You might also like
- Service Manual Cat G3416eDocument753 pagesService Manual Cat G3416eUsaha MandiriNo ratings yet
- ABCDocument8 pagesABCanggandakonoh33% (3)
- The Official Supply Chain Dictionary: 8000 Researched Definitions for Industry Best-Practice GloballyFrom EverandThe Official Supply Chain Dictionary: 8000 Researched Definitions for Industry Best-Practice GloballyRating: 4 out of 5 stars4/5 (4)
- Wearable WingsDocument10 pagesWearable WingsDenny ReidNo ratings yet
- Lecture 4 LogisticDocument12 pagesLecture 4 LogisticMuhammad Imran JehangirNo ratings yet
- Capacity Planning For Products and ServicesDocument26 pagesCapacity Planning For Products and ServicesRatnesh Kumar RaiNo ratings yet
- Industrial Special Free Live Class 23-09Document136 pagesIndustrial Special Free Live Class 23-09Randhir SwarnkarNo ratings yet
- Unit 2.2 InventoryDocument90 pagesUnit 2.2 InventorySridhara tvNo ratings yet
- CHAP 5 - Activity Based CostingDocument11 pagesCHAP 5 - Activity Based CostingZubairBalochJatoiNo ratings yet
- EOQ and ABC Analysis: Economic Order QuantityDocument21 pagesEOQ and ABC Analysis: Economic Order QuantityHitesh Kumar SharmaNo ratings yet
- SDP Spare Part AnalysisDocument21 pagesSDP Spare Part AnalysisdcsekharNo ratings yet
- Activity Based Management & Quality MGT PDFDocument34 pagesActivity Based Management & Quality MGT PDFBenita BijuNo ratings yet
- Network Design DBMDocument35 pagesNetwork Design DBMNareshNo ratings yet
- Sessions 1 & 2-Inventory MGMTDocument53 pagesSessions 1 & 2-Inventory MGMTojasshukla15No ratings yet
- Chapter 5 SCMDocument25 pagesChapter 5 SCMFirzam AmirNo ratings yet
- Procurement CH 5Document55 pagesProcurement CH 5KalkidanNo ratings yet
- Project Management: Peeyush Pandey Assistant Professor IIM RohtakDocument27 pagesProject Management: Peeyush Pandey Assistant Professor IIM RohtakSanyam JainNo ratings yet
- 10 Managing Economics of Scale in A Supply Chain - Cycle InventoryDocument25 pages10 Managing Economics of Scale in A Supply Chain - Cycle InventoryWei JunNo ratings yet
- Lecture 7 (Inventory Management)Document35 pagesLecture 7 (Inventory Management)Mohtasham NaeemNo ratings yet
- Financial Accounting MBA Depreciation)Document41 pagesFinancial Accounting MBA Depreciation)Ehtisham Zafar Bhatti100% (2)
- Warehouse AutomationDocument4 pagesWarehouse Automationdeepakverma1981No ratings yet
- New Microsoft Office Power Point PresentationDocument17 pagesNew Microsoft Office Power Point Presentationksud31No ratings yet
- Inventory ManagementDocument50 pagesInventory ManagementSuryateja MarthaNo ratings yet
- Inventory Management, Supply Contracts and Risk PoolingDocument81 pagesInventory Management, Supply Contracts and Risk PoolingnaniagricoNo ratings yet
- Lecture 3 Supply Chain Network Design and OptimizationDocument52 pagesLecture 3 Supply Chain Network Design and OptimizationAbeyu AssefaNo ratings yet
- Logistics Network ConfigurationDocument38 pagesLogistics Network Configurationminion50% (2)
- B.E (Chemical), M.M.S (Operations), UGC-NET (Management), SET (Management), PH.D (Pursuing)Document67 pagesB.E (Chemical), M.M.S (Operations), UGC-NET (Management), SET (Management), PH.D (Pursuing)Sujeet TambeNo ratings yet
- Lecture-1 Inventory Control IntroductionDocument44 pagesLecture-1 Inventory Control IntroductionHOD MEC BVC Engineering Colelge OdalarevuNo ratings yet
- SCM 0Document49 pagesSCM 0Jonathan EscamillanNo ratings yet
- Inv MGTDocument35 pagesInv MGTAsCreations DesignerClothingNo ratings yet
- An Introduction To Warehousing and The Underlying Facility Design IssuesDocument47 pagesAn Introduction To Warehousing and The Underlying Facility Design IssuesTrinath OjhaNo ratings yet
- Lecture 2 Activity Based CostingDocument6 pagesLecture 2 Activity Based Costingmaharajabby81No ratings yet
- Chapter 2 - Inventory Management-StDocument60 pagesChapter 2 - Inventory Management-StNnđ KiraNo ratings yet
- Supply Chain NetworkDocument41 pagesSupply Chain NetworkJanmejai BhargavaNo ratings yet
- Plant LayoutDocument17 pagesPlant LayoutChintan GosarNo ratings yet
- 07 BSCM v4.3Document76 pages07 BSCM v4.3Anasse SabaniNo ratings yet
- 1-Inventory and Supply - Discussion F20Document29 pages1-Inventory and Supply - Discussion F20Jorge LampertNo ratings yet
- Class 03 InventoryDocument38 pagesClass 03 Inventoryzayed hossainNo ratings yet
- Chapter 2 - ABC System PDFDocument5 pagesChapter 2 - ABC System PDFchelsea kayle licomes fuentesNo ratings yet
- "Capital Decisions As Part of Strategic Scheduling Process": Eduardo Coloma - Maptek Christie Myburgh - AtomorphisDocument15 pages"Capital Decisions As Part of Strategic Scheduling Process": Eduardo Coloma - Maptek Christie Myburgh - AtomorphisLuis David RenteriaNo ratings yet
- IE 4516 Exam 2 ReviewDocument14 pagesIE 4516 Exam 2 ReviewAkNo ratings yet
- Student Id: Student NameDocument15 pagesStudent Id: Student NameSania khanNo ratings yet
- Chapter 8 Inventroy Management OSCMDocument54 pagesChapter 8 Inventroy Management OSCMShafayet JamilNo ratings yet
- Chapter 6st Aggregation in Supply ChainDocument54 pagesChapter 6st Aggregation in Supply ChainQuang Vinh TranNo ratings yet
- Cost CH 3Document40 pagesCost CH 3tewodrosbayisaNo ratings yet
- Inventory ManagementDocument29 pagesInventory ManagementGnanasekar ThirugnanamNo ratings yet
- Talk 06. Inventory ManagementDocument23 pagesTalk 06. Inventory ManagementPhuong Thanh NguyenNo ratings yet
- Activity BasedcostingsystemDocument35 pagesActivity Basedcostingsystemsunil27No ratings yet
- Ballou 12Document26 pagesBallou 12Randy YanNo ratings yet
- InventoryDocument46 pagesInventorySoumitra ChakrabortyNo ratings yet
- 6 - Process DesignDocument29 pages6 - Process Designnavid ghezelbeiglooNo ratings yet
- EOQ Problem SolvingDocument4 pagesEOQ Problem Solvingmishal zikria100% (1)
- Operation ManagementDocument37 pagesOperation ManagementWinter NaiNo ratings yet
- Facility Location: Presented By:-Fedora - 76 Sharon-111 Manisha-114 Malcolm-89 Roshan-106Document44 pagesFacility Location: Presented By:-Fedora - 76 Sharon-111 Manisha-114 Malcolm-89 Roshan-106Manisha SoniNo ratings yet
- Management of Supply Networks & Flows: Everything You Need To KnowDocument6 pagesManagement of Supply Networks & Flows: Everything You Need To KnowAlexis EdwardsNo ratings yet
- Session 6 Capacity PlanningDocument26 pagesSession 6 Capacity PlanningArka BandyopadhyayNo ratings yet
- Chapter 7st - Multiple Items - Coordinated OrderingDocument33 pagesChapter 7st - Multiple Items - Coordinated OrderingVăn Ngọc Hoàng HảiNo ratings yet
- Mobile RFIDDocument24 pagesMobile RFIDVikram FernandezNo ratings yet
- Invtry MGMT by Suhas RaneDocument51 pagesInvtry MGMT by Suhas RanePruthviNo ratings yet
- MOOC1Mod 2L1 3Document62 pagesMOOC1Mod 2L1 3akankshaNo ratings yet
- Cost Allocation and Activity Based CostingDocument5 pagesCost Allocation and Activity Based CostingRonalyn delos SantosNo ratings yet
- CalculusDocument4 pagesCalculushina firdousNo ratings yet
- Entrepreneurship: Noon Business School University of SargodhaDocument3 pagesEntrepreneurship: Noon Business School University of Sargodhahina firdousNo ratings yet
- Rules and FallaciesDocument12 pagesRules and Fallacieshina firdousNo ratings yet
- PDF 20220607 091930 0000Document1 pagePDF 20220607 091930 0000hina firdousNo ratings yet
- CH 04Document35 pagesCH 04hina firdousNo ratings yet
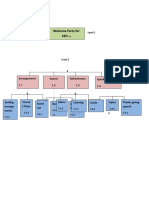
- Welcome Party For CEO: Level 1Document1 pageWelcome Party For CEO: Level 1hina firdousNo ratings yet
- Vacancy Position Mianwali (26-02-2020)Document180 pagesVacancy Position Mianwali (26-02-2020)hina firdousNo ratings yet
- Aggregate Planning & Pricing at Mintendo (Toys R Us)Document2 pagesAggregate Planning & Pricing at Mintendo (Toys R Us)hina firdousNo ratings yet
- Multiple Routes, Sweeping Method: TRUCK CAPACITY 20000 KG Total Truck Load 59000 KGDocument3 pagesMultiple Routes, Sweeping Method: TRUCK CAPACITY 20000 KG Total Truck Load 59000 KGhina firdousNo ratings yet
- Green Product Innovation (GPTI)Document2 pagesGreen Product Innovation (GPTI)hina firdousNo ratings yet
- Proforma Head & Teacher Result Pec Exam-2020Document1 pageProforma Head & Teacher Result Pec Exam-2020hina firdousNo ratings yet
- GHS Dhurnaka Assesment Based ResultDocument1 pageGHS Dhurnaka Assesment Based Resulthina firdousNo ratings yet
- Aggregate Planning & Pricing at Mintendo (Toys R Us)Document2 pagesAggregate Planning & Pricing at Mintendo (Toys R Us)hina firdousNo ratings yet
- CASE STUDY: Supply Chain of Innovative Company (A) : A B C DDocument1 pageCASE STUDY: Supply Chain of Innovative Company (A) : A B C Dhina firdousNo ratings yet
- Case Study:: Zone Demand Zone DemandDocument2 pagesCase Study:: Zone Demand Zone Demandhina firdousNo ratings yet
- 10 1016@j Eswa 2014 01 005 PDFDocument14 pages10 1016@j Eswa 2014 01 005 PDFhina firdousNo ratings yet
- Class Activity (GoPlay Case Solution)Document5 pagesClass Activity (GoPlay Case Solution)hina firdousNo ratings yet
- Environmental Laws & Regulations of PakistanDocument15 pagesEnvironmental Laws & Regulations of Pakistanhina firdousNo ratings yet
- Appearance D) 4 Days Before and 5 Days After RashDocument6 pagesAppearance D) 4 Days Before and 5 Days After Rashhina firdousNo ratings yet
- Non ('Olowlioitabh. Diseam.: - Ja JambDocument2 pagesNon ('Olowlioitabh. Diseam.: - Ja Jambhina firdousNo ratings yet
- WhatsApp Image 2020-04-07 at 8.15.36 PM (11 Files Merged)Document13 pagesWhatsApp Image 2020-04-07 at 8.15.36 PM (11 Files Merged)hina firdousNo ratings yet
- Green Supply Chain Management, Economic Growth and Environment: A GMM Based EvidenceDocument38 pagesGreen Supply Chain Management, Economic Growth and Environment: A GMM Based Evidencehina firdousNo ratings yet
- Project Options AvailableDocument1 pageProject Options Availablehina firdousNo ratings yet
- Case Study AlternativeDocument1 pageCase Study Alternativehina firdousNo ratings yet
- Physics II Honors E&M Cheat SheetDocument2 pagesPhysics II Honors E&M Cheat SheetCeline ShawNo ratings yet
- Hood Vents InstallationDocument12 pagesHood Vents Installationapi-26140644No ratings yet
- TCPIP Protocol SuiteDocument27 pagesTCPIP Protocol SuiteVedant AggrawalNo ratings yet
- Embedded Implementation of Model Predictive ControlDocument106 pagesEmbedded Implementation of Model Predictive ControlAshish SNo ratings yet
- D2LU6C04Document34 pagesD2LU6C04Sani PoulouNo ratings yet
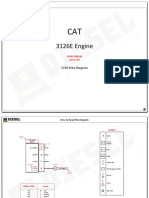
- CAT - 3126E.3126E With Prefix LEFDocument11 pagesCAT - 3126E.3126E With Prefix LEFPhil B.No ratings yet
- Math 115 Uiuc Written Homework 6 SolutionsDocument4 pagesMath 115 Uiuc Written Homework 6 Solutionsafmspqvdy100% (1)
- 21711c PDFDocument24 pages21711c PDFAbdessamad EladakNo ratings yet
- 1468-Article Text-26836-2-10-20220428Document6 pages1468-Article Text-26836-2-10-20220428Rommel AnastacioNo ratings yet
- Cheese Making How-To'sDocument33 pagesCheese Making How-To'snikoskassNo ratings yet
- Project Report (E-Commerce)Document22 pagesProject Report (E-Commerce)Sonu KumarNo ratings yet
- Internship ReportDocument29 pagesInternship ReportPooja koreNo ratings yet
- Bihar Public Service CommissionDocument2 pagesBihar Public Service CommissionrahulNo ratings yet
- Electrochemistry Short Answers Type Questions PDFDocument7 pagesElectrochemistry Short Answers Type Questions PDFAKSHAT KUMARNo ratings yet
- Handouts General MathematicsDocument70 pagesHandouts General Mathematicskhalid4vuNo ratings yet
- PROTECT - How To Combat Fake Emails (August 2019)Document14 pagesPROTECT - How To Combat Fake Emails (August 2019)Evil Terms OnlyNo ratings yet
- Euro 50 Tripod Ansys-Calculation4Document12 pagesEuro 50 Tripod Ansys-Calculation4HẬU Nguyễn NhưNo ratings yet
- QRAS TutorialDocument98 pagesQRAS TutorialAnderson RochaNo ratings yet
- Business Research Methods: Session 6 To 7Document109 pagesBusiness Research Methods: Session 6 To 7Contact InfoNo ratings yet
- KR C1 A: Technical DataDocument11 pagesKR C1 A: Technical Dataayxworks eurobotsNo ratings yet
- BS 4999-143-1987 Requirements For Rotating Electrical MachinDocument8 pagesBS 4999-143-1987 Requirements For Rotating Electrical MachinJames AlejoNo ratings yet
- Software Download ManualDocument10 pagesSoftware Download Manualcidcam100% (2)
- District Reading Monitoring and EvaluationDocument8 pagesDistrict Reading Monitoring and EvaluationMerafe Ebreo AluanNo ratings yet
- Q1 Reconciliation by SKUsDocument38 pagesQ1 Reconciliation by SKUsErineNo ratings yet
- DBMS Ctevt StudentsDocument230 pagesDBMS Ctevt StudentsDeepena PrykNo ratings yet
- Ignition Systems: Igor Porfírio Nº1020361Document14 pagesIgnition Systems: Igor Porfírio Nº1020361Aashik AashikNo ratings yet
- MEL 3020 Kinematics and Dynamics of Machines: Week 7: Gear TrainsDocument40 pagesMEL 3020 Kinematics and Dynamics of Machines: Week 7: Gear TrainsRavi VermaNo ratings yet