You might also like
- Introduction ..FoundryDocument160 pagesIntroduction ..FoundryDhananjay ShimpiNo ratings yet
- Incident Report TemplateDocument3 pagesIncident Report Templateapi-412577219No ratings yet
- FAA Instrument Rating Oral Exam PrepDocument8 pagesFAA Instrument Rating Oral Exam Prepvino chandrakumarNo ratings yet
- Cancer Treatment HomeopathyDocument121 pagesCancer Treatment Homeopathykshahulhameed100% (1)
- Sand MouldingDocument17 pagesSand MouldingbvbprasadNo ratings yet
- Sand CastingDocument9 pagesSand CastingMohamed OmarNo ratings yet
- Fundamental of Metal Casting 2018Document69 pagesFundamental of Metal Casting 2018Mohd MuhaiminNo ratings yet
- Gas/Liquids Separators - Part 2: Quantifying Separation PerformanceDocument13 pagesGas/Liquids Separators - Part 2: Quantifying Separation PerformanceLizbeth Ramirez AlanyaNo ratings yet
- Tupad Orientation Presentation 2017Document54 pagesTupad Orientation Presentation 2017Anonymous EvbW4o1U7100% (5)
- ME1107 Casting AllDocument129 pagesME1107 Casting AllMahmud HridoyNo ratings yet
- Diagrama Electrico 533DDocument2 pagesDiagrama Electrico 533DJordan RaveloNo ratings yet
- RCOG Guidelines - Gestational Trophoblastic DiseaseDocument12 pagesRCOG Guidelines - Gestational Trophoblastic Diseasemob3100% (1)
- Foundry Hand ToolsDocument83 pagesFoundry Hand ToolsKiran MunavalliNo ratings yet
- of ManuDocument87 pagesof ManuVaibhav BaggaNo ratings yet
- Casting Processes GuideDocument246 pagesCasting Processes GuideMahesh SalotagiNo ratings yet
- CH 3-Moulding and Core MakingDocument49 pagesCH 3-Moulding and Core Makinggosaye desalegn100% (3)
- Magical Metal Clay: Amazingly Simple No-Kiln Techniques For Making Beautiful AccessoriesFrom EverandMagical Metal Clay: Amazingly Simple No-Kiln Techniques For Making Beautiful AccessoriesRating: 4 out of 5 stars4/5 (4)
- MT-1 Full NotesDocument56 pagesMT-1 Full NotesM.Saravana Kumar..M.ENo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Prayer of Protection Against The PlagueDocument9 pagesPrayer of Protection Against The PlagueJuan Jaylou Ante100% (2)
- 01 CastingDocument31 pages01 CastingSports GloballyNo ratings yet
- CALIMOVEDocument46 pagesCALIMOVERasheedAladdinNGuiomala0% (1)
- 3 PDFDocument199 pages3 PDFsanku surya sai charanNo ratings yet
- Delhi-HC-Cruelty by WifeDocument19 pagesDelhi-HC-Cruelty by WifeSachin BansalNo ratings yet
- BHEL INDUSTRIAL TRAINING: CASTING AND FORGINGDocument32 pagesBHEL INDUSTRIAL TRAINING: CASTING AND FORGINGHarmeet100% (1)
- Banas Bio-Gas PlantDocument30 pagesBanas Bio-Gas Plantjugal rana100% (1)
- FKM Lab - Metal Casting Process Lab ReportDocument20 pagesFKM Lab - Metal Casting Process Lab Reportzazaeureka0% (1)
- Unit IDocument93 pagesUnit IKumar SubramanianNo ratings yet
- Manufacturing Technology-I (ME6302) : Iii Semester / Ii Year - B' Section (Academic Year: 2014-2015 - Batch: 2013-2017)Document53 pagesManufacturing Technology-I (ME6302) : Iii Semester / Ii Year - B' Section (Academic Year: 2014-2015 - Batch: 2013-2017)sivaenotesNo ratings yet
- Unit 2casting Process PPT BMP Unit 2Document61 pagesUnit 2casting Process PPT BMP Unit 2Bhaskar KandpalNo ratings yet
- Casting: Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingDocument109 pagesCasting: Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingasitacharyaNo ratings yet
- University of The East - : ManilaDocument13 pagesUniversity of The East - : ManilaAngelica AndresNo ratings yet
- SMEA1401Document55 pagesSMEA1401sakthiNo ratings yet
- Design of Product Selection of Raw Materials Sequence of Process in Which Product Is ManufacturedDocument93 pagesDesign of Product Selection of Raw Materials Sequence of Process in Which Product Is Manufacturedsanku surya sai charanNo ratings yet
- Casting Series 3Document23 pagesCasting Series 3Janmayjoy Halder SwagataNo ratings yet
- Sand CastingDocument8 pagesSand CastingHaryad HewaNo ratings yet
- Chapter 4Document16 pagesChapter 4Anteneh AssefaNo ratings yet
- Sand Moulding Sand Types, Cores, Machines: Hareesha N G Lecturer, Dept. of Aeronautical Engg, DSCE, Bangalore-78Document50 pagesSand Moulding Sand Types, Cores, Machines: Hareesha N G Lecturer, Dept. of Aeronautical Engg, DSCE, Bangalore-78upender100% (1)
- WPT CastingDocument70 pagesWPT CastingHuzaifaNo ratings yet
- Casting Processes OverviewDocument6 pagesCasting Processes OverviewAlpNo ratings yet
- Viden Io Basics of Mechanical Engineering Unit 1 Manufacturing ProcessesDocument145 pagesViden Io Basics of Mechanical Engineering Unit 1 Manufacturing Processesramesh tNo ratings yet
- Manufacturing Techniques CastingDocument38 pagesManufacturing Techniques Castinglorraine SandyNo ratings yet
- Foundry Shop ManualDocument14 pagesFoundry Shop ManualAprajitaNo ratings yet
- Metal Casting Technology: DR Srinivasan NarayananDocument95 pagesMetal Casting Technology: DR Srinivasan NarayananAkshita MuskanNo ratings yet
- Casting: Conventional Methods Unconventional MethodsDocument13 pagesCasting: Conventional Methods Unconventional Methodsarun t nNo ratings yet
- Metal Sand Casting: Refugio, Kyle M. MEC132Document21 pagesMetal Sand Casting: Refugio, Kyle M. MEC132Kyle RefugioNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument68 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNo ratings yet
- Unit-I: Manufacturing Technology-I Me8351Document34 pagesUnit-I: Manufacturing Technology-I Me8351rahulNo ratings yet
- CastingcDocument44 pagesCastingcahkumbharNo ratings yet
- Casting Process GuideDocument120 pagesCasting Process GuidecelinaNo ratings yet
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocument69 pagesMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaNo ratings yet
- 05 Casting Part 5Document17 pages05 Casting Part 5Shweta raiNo ratings yet
- Mp-I S-3 CastingDocument18 pagesMp-I S-3 CastingBARUN BIKASH DENo ratings yet
- Moulding ProcessesDocument10 pagesMoulding ProcessesChinmay Das67% (3)
- Cassting 1Document10 pagesCassting 1steve ogagaNo ratings yet
- Unit 1 - Manufacturing Practices - WWW - Rgpvnotes.inDocument33 pagesUnit 1 - Manufacturing Practices - WWW - Rgpvnotes.inASHOKA KUMARNo ratings yet
- Cast 2Document77 pagesCast 2yash guptaNo ratings yet
- Chapter Four 4.special Casting Processes: Introduction Contents To Be IncludedDocument76 pagesChapter Four 4.special Casting Processes: Introduction Contents To Be IncludedberhaneNo ratings yet
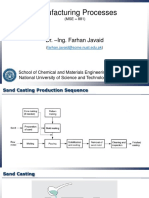
- Manufacturing Processes: Dr. - Ing. Farhan JavaidDocument44 pagesManufacturing Processes: Dr. - Ing. Farhan JavaidBilal idreesNo ratings yet
- Suresh 2261Document9 pagesSuresh 226109m008_159913639No ratings yet
- Unit 1 - Manufacturing Process - WWW - Rgpvnotes.inDocument26 pagesUnit 1 - Manufacturing Process - WWW - Rgpvnotes.insuneel kumar rathoreNo ratings yet
- Assignment IDocument23 pagesAssignment I016 ARUNACHALAM S R MNo ratings yet
- Service 1Document1 pageService 1Pankaj ShettiNo ratings yet
- Welding TechnologyDocument23 pagesWelding TechnologyManeesh TNo ratings yet
- Manufacturing Technology Lab Manual ExperimentsDocument22 pagesManufacturing Technology Lab Manual ExperimentsLakshmi PrasadNo ratings yet
- Sand CastingDocument11 pagesSand Castingsamunai8uNo ratings yet
- ME8352-Manufacturing Technology - I (MT-I) With QBDocument91 pagesME8352-Manufacturing Technology - I (MT-I) With QBMohana KrishnanNo ratings yet
- Casting: Six Factors Involved in CastingDocument21 pagesCasting: Six Factors Involved in CastingAmit KumarNo ratings yet
- UNIT 5 LBM Min MinDocument36 pagesUNIT 5 LBM Min MinVinith ArasuNo ratings yet
- RefrigerationDocument93 pagesRefrigerationSuvendu sahooNo ratings yet
- ME 6302 Manufacturing Technology Sheet Metal Operations GuideDocument36 pagesME 6302 Manufacturing Technology Sheet Metal Operations GuiderahulNo ratings yet
- 06 Sheet-Metal FormingDocument60 pages06 Sheet-Metal FormingManjunatha Babu N.sNo ratings yet
- ME 6302 Manufacturing Technology Sheet Metal Operations GuideDocument36 pagesME 6302 Manufacturing Technology Sheet Metal Operations GuiderahulNo ratings yet
- Unit-I: Manufacturing Technology-I Me8351Document34 pagesUnit-I: Manufacturing Technology-I Me8351rahulNo ratings yet
- Mft-I Two & 13 Marks QuestionDocument16 pagesMft-I Two & 13 Marks QuestionrahulNo ratings yet
- The Logic of Immunity Deciphering An EnigmaDocument204 pagesThe Logic of Immunity Deciphering An EnigmaSatyabrataSahaNo ratings yet
- 19 - Kyocera Milling - Endmill - Radius - Ball-Nose 2010-2011 (ENG)Document24 pages19 - Kyocera Milling - Endmill - Radius - Ball-Nose 2010-2011 (ENG)karadimasNo ratings yet
- Soal UN SMP BH InggrisDocument5 pagesSoal UN SMP BH InggrisSammie GirsangNo ratings yet
- Translation of The Original Operating Manual: Epg-Sprint XeDocument100 pagesTranslation of The Original Operating Manual: Epg-Sprint XePatricio Exequiel Silva ColileoNo ratings yet
- Hydraulic Fluids in Mobile Application Re98128 - 2015-06 - Online PDFDocument13 pagesHydraulic Fluids in Mobile Application Re98128 - 2015-06 - Online PDFDennis Huanuco CcamaNo ratings yet
- What is Special EducationDocument2 pagesWhat is Special EducationImelda Nantin GarciaNo ratings yet
- Hygro-Thermometer Pen: User's GuideDocument4 pagesHygro-Thermometer Pen: User's GuideTedosNo ratings yet
- Molykote: 111 CompoundDocument2 pagesMolykote: 111 CompoundEcosuministros ColombiaNo ratings yet
- Trix Price List OCT 2018 PDFDocument2 pagesTrix Price List OCT 2018 PDFApNo ratings yet
- BergHOFF - серия посуды EssentialsDocument160 pagesBergHOFF - серия посуды EssentialsAntonNo ratings yet
- Toshiba 40rv52u LCD TV SMDocument18 pagesToshiba 40rv52u LCD TV SMRomell Estaba SalazarNo ratings yet
- STDs in Sangamon CountyDocument15 pagesSTDs in Sangamon CountyNewsTeam20No ratings yet
- Mini ProjectDocument14 pagesMini ProjectEli Body ButterNo ratings yet
- Senior Citizens and Human RightsDocument16 pagesSenior Citizens and Human RightsRiya SinghNo ratings yet
- Dr. P S Adhya 7186Document1 pageDr. P S Adhya 7186Partha AdhyaNo ratings yet
- CLC Customer Info Update Form v3Document1 pageCLC Customer Info Update Form v3John Philip Repol LoberianoNo ratings yet
- Appendix 6Document4 pagesAppendix 6Vlad OlariuNo ratings yet
- Can Capitalism Bring Inclusive Growth?: - Suneel SheoranDocument4 pagesCan Capitalism Bring Inclusive Growth?: - Suneel SheoranSandeepkumar SgNo ratings yet
- CBSE Sample Paper 2020 - Class 12th Chemistry Sample PaperDocument9 pagesCBSE Sample Paper 2020 - Class 12th Chemistry Sample PaperKumar S T SNo ratings yet