You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
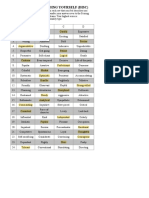
- Understanding Yourself (Disc)Document2 pagesUnderstanding Yourself (Disc)PALLAVI BHISENo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Session 2 - Case Study Perception111Document2 pagesSession 2 - Case Study Perception111PALLAVI BHISENo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Improving Class Contribution: Annie'S Low ScoreDocument3 pagesImproving Class Contribution: Annie'S Low ScorePALLAVI BHISENo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Statistical Process Control: by H.S.PundleDocument31 pagesStatistical Process Control: by H.S.PundlePALLAVI BHISENo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- 3 Process Selection and DesignDocument29 pages3 Process Selection and DesignPALLAVI BHISENo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- 2 Operations Strategy & CompetitivenessDocument30 pages2 Operations Strategy & CompetitivenessPALLAVI BHISENo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Case - Kanak JaggeryDocument1 pageCase - Kanak JaggeryPALLAVI BHISENo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Testbank Financial Management Finance 301Document60 pagesTestbank Financial Management Finance 301منیر ساداتNo ratings yet
- Taj TV: Freq. TP Channel NameDocument12 pagesTaj TV: Freq. TP Channel NameGiridhar NaramallaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Method of Statement For WaterproofingDocument10 pagesMethod of Statement For WaterproofingJoe PsNo ratings yet
- Mark Cowling - The Communist Manifesto - A Modern Edition - Verso Books (1998)Document214 pagesMark Cowling - The Communist Manifesto - A Modern Edition - Verso Books (1998)Jeffrey TehNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 15 & 16. LSCM - Planning and Managing Inventories in A SC - Aggregating Multiple Products in A Single OrderDocument49 pages15 & 16. LSCM - Planning and Managing Inventories in A SC - Aggregating Multiple Products in A Single OrderAKASH RAJNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Task One: Paragraph Headings (10 Minutes) - Questions 1-6Document2 pagesTask One: Paragraph Headings (10 Minutes) - Questions 1-6BenceNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- MGT504 UdDocument17 pagesMGT504 UdnicksneelNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Data Sheet: NPN 5 GHZ Wideband TransistorDocument13 pagesData Sheet: NPN 5 GHZ Wideband TransistorytnateNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- IHOP MenuDocument12 pagesIHOP MenuHICHAM AIT ELMAALEMNo ratings yet
- Lenovo Legion 5 15IAH7H: 82RB0000SBDocument2 pagesLenovo Legion 5 15IAH7H: 82RB0000SBVasudev GovindanNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Removal GuideDocument16 pagesRemoval Guidegk8rfcmc9hNo ratings yet
- Memorandum of Settlement On Bodoland Territorial CouncilDocument6 pagesMemorandum of Settlement On Bodoland Territorial CouncilPiyush Kulshreshtha100% (1)
- Medullary Nephrocalcinosis With UnderlyingDocument4 pagesMedullary Nephrocalcinosis With UnderlyingahmadwidyatmaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ongc IndiaDocument23 pagesOngc IndiaSamitla SubbaNo ratings yet
- Scurve Stone Quarry LTDDocument2 pagesScurve Stone Quarry LTDShyam Prasad ThiraviamNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- How To Get AD Users Password Expiration DateDocument3 pagesHow To Get AD Users Password Expiration Datebczeon27No ratings yet
- Virginia Woolf ScribdDocument34 pagesVirginia Woolf ScribdAntonela SilenziNo ratings yet
- Seameo Post TestDocument6 pagesSeameo Post TestEgi CaguisanoNo ratings yet
- LAS-No.1 AppliedEcoDocument6 pagesLAS-No.1 AppliedEcoIan Agatha AndresNo ratings yet
- An ArgotDocument1 pageAn ArgotHanbi Asan Teo NhỏNo ratings yet
- Step-By-Step Install Guide Enterprise Application Servers With Proxmox VE ClusterDocument19 pagesStep-By-Step Install Guide Enterprise Application Servers With Proxmox VE ClusterKefa Rabah100% (1)
- Thesis - Word of GodDocument2 pagesThesis - Word of GodAgustinNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- English For Philology (NguyenThiBichThuy)Document102 pagesEnglish For Philology (NguyenThiBichThuy)HocLieuMo100% (1)
- Practical Research Module 2Document5 pagesPractical Research Module 2Andrielle Keith Tolentino MantalabaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Trainee TeachersDocument21 pagesTrainee TeachersMohd Nasri AbdullahNo ratings yet
- Artificial Language Instructions Machine Computer Programs Algorithms Invention of The Computer Jacquard Looms Player PianosDocument13 pagesArtificial Language Instructions Machine Computer Programs Algorithms Invention of The Computer Jacquard Looms Player PianosnervgasNo ratings yet
- DM00628 QUALITROL QTMS-BM Commissioning ManualDocument26 pagesDM00628 QUALITROL QTMS-BM Commissioning Manualijan jansNo ratings yet
- Lesson 9. Amortization of DebtsDocument23 pagesLesson 9. Amortization of DebtsLorenaNo ratings yet
- Free IELTS Listening Practice Test With Audio & Answers - IELTS LeaderDocument8 pagesFree IELTS Listening Practice Test With Audio & Answers - IELTS LeaderMawi BadNo ratings yet
- Freddie The FreeloaderDocument26 pagesFreddie The FreeloaderMatteo Galli100% (2)