You might also like
- Extrusion Based RP SystemsDocument26 pagesExtrusion Based RP SystemsNiranjan HugarNo ratings yet
- Fused Deposition ModellingDocument39 pagesFused Deposition ModellingSujith S NairNo ratings yet
- RP Lab ReportDocument10 pagesRP Lab ReportaayushiNo ratings yet
- FDMDocument9 pagesFDMjanaNo ratings yet
- Fused Deposition Modelling of Rapid PrototypingDocument21 pagesFused Deposition Modelling of Rapid PrototypingLalit BanaalNo ratings yet
- Fused Deposition ModelingDocument3 pagesFused Deposition ModelingMayank VermaNo ratings yet
- Additive Manufacturing: Dr. B.Sudarshan Associate Professor. Cri, KsrmceDocument9 pagesAdditive Manufacturing: Dr. B.Sudarshan Associate Professor. Cri, KsrmceDrBollapu SudarshanNo ratings yet
- Stratasys 3d Printing With FDMDocument5 pagesStratasys 3d Printing With FDMJOSÉ ALEJANDRO TORRES CERRÓNNo ratings yet
- Fused Deposition Modeling (FDM) : NozzleDocument10 pagesFused Deposition Modeling (FDM) : NozzlePriyank ChaudhariNo ratings yet
- Fused Deposition ModelingDocument20 pagesFused Deposition Modelingrahmat iwan100% (1)
- Rapid Prototyping Applications by Three Dimensional Printing.Document5 pagesRapid Prototyping Applications by Three Dimensional Printing.Pramod WadateNo ratings yet
- 1 Overview of Rapid Prototyping: o o o o o oDocument15 pages1 Overview of Rapid Prototyping: o o o o o oVaisakh SomakumarNo ratings yet
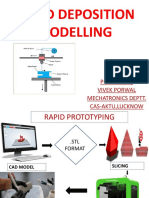
- Fused Deposition Modelling: Presented by Vivek Porwal Mechatronics Deptt. Cas-Aktu, LucknowDocument13 pagesFused Deposition Modelling: Presented by Vivek Porwal Mechatronics Deptt. Cas-Aktu, LucknowAMIT GUPTANo ratings yet
- 10 - CH 24Document14 pages10 - CH 24darshan008No ratings yet
- 3D Printing TechnologyDocument27 pages3D Printing TechnologyRuquiyaNo ratings yet
- RTC Institute of Technology ANANDI, RANCHI-834 003Document27 pagesRTC Institute of Technology ANANDI, RANCHI-834 003B.AishwaryaNo ratings yet
- Unit 3Document36 pagesUnit 3akshaymm1616No ratings yet
- Fused Deposition Modelling (FDM)Document2 pagesFused Deposition Modelling (FDM)RaghuNo ratings yet
- MSU6 Rapidprototypingtask 2Document27 pagesMSU6 Rapidprototypingtask 2adinamdarNo ratings yet
- Module 3Document10 pagesModule 3Suhas RNo ratings yet
- 3D Printing: TerminologyDocument10 pages3D Printing: TerminologyKelvin Dale YubidiNo ratings yet
- Fused Deposition Modeling (FDM)Document3 pagesFused Deposition Modeling (FDM)Ahmed Khalid HussainNo ratings yet
- 2018 IOP Conf. Ser.: Mater. Sci. Eng. 455 012072Document10 pages2018 IOP Conf. Ser.: Mater. Sci. Eng. 455 012072Israr EqubalNo ratings yet
- RTC Institute of Technology ANANDI, RANCHI-834 003Document27 pagesRTC Institute of Technology ANANDI, RANCHI-834 003mecoolguysNo ratings yet
- Additive Manufacturing WorksheetDocument8 pagesAdditive Manufacturing WorksheetMohit SharmaNo ratings yet
- Tutorial: Rapid Prototyping TechnologiesDocument10 pagesTutorial: Rapid Prototyping TechnologiesFilip SvnikolicNo ratings yet
- Unit 3Document30 pagesUnit 3Sattya Devi ThapaNo ratings yet
- Additive Manufacturing: A Mini-Project ReportDocument8 pagesAdditive Manufacturing: A Mini-Project ReportArchit BathriNo ratings yet
- Prototyping, Are Being Developed As An Alternative To Subtractive Processes. TheseDocument19 pagesPrototyping, Are Being Developed As An Alternative To Subtractive Processes. TheseBalasivarama ReddyNo ratings yet
- Module - 5Document92 pagesModule - 5Anand ANo ratings yet
- Digital ManufacturingDocument43 pagesDigital ManufacturingRamesh Kumar ANo ratings yet
- Rapid PrototypingDocument24 pagesRapid PrototypingAyush ChopraNo ratings yet
- Rapid PrototypingDocument24 pagesRapid PrototypingAyush ChopraNo ratings yet
- 3d PrintingDocument54 pages3d PrintingCrazy Khan BolteNo ratings yet
- Rapid Prototyping of Spur Gear by Three Dimensional PrintingDocument5 pagesRapid Prototyping of Spur Gear by Three Dimensional PrintingPramod WadateNo ratings yet
- Addidtive Manufacturing & RPDocument23 pagesAddidtive Manufacturing & RPalitariq9307No ratings yet
- The Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentDocument12 pagesThe Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentIJRASETPublicationsNo ratings yet
- What Is Rapid PrototypingDocument17 pagesWhat Is Rapid PrototypingKaustubh JoshiNo ratings yet
- AM FinalDocument59 pagesAM Finaldummy vNo ratings yet
- NWC17 469 M AcceptedDocument13 pagesNWC17 469 M AcceptedVasu DevanNo ratings yet
- Additive Manufacturing PDFDocument3 pagesAdditive Manufacturing PDFKannan கண்ணன்No ratings yet
- Surface Roughness Quality and Dimensional AccuracyDocument30 pagesSurface Roughness Quality and Dimensional Accuracyantony1993No ratings yet
- Rapid Prototyping: Ashish Menon-13Bme0317 Sumit Sankhyan - 13bme0051 Siddhartha SARKAR - 13BME0281Document19 pagesRapid Prototyping: Ashish Menon-13Bme0317 Sumit Sankhyan - 13bme0051 Siddhartha SARKAR - 13BME0281AshishMenonNo ratings yet
- Additive Manufacturing Is Becoming One of The Fastest Developing Key Instruments in The Construction IndustryDocument4 pagesAdditive Manufacturing Is Becoming One of The Fastest Developing Key Instruments in The Construction IndustryALINDA BRIANNo ratings yet
- Seminar Report On "Additive Manufacturing"Document44 pagesSeminar Report On "Additive Manufacturing"Zeel PatelNo ratings yet
- ADDITIVE MANUFACTURING On 18.5.20Document10 pagesADDITIVE MANUFACTURING On 18.5.20aravindNo ratings yet
- Module 3 Lesson 4Document6 pagesModule 3 Lesson 4subha_aeroNo ratings yet
- Rapid PrototypeDocument5 pagesRapid PrototypeŘíź'vé ŔahmæñNo ratings yet
- Workshop Assignment#3 ME-10Document11 pagesWorkshop Assignment#3 ME-10Uzair AsifNo ratings yet
- Additive Manufacturing ReportDocument15 pagesAdditive Manufacturing Reportbalakumarankeb100% (1)
- Book 6 When AM Won't WorkDocument35 pagesBook 6 When AM Won't WorkLearn19No ratings yet
- Laminated Object Manufacturing (LOM)Document28 pagesLaminated Object Manufacturing (LOM)mkatweNo ratings yet
- RapidprototypingDocument27 pagesRapidprototypingThirumalaimuthukumaranMohanNo ratings yet
- MSU6 Rapidprototypingtask 2Document27 pagesMSU6 Rapidprototypingtask 2Navaneeth Satyanarayana MurthyNo ratings yet
- 1 2) 3 Problem Statement .3-4Document18 pages1 2) 3 Problem Statement .3-4Chandrakant R ChanduNo ratings yet
- Direct Metal Laser SinteringDocument3 pagesDirect Metal Laser SinteringDharshan KofiNo ratings yet
- Processes and Printers 3DDocument6 pagesProcesses and Printers 3DFresnel FisicoNo ratings yet
- A Review of Melt Extrusion Additive Manufacturing Processes I. Process Design and ModelingDocument13 pagesA Review of Melt Extrusion Additive Manufacturing Processes I. Process Design and ModelingFernando AraujoNo ratings yet
- Visvesvaraya Technological University: Belgaum-590 014Document11 pagesVisvesvaraya Technological University: Belgaum-590 014Niranjan HugarNo ratings yet
- Study of Wedm For Surface Roughness While Machining High Strength MaterialsDocument9 pagesStudy of Wedm For Surface Roughness While Machining High Strength MaterialsNiranjan HugarNo ratings yet
- Preparation of Resin/nano Fillers Mixture For Composites: A Case StudyDocument11 pagesPreparation of Resin/nano Fillers Mixture For Composites: A Case StudyNiranjan HugarNo ratings yet
- Preparation of Resin/nano Fillers Mixture For CompositeDocument27 pagesPreparation of Resin/nano Fillers Mixture For CompositeNiranjan HugarNo ratings yet
- Techniques For Free Form Surface InspectionDocument16 pagesTechniques For Free Form Surface InspectionNiranjan HugarNo ratings yet
- SyllabusDocument13 pagesSyllabusPramod ANo ratings yet
- Vtu Mechanical EngineeringDocument175 pagesVtu Mechanical Engineeringsbhalesh40% (5)
- ATME Conference InvitationDocument4 pagesATME Conference InvitationNiranjan HugarNo ratings yet
- Model Question Paper: 18ME15/25 18ME15/25Document2 pagesModel Question Paper: 18ME15/25 18ME15/25Manjunatha EikilaNo ratings yet
- FFDocument8 pagesFFNiranjan HugarNo ratings yet
- CAD CAM (5th) May2018 PDFDocument2 pagesCAD CAM (5th) May2018 PDFAnjaiah MadarapuNo ratings yet
- DC Motor Speed Control - 2Document8 pagesDC Motor Speed Control - 2ravsreeNo ratings yet
- George Berkowski - How To Build A Billion Dollar App PDFDocument399 pagesGeorge Berkowski - How To Build A Billion Dollar App PDFPriyansh Aggarwal100% (9)
- COD4 CrackDocument1 pageCOD4 CrackRalph Kervie Stephen ChanNo ratings yet
- Subbox 14261298 Fat2810 Ss 8 A DatasheetDocument4 pagesSubbox 14261298 Fat2810 Ss 8 A DatasheetBaye Dame DIOPNo ratings yet
- INT243Document2 pagesINT243Jatin wattsNo ratings yet
- 508TXA Data Sheet-B&B2 PDFDocument3 pages508TXA Data Sheet-B&B2 PDFjoniv88No ratings yet
- Design and Implementation of Autonomous Line Follower Robot Using MicrocontrollerDocument4 pagesDesign and Implementation of Autonomous Line Follower Robot Using MicrocontrollerVASANTHKUMAR M SNo ratings yet
- Fall 2019 PEE I LAB 5Document25 pagesFall 2019 PEE I LAB 5Andrew Park0% (1)
- 3D Modeling and Virtual Manufacturing of A Machine Component Using CATIA V5 and MASTERCAMDocument2 pages3D Modeling and Virtual Manufacturing of A Machine Component Using CATIA V5 and MASTERCAMHIMANSU SEKHAR BEHERANo ratings yet
- 1300SRM1455 (06 2017) Us en PDF PDF Clutch Transmission (Mechanics)Document1 page1300SRM1455 (06 2017) Us en PDF PDF Clutch Transmission (Mechanics)6hvbc98br7No ratings yet
- Analog Challenge of Nanometer CMOSDocument8 pagesAnalog Challenge of Nanometer CMOSurpublicNo ratings yet
- Possible Practice Set AcnDocument2 pagesPossible Practice Set Acnnaresh ChoudharyNo ratings yet
- Account Assignment Category in SAP MMDocument4 pagesAccount Assignment Category in SAP MMiamnarendranNo ratings yet
- Blockchain Unconfirmed Transactions Hack Script 2021Document1 pageBlockchain Unconfirmed Transactions Hack Script 2021Jorge MontoyaNo ratings yet
- Musht Have - WordPress-Brute-Force-Attacks-Guide-2022Document7 pagesMusht Have - WordPress-Brute-Force-Attacks-Guide-2022tabawil5No ratings yet
- WIFI Based Flexible LED DisplayDocument63 pagesWIFI Based Flexible LED DisplaySangeetha TechnologiesNo ratings yet
- StoDocument4 pagesStoaunhavcNo ratings yet
- Radio Shack Pro 2026 Scanner ManualDocument3 pagesRadio Shack Pro 2026 Scanner ManualMarcos GuerreroNo ratings yet
- vx1700 SeriesDocument116 pagesvx1700 SeriesVictor ClashNo ratings yet
- Mettler Toledo - InD780 Advanced Weighing Terminal - OverviewDocument2 pagesMettler Toledo - InD780 Advanced Weighing Terminal - OverviewMohamed ShameemNo ratings yet
- Best Cover Letter For UpworkDocument5 pagesBest Cover Letter For Upworkbcqy21t7100% (2)
- Dasun Edirisinghe: John Keells IT, Sri Lanka - Lead UI / UX DesignerDocument3 pagesDasun Edirisinghe: John Keells IT, Sri Lanka - Lead UI / UX Designerdazunj919No ratings yet
- C & Ds Notes 2022-2023 r22 SyllabusDocument210 pagesC & Ds Notes 2022-2023 r22 Syllabusbabaforever786No ratings yet
- Extron MPX 423 A PDFDocument2 pagesExtron MPX 423 A PDFCarrieNo ratings yet
- Bid and Proposal TrackerDocument6 pagesBid and Proposal Trackerabinash pradhanNo ratings yet
- ASME UT Procedure WritingDocument7 pagesASME UT Procedure WritingReiaz Hosein100% (3)
- CT Analyzer Article Testing CTs by 50 Hertz Company OMICRON Magazine 2011 ENU PDFDocument2 pagesCT Analyzer Article Testing CTs by 50 Hertz Company OMICRON Magazine 2011 ENU PDFPraveen ChandranNo ratings yet
- Toy Industry Present and FutureDocument18 pagesToy Industry Present and FutureAbhishek Sehgal100% (2)
- Amoi Lc26t1e 32t1e 37t1e 42t1e (ET)Document120 pagesAmoi Lc26t1e 32t1e 37t1e 42t1e (ET)Dimitris ApostolouNo ratings yet
- Curriculum Vitae: Abdullah Ahmed ShawkyDocument5 pagesCurriculum Vitae: Abdullah Ahmed ShawkyKhaledAhmedNo ratings yet