You might also like
- Robot Manipulators: Modeling, Performance Analysis and ControlFrom EverandRobot Manipulators: Modeling, Performance Analysis and ControlNo ratings yet
- Combinatorial Algorithms: For Computers and CalculatorsFrom EverandCombinatorial Algorithms: For Computers and CalculatorsRating: 4 out of 5 stars4/5 (2)
- On Single Point Tool Geometry: Indian Institute of Technology DelhiDocument16 pagesOn Single Point Tool Geometry: Indian Institute of Technology DelhiDhananjay PatwariNo ratings yet
- Single Point Cutting ToolDocument26 pagesSingle Point Cutting ToolSanjay SainNo ratings yet
- ME 305 - 03 Tool GeometryDocument23 pagesME 305 - 03 Tool Geometryme210003069No ratings yet
- Geometry of Single Point Turning ToolsDocument9 pagesGeometry of Single Point Turning Tools21UME003 TUSHAR DEBNo ratings yet
- Understanding Tool Geometry ConceptsDocument66 pagesUnderstanding Tool Geometry Conceptspotnuru JaivanthNo ratings yet
- Geometry of Single Point Cutting ToolDocument32 pagesGeometry of Single Point Cutting ToolsamshamuraliNo ratings yet
- Single Point Cutting ToolDocument26 pagesSingle Point Cutting ToolBalabadra MaheshNo ratings yet
- Note 2Document19 pagesNote 2shivam ojhaNo ratings yet
- Mechanics of Machining (Metal Cutting) : Instructional ObjectivesDocument15 pagesMechanics of Machining (Metal Cutting) : Instructional ObjectivesRinkuNo ratings yet
- Mechanics of Machining (Metal Cutting) : Version 2 ME IIT, KharagpurDocument13 pagesMechanics of Machining (Metal Cutting) : Version 2 ME IIT, KharagpurvineetNo ratings yet
- 3 Geometry of Single Point Cutting ToolsDocument13 pages3 Geometry of Single Point Cutting Toolsrichardcaroncstj100% (2)
- Tool PDFDocument31 pagesTool PDFashithNo ratings yet
- Single Point Cutting Tool Geometry ExplainedDocument31 pagesSingle Point Cutting Tool Geometry ExplainedashithNo ratings yet
- Vimp Theory of Metal Cutting 2Document100 pagesVimp Theory of Metal Cutting 2Harsh PawarNo ratings yet
- 14MEPS0 - Tool Angle Specification-1Document17 pages14MEPS0 - Tool Angle Specification-1saravana pandianNo ratings yet
- 9 Mechanics of Machining Annotated 12 08 2021Document24 pages9 Mechanics of Machining Annotated 12 08 2021Mansingh YadavNo ratings yet
- Manufacturing Process II Tool GeometryDocument24 pagesManufacturing Process II Tool Geometryjamess_phiriNo ratings yet
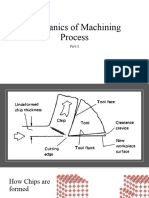
- Mechanics of Machining Process: Part-1Document69 pagesMechanics of Machining Process: Part-1Maheshwar DwivedyNo ratings yet
- Surface RoughnessDocument1 pageSurface Roughnessapi-3848892100% (2)
- LM5Document21 pagesLM5Abhishek DalalNo ratings yet
- Reverse Engineering of Spur GearDocument4 pagesReverse Engineering of Spur GearInaamNo ratings yet
- Tool Geometry - ProblemsDocument14 pagesTool Geometry - ProblemsSasi ReddyNo ratings yet
- Empi105 Practical P&iDocument28 pagesEmpi105 Practical P&igupta rahulNo ratings yet
- Generalised Non-Dimensional Multi-Parametric Involute Spur GearDocument28 pagesGeneralised Non-Dimensional Multi-Parametric Involute Spur Gearfeltor21No ratings yet
- Iare MTM Lecture Notes 0Document133 pagesIare MTM Lecture Notes 0Soumya KeshireddyNo ratings yet
- Mechanical and Metal Trades Handbook 378 enDocument1 pageMechanical and Metal Trades Handbook 378 enTrevor SalazarNo ratings yet
- Introduction To ROBOTICS: Robot Kinematics IIDocument46 pagesIntroduction To ROBOTICS: Robot Kinematics IIsureshbtNo ratings yet
- Worksheet 1Document1 pageWorksheet 1eyu ham studioNo ratings yet
- Tool GeometryDocument18 pagesTool GeometrySasi ReddyNo ratings yet
- Cylindrical Coordinate System FDocument14 pagesCylindrical Coordinate System FRajeshNo ratings yet
- Mechanics of Metal CuttingDocument33 pagesMechanics of Metal CuttingAmmad NadeemNo ratings yet
- Production Engineering I (Meng 3191) : Cutting ForceDocument53 pagesProduction Engineering I (Meng 3191) : Cutting ForceFasil GetachewNo ratings yet
- ORS SystemDocument4 pagesORS SystemlaxmanNo ratings yet
- ORS SystemDocument4 pagesORS SystemlaxmanNo ratings yet
- Calculating Gear Cutting Tool ProfilesDocument4 pagesCalculating Gear Cutting Tool ProfilesMukul JainNo ratings yet
- Determining The Shaper Cut Helical Gear Fillet Profile: George Lian Management SummaryDocument12 pagesDetermining The Shaper Cut Helical Gear Fillet Profile: George Lian Management SummarySunil AundhekarNo ratings yet
- Surface RoughnessDocument1 pageSurface RoughnesswholenumberNo ratings yet
- Mep100 PDFDocument229 pagesMep100 PDFrupa225chandu_327248No ratings yet
- Class 20 Horizontal CurvesDocument6 pagesClass 20 Horizontal CurvesWan NurNo ratings yet
- Tool GeometryDocument15 pagesTool GeometryShambhavamNo ratings yet
- (Course Code:18ME36B) : Mechanical Measurements and MetrologyDocument27 pages(Course Code:18ME36B) : Mechanical Measurements and MetrologyShivanand ArwatNo ratings yet
- Modern Robotics, Lynch and Park, Cambridge University Press 1Document9 pagesModern Robotics, Lynch and Park, Cambridge University Press 1MOHIT KUMARNo ratings yet
- Five-Axis Milling Machine Tool Kinematic Chain Design and AnalysisDocument16 pagesFive-Axis Milling Machine Tool Kinematic Chain Design and AnalysisMarinelNo ratings yet
- Orthographic ProjectionDocument46 pagesOrthographic ProjectionamrutnerlikarNo ratings yet
- 0 - Sheet 0 and 1 Contents - 2018-19Document8 pages0 - Sheet 0 and 1 Contents - 2018-19IT039- Jeel KalariyaNo ratings yet
- Edrg 101 & 102Document16 pagesEdrg 101 & 102Jiwan HumagainNo ratings yet
- AE3211-I Systems Engineering and Aerospace Design Lateral-Directional RequirementsDocument69 pagesAE3211-I Systems Engineering and Aerospace Design Lateral-Directional RequirementsfuckNo ratings yet
- Eth 7387 01Document21 pagesEth 7387 01Gopesh KrishnaNo ratings yet
- About Manch & Challenges To AddressDocument3 pagesAbout Manch & Challenges To AddressEthan HuntNo ratings yet
- Some Elements of Operational Excellence: Session 2Document29 pagesSome Elements of Operational Excellence: Session 2Ethan HuntNo ratings yet
- Channel Coordination - Multi To Retail: OmnichannelDocument11 pagesChannel Coordination - Multi To Retail: OmnichannelEthan HuntNo ratings yet
- Selecting The Right Assortment: Session 8Document10 pagesSelecting The Right Assortment: Session 8Ethan HuntNo ratings yet
- Retail & E-Commerce Operations: Dr. Rakesh Venkitasubramony IIM Lucknow (Oct 2020 - Jan 2021)Document18 pagesRetail & E-Commerce Operations: Dr. Rakesh Venkitasubramony IIM Lucknow (Oct 2020 - Jan 2021)Ethan HuntNo ratings yet
- About Manch & Challenges To AddressDocument3 pagesAbout Manch & Challenges To AddressEthan HuntNo ratings yet
- Telco 2.0Document5 pagesTelco 2.0Ethan HuntNo ratings yet
- The Ad-Verse DilemmaDocument4 pagesThe Ad-Verse DilemmaEthan HuntNo ratings yet
- The Home Depot, Inc.: Session 3Document8 pagesThe Home Depot, Inc.: Session 3Ethan HuntNo ratings yet
- The Curious Case of SurveillanceDocument4 pagesThe Curious Case of SurveillanceEthan HuntNo ratings yet
- Airtel I-Create 2020: Executive Summary GuidelinesDocument3 pagesAirtel I-Create 2020: Executive Summary GuidelinesEthan HuntNo ratings yet
- Icreate - Executive Summary Proposal Doc 2020Document2 pagesIcreate - Executive Summary Proposal Doc 2020Ethan HuntNo ratings yet
- EMLYON Business SchoolDocument11 pagesEMLYON Business SchoolEthan HuntNo ratings yet
- Icreate - Executive Summary Proposal Doc 2020Document2 pagesIcreate - Executive Summary Proposal Doc 2020Ethan HuntNo ratings yet
- ESCP EuropeDocument5 pagesESCP EuropeEthan HuntNo ratings yet
- Telecom Ecole de Management, Paris: PGP 33-Manik, Sunny, Anwer & DavidDocument8 pagesTelecom Ecole de Management, Paris: PGP 33-Manik, Sunny, Anwer & DavidEthan HuntNo ratings yet
- ESSEC Business School, FranceDocument7 pagesESSEC Business School, FranceEthan HuntNo ratings yet
- Candidates Selected: (L Ast Time 3+ 3, L I Lle & Nice Campus) Samresh Satapathy Niharika MaheshwariDocument3 pagesCandidates Selected: (L Ast Time 3+ 3, L I Lle & Nice Campus) Samresh Satapathy Niharika MaheshwariEthan HuntNo ratings yet
- ESSEC Business School, FranceDocument7 pagesESSEC Business School, FranceEthan HuntNo ratings yet
- Any questionsDocument26 pagesAny questionsEthan HuntNo ratings yet
- Brest Business School Exchange Program OverviewDocument9 pagesBrest Business School Exchange Program OverviewEthan HuntNo ratings yet
- Any questionsDocument26 pagesAny questionsEthan HuntNo ratings yet
- Bocconi University, Milan Exchange ExperienceDocument7 pagesBocconi University, Milan Exchange ExperienceEthan HuntNo ratings yet
- Telecom Ecole de Management, Paris: PGP 33-Manik, Sunny, Anwer & DavidDocument8 pagesTelecom Ecole de Management, Paris: PGP 33-Manik, Sunny, Anwer & DavidEthan HuntNo ratings yet
- NEOMA Business School Exchange Program OverviewDocument8 pagesNEOMA Business School Exchange Program OverviewEthan HuntNo ratings yet
- NEOMA Business School Exchange Program OverviewDocument8 pagesNEOMA Business School Exchange Program OverviewEthan HuntNo ratings yet
- EDHEC Business School Lille Campus FranceDocument9 pagesEDHEC Business School Lille Campus FranceEthan HuntNo ratings yet
- EDHEC Business School Lille Campus FranceDocument9 pagesEDHEC Business School Lille Campus FranceEthan HuntNo ratings yet
- Bocconi University, Milan: Darshana MukherjeeDocument7 pagesBocconi University, Milan: Darshana MukherjeeEthan HuntNo ratings yet
- Quiz - 1 PointersDocument5 pagesQuiz - 1 PointersEthan HuntNo ratings yet
- Literature Review On School AdministrationDocument6 pagesLiterature Review On School Administrationea7sfn0f100% (1)
- Math CAD01Document6 pagesMath CAD01RR886No ratings yet
- Fullpapers Kmp31ce4c51eafullDocument11 pagesFullpapers Kmp31ce4c51eafullyohana biamnasiNo ratings yet
- Media Palnning ProcessDocument3 pagesMedia Palnning ProcessSrinivas KumarNo ratings yet
- Department of Civil Engineering, Semester 7th: Different Types of BridgesDocument39 pagesDepartment of Civil Engineering, Semester 7th: Different Types of BridgesSiddhartha SahaNo ratings yet
- 1978 Damage - To Rock Tunnels From Earthquake ShakingDocument18 pages1978 Damage - To Rock Tunnels From Earthquake Shakingofelix505100% (1)
- VALS System: Presented By: Atul Agarwal Balu K Thomas Dhiraj BhabhulgaonkarDocument18 pagesVALS System: Presented By: Atul Agarwal Balu K Thomas Dhiraj BhabhulgaonkarBalu K Thomas100% (1)
- Online Auction SystemDocument29 pagesOnline Auction SystemDharmendra83% (6)
- Walmart Drug ListDocument6 pagesWalmart Drug ListShirley Pigott MDNo ratings yet
- KUL CGK: Mohd Hafiz / Bin Suhaimi MRDocument1 pageKUL CGK: Mohd Hafiz / Bin Suhaimi MRDely DeeNo ratings yet
- Financial Markets (Chapter 9)Document2 pagesFinancial Markets (Chapter 9)Kyla Dayawon100% (1)
- 11.30 Imran Akram IA CementDocument12 pages11.30 Imran Akram IA CementParamananda SinghNo ratings yet
- Ankur Srivastava Project On Scm. at Purchase Dept (2010)Document59 pagesAnkur Srivastava Project On Scm. at Purchase Dept (2010)ankur_jun100% (1)
- Comparisonbetweenvrv Vrfbrandssuppliersuaemarket May2016 Bygetco 160430182626Document128 pagesComparisonbetweenvrv Vrfbrandssuppliersuaemarket May2016 Bygetco 160430182626phuongnhsfc100% (1)
- Department of Education: Individual Performance Commitment and Review Form (Ipcrf) Part I-IvDocument42 pagesDepartment of Education: Individual Performance Commitment and Review Form (Ipcrf) Part I-IvRhea CastilloNo ratings yet
- PCD Notes - Unit - 1Document15 pagesPCD Notes - Unit - 1Jaga DeesanNo ratings yet
- SpirentAutomotiveLV124 LV148VDocument38 pagesSpirentAutomotiveLV124 LV148VNiculcea Cristin100% (3)
- How To Combine Cells Into A Cell With Comma, Space and Vice VersaDocument8 pagesHow To Combine Cells Into A Cell With Comma, Space and Vice VersaClifford Marco ArimadoNo ratings yet
- ASME B16: Standardization of Valves, Flanges, Fittings, and Gaskets # Standard DesignationDocument6 pagesASME B16: Standardization of Valves, Flanges, Fittings, and Gaskets # Standard DesignationNicolás MerinoNo ratings yet
- IELTS PART 1 (Autoguardado)Document8 pagesIELTS PART 1 (Autoguardado)CARLOS CAICEDONo ratings yet
- Example of An Essay CAEDocument3 pagesExample of An Essay CAEJon ArriaranNo ratings yet
- Forms6i 10GDocument42 pagesForms6i 10GRolando OcañaNo ratings yet
- توصية - مستشار زيوت التشحيمDocument4 pagesتوصية - مستشار زيوت التشحيمhasm caadNo ratings yet
- PharmacophoreDocument7 pagesPharmacophoresatheeshpharma6No ratings yet
- Entrepreneurship & New Venture Management 6e - Chapter 1Document19 pagesEntrepreneurship & New Venture Management 6e - Chapter 1Hlulani Decision50% (2)
- Nameet Kumar Jain: Education ProjectsDocument1 pageNameet Kumar Jain: Education ProjectsNameet JainNo ratings yet
- Allison - Dp-8000 - Manual de Servicio - Pag-390Document390 pagesAllison - Dp-8000 - Manual de Servicio - Pag-390Manuales De Maquinaria Jersoncat100% (1)
- Petron Corporate PresentationDocument46 pagesPetron Corporate Presentationsivuonline0% (1)
- 10 Days 7 NightsDocument5 pages10 Days 7 NightsSisca SetiawatyNo ratings yet
- Power Semiconductor Devices ClassificationDocument9 pagesPower Semiconductor Devices ClassificationdevchandarNo ratings yet