You might also like
- Fit and Tolerance PDFDocument15 pagesFit and Tolerance PDFLevi J SandyNo ratings yet
- Chapter 3Document39 pagesChapter 3sakali aliNo ratings yet
- Engineering Metrology & Instrumentation: Department of Mechanical Engineering National Institute of Technology MeghalayaDocument37 pagesEngineering Metrology & Instrumentation: Department of Mechanical Engineering National Institute of Technology MeghalayaDEBAYAN GHOSHNo ratings yet
- Limits & Fits, Mechanical DimensionsDocument7 pagesLimits & Fits, Mechanical DimensionsKhalil RazaNo ratings yet
- Limits Fits and Tolerances_NB 001Document24 pagesLimits Fits and Tolerances_NB 001Sayan DasNo ratings yet
- LIMITS, Tolerance and FitsDocument9 pagesLIMITS, Tolerance and FitsAshelNo ratings yet
- Limits, fits and tolerances explainedDocument47 pagesLimits, fits and tolerances explainedKeval8 VedNo ratings yet
- Limits, Fits, Tolerances and Classifications ExplainedDocument12 pagesLimits, Fits, Tolerances and Classifications ExplainedAkhil Nandan VermaNo ratings yet
- Limits, fits and Tolarence Metology [ lecture slides]Document51 pagesLimits, fits and Tolarence Metology [ lecture slides]Njabulo NgobeseNo ratings yet
- Limits, fits and Tolarence Metology [ lecture slides](1)Document73 pagesLimits, fits and Tolarence Metology [ lecture slides](1)Njabulo NgobeseNo ratings yet
- GD & T Limits Fits Course MaterialDocument45 pagesGD & T Limits Fits Course MaterialDivyarajNo ratings yet
- Unit2 - Limits Fits & Tolerance NotesDocument19 pagesUnit2 - Limits Fits & Tolerance NotesvrmgiteduNo ratings yet
- Module 2- LIMITS, FITS, AND TOLERANCES (1)Document40 pagesModule 2- LIMITS, FITS, AND TOLERANCES (1)onemillionsubinNo ratings yet
- ME-311 Machine Design - Lecture 3Document27 pagesME-311 Machine Design - Lecture 3Muhammad Zun Nooren BangashNo ratings yet
- English Task 1: System of Limits, Fits and Tolerance: Author: Nazhmi Fadhila MAN-1ADocument3 pagesEnglish Task 1: System of Limits, Fits and Tolerance: Author: Nazhmi Fadhila MAN-1ANazhmi FadhilaNo ratings yet
- Present 2Document24 pagesPresent 2MMSRITNo ratings yet
- Limits Fits and TolerancesDocument29 pagesLimits Fits and TolerancesARS100% (2)
- Machine Design Limits"TITLE"Manufacturing Limits for Interchangeability" TITLE"Machine Parts Limits and Fits"TITLE"Design Considerations for Interchangeable PartsDocument24 pagesMachine Design Limits"TITLE"Manufacturing Limits for Interchangeability" TITLE"Machine Parts Limits and Fits"TITLE"Design Considerations for Interchangeable Partsiftikhar ahmedNo ratings yet
- 8 Limit Fit ToleranceDocument13 pages8 Limit Fit ToleranceAl MamunNo ratings yet
- Limits&TolerancesDocument7 pagesLimits&Tolerancessekar507No ratings yet
- Analysis and Design DrawingDocument41 pagesAnalysis and Design DrawingBrown MeshNo ratings yet
- Tolerance and Fits (Adjustments)Document13 pagesTolerance and Fits (Adjustments)Brown MeshNo ratings yet
- Limits, Fits & ToleranceDocument50 pagesLimits, Fits & ToleranceVenu GoswamiNo ratings yet
- Madhav Institute OF Technology and Science Gwalior: "Limits Fits and Tolerance"Document18 pagesMadhav Institute OF Technology and Science Gwalior: "Limits Fits and Tolerance"Jaideep SinghNo ratings yet
- Limits Fits TolerancesDocument19 pagesLimits Fits TolerancesBrijesh VermaNo ratings yet
- Limits, Fits and Tolerances - MetrologyDocument12 pagesLimits, Fits and Tolerances - MetrologyShakibNo ratings yet
- Unit 1 - System of Limits Fits and Tolerences-1Document58 pagesUnit 1 - System of Limits Fits and Tolerences-1Shayan ChowdaryNo ratings yet
- Manufacturing Considerations in Machine DesignDocument29 pagesManufacturing Considerations in Machine Designmartex_37No ratings yet
- Chapter 5, CH 6, Tolerances, FitsDocument55 pagesChapter 5, CH 6, Tolerances, Fitssamuel mekuriawNo ratings yet
- Limit, Fit and Tolerance: Presented By:-Yogesh Bendale Akash Bhalerao Roshan Bhombe Abhishek ArgadeDocument20 pagesLimit, Fit and Tolerance: Presented By:-Yogesh Bendale Akash Bhalerao Roshan Bhombe Abhishek ArgadeAbhishekNo ratings yet
- Limits Fits & Tolerances: Presentation By: Sandeep Kumar A.P, M.E (Ggscet)Document73 pagesLimits Fits & Tolerances: Presentation By: Sandeep Kumar A.P, M.E (Ggscet)Sandeepkumar SharmaNo ratings yet
- Limits and FitsDocument17 pagesLimits and FitsBrijesh VermaNo ratings yet
- Linear TolerancesDocument7 pagesLinear Tolerancesbrpnaidu2157No ratings yet
- Fits and Tolerance GuideDocument5 pagesFits and Tolerance GuideAbdullrahman ElkhatebNo ratings yet
- GD&T 4Document28 pagesGD&T 4unendratNo ratings yet
- Limits, Fits and Tolerances GuideDocument8 pagesLimits, Fits and Tolerances GuideAbhijeet KumarNo ratings yet
- InterchangeabilityDocument16 pagesInterchangeabilityShashank PathakNo ratings yet
- ToleranceDocument7 pagesTolerancemanish422No ratings yet
- Fits and TolerenceDocument34 pagesFits and Tolerencerana__singhNo ratings yet
- Metrology R16 - UNIT-1Document15 pagesMetrology R16 - UNIT-1chandrarao ch100% (1)
- Bably Das, Assistant Professor, Department of Mechanical Engineering, CUETDocument14 pagesBably Das, Assistant Professor, Department of Mechanical Engineering, CUETFerdous SalehinNo ratings yet
- Fit & TolleranceDocument73 pagesFit & TolleranceyudhveerNo ratings yet
- Limits, Fits and Tolerance ExplainedDocument15 pagesLimits, Fits and Tolerance ExplainedBitopan KaliyaNo ratings yet
- GOVT. POLYTECHNIC CHAPTER ON LIMITS, FITS AND TOLERANCESDocument68 pagesGOVT. POLYTECHNIC CHAPTER ON LIMITS, FITS AND TOLERANCESVinod KumarNo ratings yet
- Review Machine DesignDocument2 pagesReview Machine Designryan bhinogNo ratings yet
- Lecture11 Limit, Fit & Tolerance BETP2503 Sem1 2015-2016 PDFDocument46 pagesLecture11 Limit, Fit & Tolerance BETP2503 Sem1 2015-2016 PDFArecap CoolNo ratings yet
- Limits, Fits and Tolerances - Part 1Document57 pagesLimits, Fits and Tolerances - Part 1Mahesh PareekNo ratings yet
- Types of Fits: Engineering TolerancingDocument2 pagesTypes of Fits: Engineering TolerancingRandima GajanayakaNo ratings yet
- Govt. Polytechnic, Sect-26 Panchkula Department of Mechanical Engineering Er. Pawan Kumar Baloda Lecturer (Mechanical Engg.)Document68 pagesGovt. Polytechnic, Sect-26 Panchkula Department of Mechanical Engineering Er. Pawan Kumar Baloda Lecturer (Mechanical Engg.)Siva NesanNo ratings yet
- E Contents of Mechanical Engg DrawingDocument94 pagesE Contents of Mechanical Engg DrawingWasiv kiramNo ratings yet
- Limit, Fit &toleranceDocument11 pagesLimit, Fit &toleranceKumarChirraNo ratings yet
- Limits, Fits and Tolerances ExplainedDocument81 pagesLimits, Fits and Tolerances ExplainedSaYed RaDyNo ratings yet
- Design of Machine Members - I NotesDocument495 pagesDesign of Machine Members - I NotesNaveen SuryaNo ratings yet
- To LaDocument2 pagesTo Launique1286No ratings yet
- Notes On Limits Fits and Tolerances PDFDocument8 pagesNotes On Limits Fits and Tolerances PDFyayNo ratings yet
- MED-Unit-1-2 (1) (Autosaved)Document60 pagesMED-Unit-1-2 (1) (Autosaved)MITUL PATELNo ratings yet
- Machine DesignDocument495 pagesMachine DesignWalter Zert100% (2)
- Geometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsFrom EverandGeometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsRating: 4.5 out of 5 stars4.5/5 (3)
- 1.1 Aim (0.5 Marks) 1.2 Assumptions (0.5 Marks)Document2 pages1.1 Aim (0.5 Marks) 1.2 Assumptions (0.5 Marks)ThabangNo ratings yet
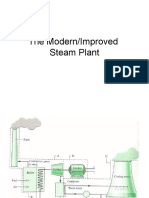
- Improved Steam Plant DiagsDocument16 pagesImproved Steam Plant DiagsItemogeng Bernatt BabeNo ratings yet
- Entropy of SteamDocument14 pagesEntropy of SteamItemogeng Bernatt BabeNo ratings yet
- RACMIB3-Refrigeration and Air Conditioning Test 3 21-10-2021Document2 pagesRACMIB3-Refrigeration and Air Conditioning Test 3 21-10-2021Itemogeng Bernatt BabeNo ratings yet
- Year3 Semester 2 2021 TEST SCHEDULE FinalDocument15 pagesYear3 Semester 2 2021 TEST SCHEDULE FinalItemogeng Bernatt BabeNo ratings yet
- Itemogeng Babe 5/19/2021: Drawn Checked QA MFG Approved DWG No TitleDocument1 pageItemogeng Babe 5/19/2021: Drawn Checked QA MFG Approved DWG No TitleItemogeng Bernatt BabeNo ratings yet
- Morse Test FinalDocument31 pagesMorse Test FinalItemogeng Bernatt BabeNo ratings yet
- Regenerative steam plant with reheat and feed heatingDocument52 pagesRegenerative steam plant with reheat and feed heatingThabang0% (2)
- Archive Test 1 Question PapersDocument10 pagesArchive Test 1 Question PapersItemogeng Bernatt BabeNo ratings yet
- Year3 Semester 2 2021 TEST SCHEDULE FinalDocument15 pagesYear3 Semester 2 2021 TEST SCHEDULE FinalItemogeng Bernatt BabeNo ratings yet
- Unit 1 Design Process NoteDocument64 pagesUnit 1 Design Process NoteTeeNo ratings yet
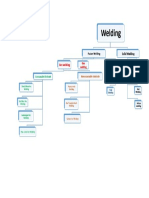
- Welding ChartDocument1 pageWelding ChartItemogeng Bernatt BabeNo ratings yet
- SafetyDocument39 pagesSafetyItemogeng Bernatt BabeNo ratings yet
- RACMIB3-Refrigeration and Air Conditioning Test 3 21-10-2021Document2 pagesRACMIB3-Refrigeration and Air Conditioning Test 3 21-10-2021Itemogeng Bernatt BabeNo ratings yet
- Question 3Document2 pagesQuestion 3Itemogeng Bernatt BabeNo ratings yet
- Theory of Machines DrawingDocument1 pageTheory of Machines DrawingItemogeng Bernatt BabeNo ratings yet
- Design of Machine Elements - SpringsDocument55 pagesDesign of Machine Elements - SpringsItemogeng Bernatt BabeNo ratings yet
- Power GenerationDocument13 pagesPower GenerationItemogeng Bernatt BabeNo ratings yet
- SafetyDocument39 pagesSafetyItemogeng Bernatt BabeNo ratings yet
- SafetyDocument39 pagesSafetyItemogeng Bernatt BabeNo ratings yet
- Practicing QuestionsDocument3 pagesPracticing QuestionsItemogeng Bernatt BabeNo ratings yet
- Introduction and Classification of Forging Processes: NPTEL - Mechanical Engineering - FormingDocument8 pagesIntroduction and Classification of Forging Processes: NPTEL - Mechanical Engineering - FormingRashmi DhunganaNo ratings yet
- Archive Test 1 Question PapersDocument10 pagesArchive Test 1 Question PapersItemogeng Bernatt BabeNo ratings yet
- Limits, Fits and TolerancesDocument26 pagesLimits, Fits and TolerancesItemogeng Bernatt BabeNo ratings yet
- Examples 1.1Document1 pageExamples 1.1Itemogeng Bernatt BabeNo ratings yet
- Forging CalDocument1 pageForging CalItemogeng Bernatt BabeNo ratings yet
- Vertical Surfaces - Worked ExamplesDocument15 pagesVertical Surfaces - Worked ExamplesItemogeng Bernatt BabeNo ratings yet
- Class Note - 03-2019Document15 pagesClass Note - 03-2019Itemogeng Bernatt BabeNo ratings yet
- WKSMIA2 June Exam 2019 MemoDocument7 pagesWKSMIA2 June Exam 2019 MemoItemogeng Bernatt BabeNo ratings yet
- Court of Appeals decision on Batara family land disputeDocument19 pagesCourt of Appeals decision on Batara family land disputeKhanini GandamraNo ratings yet
- White Paper On Cyberwar and Web Based Attacks by IM v8Document8 pagesWhite Paper On Cyberwar and Web Based Attacks by IM v8IM222No ratings yet
- Chapter02-Processes and ThreadsDocument74 pagesChapter02-Processes and Threads13 - Nguyễn Thành AnNo ratings yet
- Kd674 ManualDocument426 pagesKd674 ManualRichard RosalesNo ratings yet
- Aging EssayDocument1 pageAging EssayAlexander DavadillaNo ratings yet
- NPP Sets Guidelines For Parliamentary and Presidential ElectionsDocument12 pagesNPP Sets Guidelines For Parliamentary and Presidential Electionsmyjoyonline.comNo ratings yet
- The Weird Trading Trick That Wins Big and Wipes Out Losses: Hughes Optioneering Team RevealsDocument27 pagesThe Weird Trading Trick That Wins Big and Wipes Out Losses: Hughes Optioneering Team RevealsE TrialNo ratings yet
- System Integration and Architecture - P2Document24 pagesSystem Integration and Architecture - P2percival fernandezNo ratings yet
- Launch of Green Tea in Uae MarketingDocument19 pagesLaunch of Green Tea in Uae MarketingIrfan Ali KhanNo ratings yet
- Sole Heir AffDocument3 pagesSole Heir AffIELTSNo ratings yet
- 23rd India Conference of WAVES First AnnouncementDocument1 page23rd India Conference of WAVES First AnnouncementParan GoswamiNo ratings yet
- MCIAA Tax Exemption CaseDocument4 pagesMCIAA Tax Exemption CaseJep Echon TilosNo ratings yet
- Continuous Filters: - Proven Technology With The Latest InnovationsDocument12 pagesContinuous Filters: - Proven Technology With The Latest InnovationsabdelrhmanNo ratings yet
- 16 University of Mindanao v. BSP (Dos Santos)Document3 pages16 University of Mindanao v. BSP (Dos Santos)Tippy Dos SantosNo ratings yet
- Kumba Resources: Case StudiesDocument12 pagesKumba Resources: Case StudiesAdnan PitafiNo ratings yet
- Ad Notam Manual DSTB-T S2Document28 pagesAd Notam Manual DSTB-T S2okejekNo ratings yet
- BIR - RMC.064-16.Tax Treatment Non-Stock Non ProfitDocument11 pagesBIR - RMC.064-16.Tax Treatment Non-Stock Non ProfitKTGNo ratings yet
- DF4 5 6 MedidasDocument2 pagesDF4 5 6 MedidasMiguel Ruivo AlmeidaNo ratings yet
- HI White Paper - Understanding The Effects of Selecting A Pump Performance Test Acceptance GradeDocument17 pagesHI White Paper - Understanding The Effects of Selecting A Pump Performance Test Acceptance Gradeashumishra007No ratings yet
- Entrepreneurship Starting and Operating A Small Business 4th Edition Mariotti Solutions Manual 1Document17 pagesEntrepreneurship Starting and Operating A Small Business 4th Edition Mariotti Solutions Manual 1willie100% (32)
- On January 2 2014 P Company A U S Based Company AcquiredDocument1 pageOn January 2 2014 P Company A U S Based Company AcquiredMuhammad ShahidNo ratings yet
- Food Delivery App ProjectDocument3 pagesFood Delivery App ProjectJaanvi Singh RajputNo ratings yet
- 'Elements of Research Design McqsDocument5 pages'Elements of Research Design McqsZara KhanNo ratings yet
- MSC.NASTRAN Random Vibration ExampleDocument7 pagesMSC.NASTRAN Random Vibration ExampleManoj ManoharanNo ratings yet
- How To Knit SocksDocument10 pagesHow To Knit SocksHolly Robles100% (1)
- TS Dry StonerDocument6 pagesTS Dry StonerChong Chan YauNo ratings yet
- Tcds Easa A 359 Dornier 228 Issue 7Document53 pagesTcds Easa A 359 Dornier 228 Issue 7INFO WORKLINKNo ratings yet
- Nurarihyon No Mago Season 3 Sub Indo PDFDocument3 pagesNurarihyon No Mago Season 3 Sub Indo PDFLgn StruggleNo ratings yet
- 9 Counter-Drone Technologies To Detect and Stop Drones TodayDocument1 page9 Counter-Drone Technologies To Detect and Stop Drones TodayNikolaiTihinovNo ratings yet
- Fund Flow StatementDocument17 pagesFund Flow StatementPrithikaNo ratings yet








![Limits, fits and Tolarence Metology [ lecture slides]](https://imgv2-1-f.scribdassets.com/img/document/719996725/149x198/fde61e7028/1712235685?v=1)
](https://imgv2-2-f.scribdassets.com/img/document/719996772/149x198/0fee94f870/1712235699?v=1)