocument30 pagesTR-7570 Winding Temperature IndicatorManual PDFkiran100% (5)
- Internal 2013Document246 pagesInternal 2013eekamalesh100% (1)
- IOC Tr. Oil Test ReportDocument3 pagesIOC Tr. Oil Test ReportMalini VenkatesanNo ratings yet
- Micom P341Document425 pagesMicom P341Vel MuruganNo ratings yet
- Types and Applications of Overcurrent Relay (Part 1) - EEPDocument12 pagesTypes and Applications of Overcurrent Relay (Part 1) - EEPNeelakandan MasilamaniNo ratings yet
- I6s UPS Catalogue (Domestic)Document8 pagesI6s UPS Catalogue (Domestic)SagarNo ratings yet
- CPC 100 User Manual PDFDocument75 pagesCPC 100 User Manual PDFRodrigo Villa100% (1)
- 220,132,11KV Shutdown Normalization ProcedureDocument2 pages220,132,11KV Shutdown Normalization Procedurearsalanhamid100% (1)
- Legal Provision and Electrical SafetyDocument80 pagesLegal Provision and Electrical SafetyMY PCNo ratings yet
- Ergon MSDS Transformer OilDocument4 pagesErgon MSDS Transformer Oilbpd21No ratings yet
- Checklist For Normalization Before Energization Rev00Document4 pagesChecklist For Normalization Before Energization Rev00Santhosh Kumar Vinayagam100% (1)
- 11kV SPBD General TechnicalDocument12 pages11kV SPBD General TechnicalNihar SenapatiNo ratings yet
- Maintaining Electrical SystemsDocument8 pagesMaintaining Electrical SystemsHealthyCut FarmsNo ratings yet
- DC test verifies vacuum integrity in MV switchgearDocument4 pagesDC test verifies vacuum integrity in MV switchgearnassarkiNo ratings yet
- 220 KV Switchyard ConfigurationDocument7 pages220 KV Switchyard ConfigurationIrfan UllahNo ratings yet
- Optimizing Pump Operations Risk ManagementDocument67 pagesOptimizing Pump Operations Risk ManagementHemant PatilNo ratings yet
- Sika Seal-410 PG (Curing Agent) - SDS - AE - 180719Document13 pagesSika Seal-410 PG (Curing Agent) - SDS - AE - 180719usman khalid100% (1)
- Haresh KumarDocument7 pagesHaresh KumarOwais Manzoor MalikNo ratings yet
- Electrical Safety Standard RevisedDocument38 pagesElectrical Safety Standard RevisedSachin VaidyaNo ratings yet
- Standard Numbering For Small Wiring For Switch Gear and AssociatedDocument4 pagesStandard Numbering For Small Wiring For Switch Gear and AssociatedPaul JonesNo ratings yet
- Slip Ring Motor Liquid Resistor Soft Starting System (HV-LRS) PDFDocument4 pagesSlip Ring Motor Liquid Resistor Soft Starting System (HV-LRS) PDFLouie FernandezNo ratings yet
- Micom P740: Numerical Busbar ProtectionDocument386 pagesMicom P740: Numerical Busbar ProtectionDinh Xuan Duyet100% (1)
- Electrical SafetyDocument31 pagesElectrical SafetyDennis BallantyneNo ratings yet
- 1MRK506340-UEN B en Commissioning Manual Line Distance Protection REL670 2.0 IECDocument270 pages1MRK506340-UEN B en Commissioning Manual Line Distance Protection REL670 2.0 IECAnonymous dH3DIEtzNo ratings yet
- Lecture 56 - Components of LT SwitchgearDocument18 pagesLecture 56 - Components of LT SwitchgearSahil Dhapola100% (1)
- Session 2 Protection TrendsDocument43 pagesSession 2 Protection Trendslikamika123No ratings yet
- SolkorR RF Op RecsDocument14 pagesSolkorR RF Op Recsrashid rahmanNo ratings yet
- 1MRK506354-UEN A en Technical Manual Line Distance Protection REL670 2.1 IECDocument1,396 pages1MRK506354-UEN A en Technical Manual Line Distance Protection REL670 2.1 IECTlili MahmoudiNo ratings yet
- Abb VD4)Document23 pagesAbb VD4)Nayan100% (1)
- IE RulesDocument35 pagesIE Rulessubho100% (1)
- SwitchgearDocument50 pagesSwitchgearcyuenkNo ratings yet
- SIPROTEC Numerical Protection Relays Catalog Features 7RW600 UV/OV & Frequency ProtectionDocument20 pagesSIPROTEC Numerical Protection Relays Catalog Features 7RW600 UV/OV & Frequency Protectionrajinipre-1No ratings yet
- BHEL BHOPAL Vocational Training Report - 1301Document31 pagesBHEL BHOPAL Vocational Training Report - 1301Shubham yadav100% (3)
- Power Point Presentation Summer Training, NHPC, JammuDocument39 pagesPower Point Presentation Summer Training, NHPC, JammuAashish Singhal60% (5)
- Vocational Training Report (BHEL)Document24 pagesVocational Training Report (BHEL)Sharad JainNo ratings yet
- Understanding Hydraulic TurbinesDocument23 pagesUnderstanding Hydraulic Turbines1713-Yuvraj PardeshiNo ratings yet
- Research On Moment of Inertia Measurement Method2019Document7 pagesResearch On Moment of Inertia Measurement Method2019ait oubella marouaneNo ratings yet
- Determination of Three-Phase Induction Motor Equivalent Circuit Parameters ExperimentallyDocument6 pagesDetermination of Three-Phase Induction Motor Equivalent Circuit Parameters ExperimentallyAouthithiye MeghaNo ratings yet
- Understanding Short CircuitsDocument5 pagesUnderstanding Short CircuitsHerman DamanikNo ratings yet
- LPG Pump BhatindaDocument38 pagesLPG Pump BhatindaSUBHOMOYNo ratings yet
- Maintenance Manual: Rotary Valves RV-SDocument25 pagesMaintenance Manual: Rotary Valves RV-Saloknayak123No ratings yet
- Starting Methods of 1-Phase & 3-Phase IMs - 100255KDocument14 pagesStarting Methods of 1-Phase & 3-Phase IMs - 100255KChamath Kirinde100% (2)
- 3002 7 PDFDocument107 pages3002 7 PDFdev100% (1)
- NESCO-2020 Venue and Load CalculationsDocument6 pagesNESCO-2020 Venue and Load CalculationsSk Ahmad FaridNo ratings yet
- Unit I Synchronous Reluctance MotorsDocument10 pagesUnit I Synchronous Reluctance MotorsLaxmikant BagaleNo ratings yet
- Lecture Objectives: Working Principle of Alternator OR Synchronous Generator StatorDocument5 pagesLecture Objectives: Working Principle of Alternator OR Synchronous Generator StatorZ_JahangeerNo ratings yet
- How to operate, maintain, inspect and overhaul a reciprocating aircraft engineDocument135 pagesHow to operate, maintain, inspect and overhaul a reciprocating aircraft engineshimi yayNo ratings yet
- Permanent and Temporary Magnetic GeneratorDocument2 pagesPermanent and Temporary Magnetic GeneratorIJEID :: www.ijeid.com100% (1)
- Electrical Performance Testing of AC MotorsDocument3 pagesElectrical Performance Testing of AC Motorsnguyen_huu_duy_hcmNo ratings yet
- Thermal Overload SizingDocument2 pagesThermal Overload SizingBeloved Gelou100% (1)
- Gas and Steam Turbine Generators PDFDocument4 pagesGas and Steam Turbine Generators PDFNadhilaindiraNo ratings yet
- (Catalog - Microturbine) ABB 22-30 M624Document9 pages(Catalog - Microturbine) ABB 22-30 M624ppourmoghaddamNo ratings yet
- Topologies and Analysis of Flux-Modulation MachinesDocument8 pagesTopologies and Analysis of Flux-Modulation MachinesAndrewNo ratings yet
- The Robust Design Approach For Reducing Cogging Torque in Permanent Magnet MotorsDocument3 pagesThe Robust Design Approach For Reducing Cogging Torque in Permanent Magnet MotorsTejas PanchalNo ratings yet
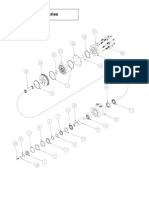
- MT Series - ServiceDocument8 pagesMT Series - ServiceВаня БойкоNo ratings yet
- 415V LT Motors Technical SpecificationDocument13 pages415V LT Motors Technical SpecificationJKKNo ratings yet
- Duy 2Document11 pagesDuy 2Bieu NayNo ratings yet
- Condition Monitoring System of Wind Generators Based On The Effect of Electrical Torque Pulsations and Generator TemperatureDocument8 pagesCondition Monitoring System of Wind Generators Based On The Effect of Electrical Torque Pulsations and Generator TemperatureKhaled AbdusamadNo ratings yet
- G 8000 Welden PowerDocument14 pagesG 8000 Welden PowerBertNo ratings yet
- Baumueller Disc Motors 202212 - enDocument44 pagesBaumueller Disc Motors 202212 - enRodrigo SimairNo ratings yet
- STEP MOTOR TYPES AND WORKINGDocument26 pagesSTEP MOTOR TYPES AND WORKINGRam Kumar GogadaNo ratings yet
- Rev C Diagnostic Repair Manual AC Evolution 1.0 2.0 50 60 HZDocument254 pagesRev C Diagnostic Repair Manual AC Evolution 1.0 2.0 50 60 HZVariACK100% (1)
- Mylow Magnet Motor Plans PDFDocument56 pagesMylow Magnet Motor Plans PDFC.s. Sica100% (1)
- MATLAB Simulation of Induction Machine With Saturable Leakage and Magnetizing InductancesDocument11 pagesMATLAB Simulation of Induction Machine With Saturable Leakage and Magnetizing InductancesAid ZekolliNo ratings yet
- 500 - Parts Motor de HormigoneraDocument2 pages500 - Parts Motor de HormigoneraluismdmjNo ratings yet
- Nonlinear Control of Electric Machines - An OverviewDocument11 pagesNonlinear Control of Electric Machines - An OverviewEngr RbNo ratings yet
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (542)
- Lithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsFrom EverandLithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsRating: 5 out of 5 stars5/5 (2)
- Practical Electronics for Inventors, Fourth EditionFrom EverandPractical Electronics for Inventors, Fourth EditionRating: 4 out of 5 stars4/5 (3)
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesFrom EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesRating: 5 out of 5 stars5/5 (1)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemFrom EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemNo ratings yet
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)
- Ramblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowFrom EverandRamblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowNo ratings yet
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersFrom Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersRating: 5 out of 5 stars5/5 (1)
- The Graphene Revolution: The Weird Science of the Ultra-thinFrom EverandThe Graphene Revolution: The Weird Science of the Ultra-thinRating: 4.5 out of 5 stars4.5/5 (4)
- Upcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)From EverandUpcycled Technology: Clever Projects You Can Do With Your Discarded Tech (Tech gift)Rating: 4.5 out of 5 stars4.5/5 (2)
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonFrom EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonRating: 5 out of 5 stars5/5 (2)
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026From EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Rating: 5 out of 5 stars5/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsFrom EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsRating: 4 out of 5 stars4/5 (1)
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 5 out of 5 stars5/5 (8)
- Recent Advances in Electrical Engineering: Applications OrientedFrom EverandRecent Advances in Electrical Engineering: Applications OrientedNo ratings yet