You might also like
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- FilamentwindingDocument14 pagesFilamentwindingAqsa BanoNo ratings yet
- Filament WindingDocument14 pagesFilament WindingHector Alejandro Melin ContrerasNo ratings yet
- Material Study About FCRPDocument51 pagesMaterial Study About FCRPABeer AkNo ratings yet
- Filament WindingDocument15 pagesFilament WindingMarkos OliveiraNo ratings yet
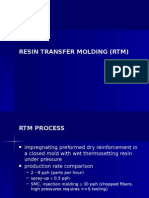
- Resin Transfer Molding (RTM)Document14 pagesResin Transfer Molding (RTM)shubhaastro2827No ratings yet
- Zones of ScrewDocument111 pagesZones of Screwzubi0585100% (2)
- Resin Transfer Molding (RTM) : Emad Karam SolimanDocument14 pagesResin Transfer Molding (RTM) : Emad Karam Solimanen_emad3322No ratings yet
- FRP CLADDING PresentationDocument33 pagesFRP CLADDING PresentationDeepakNo ratings yet
- Lecture 1 - 2 - Course Notes PDFDocument125 pagesLecture 1 - 2 - Course Notes PDFFaraj NabiyevNo ratings yet
- Pultrusion - : High Productivity Now, Getting Even BetterDocument12 pagesPultrusion - : High Productivity Now, Getting Even BetterBruno PaulinoNo ratings yet
- Castflex EngDocument12 pagesCastflex EngJuanNo ratings yet
- Pult Rusi OnDocument60 pagesPult Rusi OnmechanicalsrivasansNo ratings yet
- PDMS Microfluidic Device FabricationDocument44 pagesPDMS Microfluidic Device FabricationmnstnNo ratings yet
- PultrsionDocument18 pagesPultrsionHaren SinghNo ratings yet
- GT9R6A1 - Waterthightness of Pre Cast SegmentsDocument8 pagesGT9R6A1 - Waterthightness of Pre Cast SegmentsfededaNo ratings yet
- Primary SedimentationDocument70 pagesPrimary SedimentationChanel100% (3)
- Vessels Internals 2008 05 TFMDocument20 pagesVessels Internals 2008 05 TFMjannick86100% (1)
- Stay CablesDocument65 pagesStay CablesAnurag KumarNo ratings yet
- Matrix MaterialDocument51 pagesMatrix MaterialA-13-M Ibrahim OMARNo ratings yet
- Processing of Polymers and Composites: Lecture 20 - 11/03/2019Document14 pagesProcessing of Polymers and Composites: Lecture 20 - 11/03/2019MK SaravananNo ratings yet
- Pavement Engineering: Cheap and Environmentally AcceptableDocument76 pagesPavement Engineering: Cheap and Environmentally AcceptableasasadfjndNo ratings yet
- ProcessingDocument61 pagesProcessingRizkie Rama100% (1)
- Extrusion 2012Document100 pagesExtrusion 2012Fernando Lotero100% (4)
- L6 Polymer ProcessingDocument60 pagesL6 Polymer ProcessingSayantan Roy ChoudhuryNo ratings yet
- Coiled TubingDocument78 pagesCoiled Tubingsronnevik100% (9)
- Group 11Document39 pagesGroup 11Lord Reinhard Luxus De La CroixNo ratings yet
- Yogi Exim ExtrusionDocument11 pagesYogi Exim ExtrusionRaj Kumar GiriNo ratings yet
- Filament Winding: Serkan CUBUK E6704Document17 pagesFilament Winding: Serkan CUBUK E6704Charaf Leo100% (1)
- Finishing of CompositesDocument15 pagesFinishing of CompositesJennifer GonzalezNo ratings yet
- Textile Composites III-composite MFGDocument10 pagesTextile Composites III-composite MFGYared FikreNo ratings yet
- Technip Drilling BrochureDocument12 pagesTechnip Drilling Brochurenedumaran.sNo ratings yet
- Reaction Injection Molding (RIM)Document11 pagesReaction Injection Molding (RIM)Mithun KnNo ratings yet
- CompositesDocument24 pagesCompositesjrevanthmaniNo ratings yet
- OC PultrusionDocument29 pagesOC PultrusionalmakmenNo ratings yet
- Seminar ReportDocument21 pagesSeminar ReportJamie HallNo ratings yet
- Ramid Fiber CharacteristicsDocument3 pagesRamid Fiber CharacteristicsNebyat YazachewNo ratings yet
- Week 4 Composites pt4Document14 pagesWeek 4 Composites pt4Mina Samy abd el zaherNo ratings yet
- Flat Film Forming: Andrew Leithead Chris Barr Nick AntonakosDocument32 pagesFlat Film Forming: Andrew Leithead Chris Barr Nick AntonakosHOANGVUNL1988No ratings yet
- Gurit-SP Resin Infusion PresentationDocument19 pagesGurit-SP Resin Infusion PresentationEdgar Real ViúlaNo ratings yet
- Extrusion 180709144910 PDFDocument78 pagesExtrusion 180709144910 PDFkathiravanpr_6744097No ratings yet
- Steam Tracing TipsDocument2 pagesSteam Tracing TipsRam SudarshanNo ratings yet
- Polymer Processing: PDF File Can Be Downloaded atDocument66 pagesPolymer Processing: PDF File Can Be Downloaded atbibhu059No ratings yet
- PultrusionDocument12 pagesPultrusionRomal JobaliyaNo ratings yet
- 12 Polymers CompositesDocument35 pages12 Polymers CompositesMatheus SouzaNo ratings yet
- Construction Terms (Mste)Document3 pagesConstruction Terms (Mste)seyer intNo ratings yet
- CE 308 Lec 7 Mixing, Handling and Placing of ConcreteDocument29 pagesCE 308 Lec 7 Mixing, Handling and Placing of ConcretewasimkhaliqNo ratings yet
- Manufacture of Composites: Submitted To - S.S GodaraDocument37 pagesManufacture of Composites: Submitted To - S.S GodaraRais Alfiansyah TaufiqNo ratings yet
- Composites6 TH SemDocument30 pagesComposites6 TH SemAbhishek BhalchandraNo ratings yet
- Consol Steel Belt Cooler Cooling Belt Double Belt Flaker Steel Belt GranulatorDocument10 pagesConsol Steel Belt Cooler Cooling Belt Double Belt Flaker Steel Belt GranulatorLavender ShenNo ratings yet
- +1 646 360 1656 Request A QuoteDocument12 pages+1 646 360 1656 Request A QuoteInnovation 4uNo ratings yet
- TrosDocument14 pagesTrosyeabsira getachewNo ratings yet
- PPO Pipe Extrusion LineDocument7 pagesPPO Pipe Extrusion LineMuhammad AamirNo ratings yet
- Mt1 Unit 5 NotesDocument11 pagesMt1 Unit 5 NotesvelavansuNo ratings yet
- Chapter 13Document109 pagesChapter 13SaAhRaNo ratings yet
- Module Iii - Extrusion ProcessesDocument27 pagesModule Iii - Extrusion ProcessesAntonius PrakosaNo ratings yet
- Centrifugal CastingDocument4 pagesCentrifugal CastingaerovinuNo ratings yet
- Resintransfermoulding 1Document14 pagesResintransfermoulding 1Raushan DivanshNo ratings yet
- L5-Soil and Waste Systems CDocument28 pagesL5-Soil and Waste Systems CWAN NURULAIN ARIBAH BINTI WAN HASSANNo ratings yet
- User Manual For Software Base TradingDocument25 pagesUser Manual For Software Base TradingIskh GowthamNo ratings yet
- Mechster 9000P: Commitment To Quality and ConsistencyDocument1 pageMechster 9000P: Commitment To Quality and ConsistencysyamlokNo ratings yet
- Australia Mall PDFDocument1 pageAustralia Mall PDFsyamlokNo ratings yet
- Ashland - Data Sheet For DERAKANE 411-350Document5 pagesAshland - Data Sheet For DERAKANE 411-350Muhamed JhabeerNo ratings yet
- Technical Data Sheet: DOLPHIN Gold Aerosol Spray PaintDocument2 pagesTechnical Data Sheet: DOLPHIN Gold Aerosol Spray PaintsyamlokNo ratings yet
- Moscow ZNIIS April11 Invitation EDocument2 pagesMoscow ZNIIS April11 Invitation EsyamlokNo ratings yet
- Methyl Ethyl Ketone: Shell ChemicalsDocument3 pagesMethyl Ethyl Ketone: Shell ChemicalssyamlokNo ratings yet
- Toners For High Quality Digital Production Printing: Dinesh Tyagi Nexpress Solutions, LLC Rochester, New YorkDocument4 pagesToners For High Quality Digital Production Printing: Dinesh Tyagi Nexpress Solutions, LLC Rochester, New YorksyamlokNo ratings yet
- Laser Printing of Polymeric MaterialsDocument9 pagesLaser Printing of Polymeric MaterialsSrikanth Kabbal MNo ratings yet
- TOday2019 Questionnaire Form-2Document2 pagesTOday2019 Questionnaire Form-2syamlokNo ratings yet
- CM Issue Mar Apr 2011Document36 pagesCM Issue Mar Apr 2011syamlokNo ratings yet
- Composites Mod02lec01Document49 pagesComposites Mod02lec01Mathew JohnNo ratings yet
- 06 Chapter 1Document60 pages06 Chapter 1syamlokNo ratings yet
- List of Portals - Which Will Be Helpful in Job SearchDocument4 pagesList of Portals - Which Will Be Helpful in Job SearchsyamlokNo ratings yet
- Evaporation Rate of Solvents PDFDocument2 pagesEvaporation Rate of Solvents PDFsyamlokNo ratings yet
- Tank Gauging TankvisionDocument31 pagesTank Gauging Tankvisionkhangduongda3No ratings yet
- Suneet Narayan Singh (Updated CV), NDocument4 pagesSuneet Narayan Singh (Updated CV), Nnishant gajeraNo ratings yet
- Calculate Cable Size and Voltage Drop Electrical Notes Articles PDFDocument10 pagesCalculate Cable Size and Voltage Drop Electrical Notes Articles PDFRavi SharmaNo ratings yet
- EQ Cheat SheetDocument7 pagesEQ Cheat SheetGabrielNo ratings yet
- +chapter 6 Binomial CoefficientsDocument34 pages+chapter 6 Binomial CoefficientsArash RastiNo ratings yet
- Age ProblemDocument31 pagesAge ProblemKenny CantilaNo ratings yet
- FREEWAT Vol0 v.1.1.2Document159 pagesFREEWAT Vol0 v.1.1.2Jonathan QuirozNo ratings yet
- HBT vs. PHEMT vs. MESFET: What's Best and Why: Dimitris PavlidisDocument4 pagesHBT vs. PHEMT vs. MESFET: What's Best and Why: Dimitris Pavlidissagacious.ali2219No ratings yet
- Zetor Crystal 150 170 Tractor Operator Manual PDFDocument234 pagesZetor Crystal 150 170 Tractor Operator Manual PDFAntonNo ratings yet
- Mid-Year Examination, 2023 Science Year 7 1 HourDocument23 pagesMid-Year Examination, 2023 Science Year 7 1 HourAl-Hafiz Bin SajahanNo ratings yet
- Logistics Operation PlanningDocument25 pagesLogistics Operation PlanningLeonard AntoniusNo ratings yet
- Diwali Pujan BookletDocument10 pagesDiwali Pujan Bookletman_ishkumarNo ratings yet
- Ultimate GuideDocument33 pagesUltimate GuidemrosamusicNo ratings yet
- Streamline SWR (S) - Rev - 00-04-2019 PDFDocument2 pagesStreamline SWR (S) - Rev - 00-04-2019 PDFarjun 11No ratings yet
- Resource Access ControlDocument19 pagesResource Access Controlusamadar707No ratings yet
- Latihan Soal BlankDocument8 pagesLatihan Soal BlankDanbooNo ratings yet
- Science 10 Quarter 2 Module 4Document6 pagesScience 10 Quarter 2 Module 4Jess Anthony Efondo100% (4)
- English 8 - B TR Và Nâng CaoDocument150 pagesEnglish 8 - B TR Và Nâng CaohhNo ratings yet
- Primary Three Exam Question.Document17 pagesPrimary Three Exam Question.ogidan preciousNo ratings yet
- Panasonic Refrigeraor NR-B472TZ - B412TZ v1.1Document24 pagesPanasonic Refrigeraor NR-B472TZ - B412TZ v1.1Anonymous 2iQ1B59No ratings yet
- 2.4 Assembly ManualDocument139 pages2.4 Assembly Manualgustavo dlsNo ratings yet
- Ieee 802Document3 pagesIeee 802M Zubair AslamNo ratings yet
- Vol07 1 PDFDocument275 pagesVol07 1 PDFRurintana Nalendra WarnaNo ratings yet
- Progress Report Week#9 UlubeluDocument6 pagesProgress Report Week#9 UlubelutiantaufikNo ratings yet
- VAM Must Sumitomo 1209 PDFDocument4 pagesVAM Must Sumitomo 1209 PDFnwohapeterNo ratings yet
- Manual de Taller sk350 PDFDocument31 pagesManual de Taller sk350 PDFLeo Perez100% (1)
- Toptica AP 1012 Laser Locking 2009 05Document8 pagesToptica AP 1012 Laser Locking 2009 05Tushar GuptaNo ratings yet
- From Science To God by Peter RussellDocument6 pagesFrom Science To God by Peter RussellFilho adulto pais alcolatrasNo ratings yet
- ScilabDocument4 pagesScilabAngeloLorenzoSalvadorTamayoNo ratings yet
- Calculation of The Current Transformer Accuracy Limit FactorDocument14 pagesCalculation of The Current Transformer Accuracy Limit FactorWeiKiat Goh67% (3)