You might also like
- Taguchi Based OptimizationDocument8 pagesTaguchi Based OptimizationHassan HabibNo ratings yet
- Fused Deposition Modeling (FDM)Document3 pagesFused Deposition Modeling (FDM)Ahmed Khalid HussainNo ratings yet
- How Surface Roughness Performance of Printed Parts Manufactured by Desktop FDM 3D Printer With PLA+ Is Influenced by Measuring DirectionDocument12 pagesHow Surface Roughness Performance of Printed Parts Manufactured by Desktop FDM 3D Printer With PLA+ Is Influenced by Measuring DirectionCông HuânNo ratings yet
- Computer Aided Design and Manufacturing Module 5 - Vikranth KannanthDocument35 pagesComputer Aided Design and Manufacturing Module 5 - Vikranth KannanthRavi Shankar mrNo ratings yet
- Fused Deposition Modeling (FDM) : NozzleDocument10 pagesFused Deposition Modeling (FDM) : NozzlePriyank ChaudhariNo ratings yet
- Prototyping, Are Being Developed As An Alternative To Subtractive Processes. TheseDocument19 pagesPrototyping, Are Being Developed As An Alternative To Subtractive Processes. TheseBalasivarama ReddyNo ratings yet
- Various Infill Patterns and Their Effect in 3D Printable MaterialsDocument5 pagesVarious Infill Patterns and Their Effect in 3D Printable MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentDocument12 pagesThe Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentIJRASETPublicationsNo ratings yet
- Artigo Nuno FrutuosoDocument10 pagesArtigo Nuno FrutuosoCesar VasquesNo ratings yet
- Fused Deposition ModellingDocument39 pagesFused Deposition ModellingSujith S NairNo ratings yet
- Dynamic Mechanical Properties of ABS Material Processed by Fused Deposition ModellingDocument6 pagesDynamic Mechanical Properties of ABS Material Processed by Fused Deposition ModellingPaulo Canedo da SilvaNo ratings yet
- Surface Roughness Quality and Dimensional AccuracyDocument30 pagesSurface Roughness Quality and Dimensional Accuracyantony1993No ratings yet
- ADDITIVE MANUFACTURING On 18.5.20Document10 pagesADDITIVE MANUFACTURING On 18.5.20aravindNo ratings yet
- Extrusion Based RP SystemsDocument26 pagesExtrusion Based RP SystemsNiranjan HugarNo ratings yet
- Direct Metal Laser SinteringDocument3 pagesDirect Metal Laser SinteringDharshan KofiNo ratings yet
- Rapid Prototyping Applications by Three Dimensional Printing.Document5 pagesRapid Prototyping Applications by Three Dimensional Printing.Pramod WadateNo ratings yet
- Sheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesDocument23 pagesSheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesManolo GipielaNo ratings yet
- Chemical Vapor Treatment of ABS Parts Built by FDM: Analysis of Surface Finish and Mechanical StrengthDocument17 pagesChemical Vapor Treatment of ABS Parts Built by FDM: Analysis of Surface Finish and Mechanical StrengthAnand NagarajanNo ratings yet
- Additive Manufacturing WorksheetDocument8 pagesAdditive Manufacturing WorksheetMohit SharmaNo ratings yet
- Proc Ese 1233Document4 pagesProc Ese 1233Carlos ArenasNo ratings yet
- Fused Deposition Modeling (FDM) : How Is The FDM Part Built?Document2 pagesFused Deposition Modeling (FDM) : How Is The FDM Part Built?Zaheer AhamedNo ratings yet
- Design Consideration For Additive Manufacturing Fu PDFDocument28 pagesDesign Consideration For Additive Manufacturing Fu PDFChethan rajNo ratings yet
- AM FinalDocument59 pagesAM Finaldummy vNo ratings yet
- A Systematic Survey of FDM Process Parameter Optimization and Their in Uence On Part CharacteristicsDocument30 pagesA Systematic Survey of FDM Process Parameter Optimization and Their in Uence On Part CharacteristicsgandorcNo ratings yet
- Extrusion Based RP SystemsDocument26 pagesExtrusion Based RP SystemsNiranjan HugarNo ratings yet
- 1 s2.0 S2214785322020971 MainDocument6 pages1 s2.0 S2214785322020971 MainTayyab AliNo ratings yet
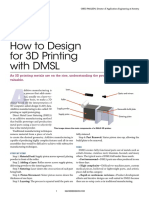
- How To Printin With DMLSDocument5 pagesHow To Printin With DMLSdhanalakshmi k sNo ratings yet
- Design For Additive Manufacturing - Automated Build Orientation Selection and OptimDocument6 pagesDesign For Additive Manufacturing - Automated Build Orientation Selection and OptimPrashant VadattiNo ratings yet
- Manufacturing of Helical Gears by Using Fused Deposite Modelling-An Additive Manufacturing ApproachDocument22 pagesManufacturing of Helical Gears by Using Fused Deposite Modelling-An Additive Manufacturing ApproachSri Nadh PadavalaNo ratings yet
- L9-TA202A-Additive Manufacturing IDocument57 pagesL9-TA202A-Additive Manufacturing IjthyfgdNo ratings yet
- PLA222Document5 pagesPLA222namasse.medamineNo ratings yet
- 3 DPDocument44 pages3 DPPooja AngolkarNo ratings yet
- Final Report On 3D Printed Battery BracketDocument57 pagesFinal Report On 3D Printed Battery BracketAkshay bypNo ratings yet
- Manufacturing Process-Ii: Lab Manual 01Document8 pagesManufacturing Process-Ii: Lab Manual 01Abdul Rehman FaisalNo ratings yet
- Manufacturing Process-Ii: Lab Manual 01Document8 pagesManufacturing Process-Ii: Lab Manual 01Abdul Rehman FaisalNo ratings yet
- Design The Support Structures For Fused Deposition Modeling 3D PrintingDocument12 pagesDesign The Support Structures For Fused Deposition Modeling 3D PrintingWadeaNo ratings yet
- Module - 5Document92 pagesModule - 5Anand ANo ratings yet
- Experimental Study Aiming To Enhance The Surface Finish of Fused Deposition Modeled PartsDocument4 pagesExperimental Study Aiming To Enhance The Surface Finish of Fused Deposition Modeled Partsnewkid2202No ratings yet
- Adaptive SlicingDocument15 pagesAdaptive SlicingSreejith S NairNo ratings yet
- BATCH ReportDocument15 pagesBATCH Reportaariyaraj.pNo ratings yet
- Kim 2018Document6 pagesKim 2018Bookaholic 11No ratings yet
- Additive Manufacturing: Alberto Boschetto, Luana Bottini, Francesco VenialiDocument11 pagesAdditive Manufacturing: Alberto Boschetto, Luana Bottini, Francesco VenialiAbdullah UYSALNo ratings yet
- Additive Manufacturing: A Mini-Project ReportDocument8 pagesAdditive Manufacturing: A Mini-Project ReportArchit BathriNo ratings yet
- RTV Molds Using RPDocument4 pagesRTV Molds Using RPhappydude7632No ratings yet
- Shape Deposition Manufacturing and Multijet ModelingDocument13 pagesShape Deposition Manufacturing and Multijet ModelingRitam GangulyNo ratings yet
- Additive ManufacturingDocument42 pagesAdditive ManufacturingEhab WilsonNo ratings yet
- 3D Printing: TerminologyDocument10 pages3D Printing: TerminologyKelvin Dale YubidiNo ratings yet
- Ijramt 2 4 52Document8 pagesIjramt 2 4 52arjun.recordsNo ratings yet
- 3D Printing TechnologyDocument68 pages3D Printing Technologyben abrahamNo ratings yet
- Paul Bere Mat PlastDocument8 pagesPaul Bere Mat Plast19MECH052 SYED YOUNUSNo ratings yet
- 10 - CH 24Document14 pages10 - CH 24darshan008No ratings yet
- DFM-mase PlasticeDocument19 pagesDFM-mase PlasticeLavinia CalinNo ratings yet
- MSU6 Rapidprototypingtask 2Document27 pagesMSU6 Rapidprototypingtask 2adinamdarNo ratings yet
- Fracture Toughness of ABS AdditivelDocument10 pagesFracture Toughness of ABS AdditivelsvfNo ratings yet
- Ijser: Fused Deposition Modeling (FDM) MechanismDocument3 pagesIjser: Fused Deposition Modeling (FDM) MechanismSamir BoseNo ratings yet
- 3d Printing - Copy Am MachineDocument2 pages3d Printing - Copy Am Machineali amhazNo ratings yet
- Develop3d Complete Visi18Document6 pagesDevelop3d Complete Visi18Marc FreebreyNo ratings yet
- Formability Simulation DFE (Die Face Engineering) Process GuidanceDocument0 pagesFormability Simulation DFE (Die Face Engineering) Process Guidancejagas123455123No ratings yet
- A Review On Process of Press Tool Design and Its ManufacturingDocument5 pagesA Review On Process of Press Tool Design and Its ManufacturingRui MatiasNo ratings yet
- Polyhedral B-Rep Modelling & STL Format, Defects and Repair of STL FileDocument90 pagesPolyhedral B-Rep Modelling & STL Format, Defects and Repair of STL FileLalit BanaalNo ratings yet
- Unit - 4 AmDocument127 pagesUnit - 4 AmLalit Banaal100% (1)
- Weighted ResidualDocument15 pagesWeighted ResidualLalit BanaalNo ratings yet
- Laminated Object Manufacturing and Selective Laser Sintering Techniques of Rapid PrototypingDocument20 pagesLaminated Object Manufacturing and Selective Laser Sintering Techniques of Rapid PrototypingLalit BanaalNo ratings yet
- ReceiptDocument1 pageReceiptLalit BanaalNo ratings yet
- Fluid AnalysisDocument8 pagesFluid AnalysisLalit BanaalNo ratings yet
- Thermoelectric Refrigerator For Travelling: Lalit Bansal Nitesh Kumar Jha Rohan Kanodiya Sandeep JhambDocument3 pagesThermoelectric Refrigerator For Travelling: Lalit Bansal Nitesh Kumar Jha Rohan Kanodiya Sandeep JhambLalit BanaalNo ratings yet
- FL - E Book - 13 12 2021Document116 pagesFL - E Book - 13 12 2021Lalit BanaalNo ratings yet
- XAT22067016 - 2076O214S1D279E1 Reponse SheetDocument54 pagesXAT22067016 - 2076O214S1D279E1 Reponse SheetLalit BanaalNo ratings yet
- Report On MedicoolDocument51 pagesReport On MedicoolLalit BanaalNo ratings yet
- Thermoelectric Refrigerator For TravellingDocument5 pagesThermoelectric Refrigerator For TravellingLalit BanaalNo ratings yet
- Ansi b36 10 1979Document23 pagesAnsi b36 10 1979Roberto Wallis100% (1)
- 9-RCC Arches & LentilsDocument19 pages9-RCC Arches & LentilsNaman Jain100% (1)
- Everyday DetailsDocument7 pagesEveryday DetailsJake WilliamsNo ratings yet
- Revised Quotation For Waterproofing Work To Basement, Superstructure & Terrace at MIT College, Kothrud, PuneDocument2 pagesRevised Quotation For Waterproofing Work To Basement, Superstructure & Terrace at MIT College, Kothrud, PuneRushi Kadgaonkar50% (2)
- National Building Code of The Philippines (NBCP) : Rule Iii - Permits and Inspection SECTION 302. Application For PermitsDocument9 pagesNational Building Code of The Philippines (NBCP) : Rule Iii - Permits and Inspection SECTION 302. Application For Permitsbriee junioNo ratings yet
- 10 1021@acs JPCC 9b04997Document9 pages10 1021@acs JPCC 9b04997Snape is the bestNo ratings yet
- AntiferroelectricDocument6 pagesAntiferroelectricCristina ChirilaNo ratings yet
- Tesy LB 2509 E04 TRV UputstvoDocument12 pagesTesy LB 2509 E04 TRV Uputstvozix013No ratings yet
- Aerodynamics - Ii Questionbank: Part - A (Short Answer Questions)Document8 pagesAerodynamics - Ii Questionbank: Part - A (Short Answer Questions)maniNo ratings yet
- Engine Cooling System: SectionDocument48 pagesEngine Cooling System: SectionLuis Alfonso Ortiz ESpinosaNo ratings yet
- ASTM Designation: C 1305 - 08Document3 pagesASTM Designation: C 1305 - 08Lupita RamirezNo ratings yet
- Triggers: HVAC Simple SystemsDocument5 pagesTriggers: HVAC Simple SystemsRaviNo ratings yet
- Internal Arc Test PDFDocument5 pagesInternal Arc Test PDFsaravanaplusNo ratings yet
- Composite Sandwich STRDocument8 pagesComposite Sandwich STRHalil Ibrahim ÖzerNo ratings yet
- ColdGuard Sliding Cold Storage DoorsDocument1 pageColdGuard Sliding Cold Storage DoorsgamunozdNo ratings yet
- Hydro Mechanical Coupling On SlopesDocument11 pagesHydro Mechanical Coupling On SlopesShubham KothariNo ratings yet
- Special Tank: Buffer Tank For Solar and Heating PSM / PSF / PSR / PSRR 500-5000 Litres PZ/PZR/PZRR 500-1500 LitresDocument3 pagesSpecial Tank: Buffer Tank For Solar and Heating PSM / PSF / PSR / PSRR 500-5000 Litres PZ/PZR/PZRR 500-1500 LitresNorby LorincziNo ratings yet
- Neo-Dyn Series 132PDocument2 pagesNeo-Dyn Series 132PRicardo Cabrera OsinagaNo ratings yet
- Bio FiberDocument2 pagesBio FiberGelina HernandezNo ratings yet
- E00804 Commercial Building For MRCB Technical OfferDocument8 pagesE00804 Commercial Building For MRCB Technical OfferkirubaNo ratings yet
- Civ521 HW4Document2 pagesCiv521 HW4Mohammed Al KhatibNo ratings yet
- Thermo Symbols & Heat TransferDocument6 pagesThermo Symbols & Heat Transferjme733k9100% (1)
- Rigidal Systems Standing Seam Roofing2 File000761Document12 pagesRigidal Systems Standing Seam Roofing2 File000761muradali01No ratings yet
- Dibujo CadDocument4 pagesDibujo CadPaco123No ratings yet
- Asphalt Quality Control PlanDocument27 pagesAsphalt Quality Control PlanHassoub Abdul Shafy Hassoub100% (1)
- Final Poster - Biodegradeable Metallic StentsDocument1 pageFinal Poster - Biodegradeable Metallic StentsMcQuack ÁvilaNo ratings yet
- Alucobond ProductDocument27 pagesAlucobond ProductYus wantoNo ratings yet
- Design and Analysis of FRPDocument4 pagesDesign and Analysis of FRPDanielNo ratings yet
- Aquashield: DescriptionDocument3 pagesAquashield: DescriptionRana MahatoNo ratings yet
- Vernacular Terms Used in ConstructionDocument6 pagesVernacular Terms Used in ConstructionJe CiroNo ratings yet