You might also like
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Decomposition and Isomerization of Organic CompoundsFrom EverandDecomposition and Isomerization of Organic CompoundsNo ratings yet
- Natural Gas Dehydration With TEG 1Document20 pagesNatural Gas Dehydration With TEG 1koo_kamel4664100% (1)
- LNG Removal of Heavy Hydrocarbons From Lean Natural GasDocument21 pagesLNG Removal of Heavy Hydrocarbons From Lean Natural GastohemaNo ratings yet
- Membrane Based Gas SeparationDocument26 pagesMembrane Based Gas Separationhamid saeedizadeNo ratings yet
- Glycol Water MixtureDocument4 pagesGlycol Water MixtureMohsin MohammedNo ratings yet
- Natural Gas Partial OxidationDocument14 pagesNatural Gas Partial OxidationRonny AjaNo ratings yet
- Gas Tech 2008 FLN G Business PresentationDocument25 pagesGas Tech 2008 FLN G Business PresentationNirma Afrisanti KinasihNo ratings yet
- Pricing and Meaning of Ethane PlusDocument3 pagesPricing and Meaning of Ethane PlusvenkateswarantNo ratings yet
- Optimizing Glycol Dehydration System For Maximum Efficiency A Case Study of A Gas Plant in NigeriaDocument16 pagesOptimizing Glycol Dehydration System For Maximum Efficiency A Case Study of A Gas Plant in Nigeria1412091090No ratings yet
- An Assessment of Small Scale LNG Applications in The Mediterranean RegionDocument59 pagesAn Assessment of Small Scale LNG Applications in The Mediterranean RegionccelesteNo ratings yet
- Integrated NGL and LNG ProcessDocument16 pagesIntegrated NGL and LNG ProcessD K SNo ratings yet
- PH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryDocument2 pagesPH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryachillesntroyNo ratings yet
- Gas Compression SystemsDocument2 pagesGas Compression SystemsRaheel Sultan0% (1)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- CatalogueDocument50 pagesCatalogueDiegoNo ratings yet
- State of The Art in Glycol Dehydration Modelling and Optimization PDFDocument20 pagesState of The Art in Glycol Dehydration Modelling and Optimization PDFAnonymous a4Jwz14W100% (1)
- Propane Peak Overview PDFDocument20 pagesPropane Peak Overview PDFAnonymous OktZOVjem7No ratings yet
- A O R N G B: N Verview of Enewable Atural AS From IogasDocument55 pagesA O R N G B: N Verview of Enewable Atural AS From IogasBagas YuhuNo ratings yet
- Benefits of Standby Time in Adsorption Dehydration ProcessDocument10 pagesBenefits of Standby Time in Adsorption Dehydration ProcessantonkiryushinNo ratings yet
- Carbon Dioxide Capture For The Oxidative Coupling of Methane Process - A Case Study in Mini-Plant Scale - Repke-Stunkel Paper Stuenkel Repke Mini-PlantDocument10 pagesCarbon Dioxide Capture For The Oxidative Coupling of Methane Process - A Case Study in Mini-Plant Scale - Repke-Stunkel Paper Stuenkel Repke Mini-PlantZheqi YuNo ratings yet
- Natural Gas Solutions Brochure Air Liquide Global Eandc Solutions 3501854066503555865Document16 pagesNatural Gas Solutions Brochure Air Liquide Global Eandc Solutions 3501854066503555865anshuman432No ratings yet
- Our Tail Gas Unit Is Performing Below Spec-EnglishDocument1 pageOur Tail Gas Unit Is Performing Below Spec-EnglishmohanspathakNo ratings yet
- Generic Design of A NGCC Capture Ready PlantDocument26 pagesGeneric Design of A NGCC Capture Ready PlantDigant VishnuNo ratings yet
- RSV PDFDocument2 pagesRSV PDFhoseinNo ratings yet
- Comparison of Post and Pre CombustionDocument12 pagesComparison of Post and Pre CombustionMuhammad AtifNo ratings yet
- Part 1: Design, Modeling and Simulation of Post-Combustion CO Capture Systems Using Reactive SolventsDocument24 pagesPart 1: Design, Modeling and Simulation of Post-Combustion CO Capture Systems Using Reactive SolventsBenjamin F ZavalaNo ratings yet
- TEP03 Part4 AbsorptionDocument28 pagesTEP03 Part4 AbsorptionEK63No ratings yet
- Gas Treating Technologies and ServicesDocument16 pagesGas Treating Technologies and Services13201940No ratings yet
- Reciprocating Compressors in A Hydrogen Plant 2016Document5 pagesReciprocating Compressors in A Hydrogen Plant 2016Lucas SondreNo ratings yet
- Onshore Brochure - Small Scale and Mini LNG SystemsDocument8 pagesOnshore Brochure - Small Scale and Mini LNG SystemsnicoNo ratings yet
- Plant Engineering and Design The Ultimate Step-By-Step GuideFrom EverandPlant Engineering and Design The Ultimate Step-By-Step GuideNo ratings yet
- Resp73h 97Document31 pagesResp73h 97Jose HerreraNo ratings yet
- LFL EthaneDocument4 pagesLFL EthaneMaysa YovandaNo ratings yet
- KGIMTPDocument12 pagesKGIMTPZarra FaktNo ratings yet
- Treat LPGs With AminesDocument12 pagesTreat LPGs With Amineskaaskopdawie5755No ratings yet
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalDocument9 pagesThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkNo ratings yet
- 07 Hydrogen From SMRDocument6 pages07 Hydrogen From SMRmaheshNo ratings yet
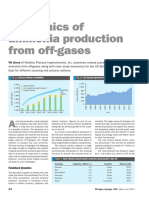
- Economics of Ammonia Production From OffgasesDocument6 pagesEconomics of Ammonia Production From Offgasesvkarora58No ratings yet
- What Is DesulfurizationDocument20 pagesWhat Is DesulfurizationYash NandurkarNo ratings yet
- Proposed FY 2022 Operating Budget Supplemental FilingDocument156 pagesProposed FY 2022 Operating Budget Supplemental FilingWHYY NewsNo ratings yet
- Gpa 99 LNGDocument5 pagesGpa 99 LNGluisbmwm6No ratings yet
- 4 Fundamentals of Gas Sweetening by K F Butwell and L Kroop PDFDocument32 pages4 Fundamentals of Gas Sweetening by K F Butwell and L Kroop PDFnasreenakhtariNo ratings yet
- Cep 202107 Optimize-ReboilerDocument11 pagesCep 202107 Optimize-Reboilerammar fahmiNo ratings yet
- Transportation of Ethane Dense PhaseDocument7 pagesTransportation of Ethane Dense Phaseadarsh_arya_1No ratings yet
- Adsorption Equilibrium of Methane, Carbon Dioxide, and Nitrogen On Zeolite 13X at High PressuresDocument7 pagesAdsorption Equilibrium of Methane, Carbon Dioxide, and Nitrogen On Zeolite 13X at High Pressuresswlim9999No ratings yet
- Mole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument26 pagesMole Sieve Dehydration Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignBrijesh0% (1)
- Ge Small Scale Liquefied Natural Gas Plants GuideDocument8 pagesGe Small Scale Liquefied Natural Gas Plants GuideMuhamad Apriyudi Syafputra100% (1)
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- Crude Distillation PosterDocument1 pageCrude Distillation Postervivek_rec100% (1)
- Natural Gas Hydrocarbon Contamination in AmineDocument8 pagesNatural Gas Hydrocarbon Contamination in AmineRicardo BecNo ratings yet
- Uhde GMBHDocument18 pagesUhde GMBHonejako12100% (1)
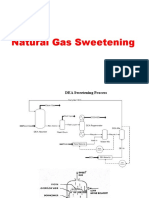
- Natural Gas SweeteningDocument22 pagesNatural Gas SweeteningMALIK ZARYABBABARNo ratings yet
- Cyro 17Document31 pagesCyro 17MALIK ZARYABBABARNo ratings yet
- Absorption: Instructor: Zafar ShakoorDocument16 pagesAbsorption: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- Rystallization: Instructor: Zafar ShakoorDocument41 pagesRystallization: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- Design of Absorber With ReactionDocument23 pagesDesign of Absorber With ReactionMALIK ZARYABBABARNo ratings yet
- Desalination and Water Treatment: Click For UpdatesDocument6 pagesDesalination and Water Treatment: Click For UpdatesMALIK ZARYABBABARNo ratings yet
- Group # 03 (Eve) Gas Compression SystemDocument25 pagesGroup # 03 (Eve) Gas Compression SystemMALIK ZARYABBABARNo ratings yet
- Equipment For Gas Absorption: Instructor: Zafar ShakoorDocument34 pagesEquipment For Gas Absorption: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- Crystallization: Instructor: Zafar ShakoorDocument32 pagesCrystallization: Instructor: Zafar ShakoorMALIK ZARYABBABAR100% (1)
- Absorption: Instructor: Zafar ShakoorDocument14 pagesAbsorption: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- University of Tennessee - ChattanoogaDocument32 pagesUniversity of Tennessee - ChattanoogaMALIK ZARYABBABAR100% (1)
- University of Tennessee - Chattanooga: ENCH 4290 - Intro To Chem. Eng. Design Oct. 7, 2015Document39 pagesUniversity of Tennessee - Chattanooga: ENCH 4290 - Intro To Chem. Eng. Design Oct. 7, 2015MALIK ZARYABBABAR100% (1)
- University of Tennessee - ChattanoogaDocument34 pagesUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARNo ratings yet
- University of Tennessee - ChattanoogaDocument30 pagesUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARNo ratings yet
- Absorption: Instructor: Zafar ShakoorDocument32 pagesAbsorption: Instructor: Zafar ShakoorMALIK ZARYABBABARNo ratings yet
- University of Tennessee - ChattanoogaDocument49 pagesUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARNo ratings yet
- GP 19Document5 pagesGP 19MALIK ZARYABBABARNo ratings yet
- Application of Graphene For Decontamination of Water Implications For Sorptive RemovalDocument11 pagesApplication of Graphene For Decontamination of Water Implications For Sorptive RemovalMALIK ZARYABBABARNo ratings yet
- Lecture 11, Sulphonation, DiazotizationDocument22 pagesLecture 11, Sulphonation, DiazotizationMALIK ZARYABBABARNo ratings yet
- Lecture 24 (Pneumatic and Fluidized Bed Dryer)Document18 pagesLecture 24 (Pneumatic and Fluidized Bed Dryer)MALIK ZARYABBABARNo ratings yet
- Value-Added Synthesis of Graphene: Recycling Industrial Carbon Waste Into Electrodes For High-Performance Electronic DevicesDocument10 pagesValue-Added Synthesis of Graphene: Recycling Industrial Carbon Waste Into Electrodes For High-Performance Electronic DevicesMALIK ZARYABBABARNo ratings yet
- Lecture 09, List of Important Organic ChemicalsDocument28 pagesLecture 09, List of Important Organic ChemicalsMALIK ZARYABBABARNo ratings yet
- Quiz - Furnaces and RefractoriesDocument3 pagesQuiz - Furnaces and RefractoriesMALIK ZARYABBABARNo ratings yet
- Thermal and Catalytic CrackingDocument60 pagesThermal and Catalytic CrackingMALIK ZARYABBABARNo ratings yet
- Business Letter WritingDocument5 pagesBusiness Letter WritingMALIK ZARYABBABARNo ratings yet
- Assignment 1 Course Name: Entrepreneurship For Engineers CHE-405Document10 pagesAssignment 1 Course Name: Entrepreneurship For Engineers CHE-405MALIK ZARYABBABARNo ratings yet
- Get Skimming!: QuestionsDocument1 pageGet Skimming!: QuestionsMALIK ZARYABBABARNo ratings yet
- Clever Home Unite Distress Marriage Early: ScanningDocument1 pageClever Home Unite Distress Marriage Early: ScanningMALIK ZARYABBABARNo ratings yet
- University of Gujrat,: Assignment NoDocument7 pagesUniversity of Gujrat,: Assignment NoMALIK ZARYABBABARNo ratings yet
- M02 - Product Specification PDFDocument8 pagesM02 - Product Specification PDFResaPrihtianaSatriaNo ratings yet
- Natural Gas Liquids RecoveryDocument17 pagesNatural Gas Liquids Recoveryabdur rehmanNo ratings yet
- Factory Certificate RenewalDocument3 pagesFactory Certificate Renewalkirandevi1981No ratings yet
- Decarbonization MagazineDocument86 pagesDecarbonization MagazineSynergy IndustriesNo ratings yet
- NGL PumpsDocument4 pagesNGL Pumpsamol patkiNo ratings yet
- An Improved Method For Calculating Critical Temperatures and Critical Pressures in Natural Gas Mixtures With Up To NC HydrocarbonsDocument9 pagesAn Improved Method For Calculating Critical Temperatures and Critical Pressures in Natural Gas Mixtures With Up To NC HydrocarbonsRENNY JAIR BASTIDAS PE�ANo ratings yet
- Oil DocumentationDocument54 pagesOil DocumentationGustavo AgudeloNo ratings yet
- WorldEnergyBalancesHighlights FinalDocument597 pagesWorldEnergyBalancesHighlights FinalDavid Rosenstand0% (1)
- LNG An IntroductionDocument60 pagesLNG An Introductionsyafiq86% (7)
- Catalysts A Adsorbents Catalogue-English PDFDocument13 pagesCatalysts A Adsorbents Catalogue-English PDFJeromeNo ratings yet
- Meccoct18 12449Document15 pagesMeccoct18 12449Owais MalikNo ratings yet
- Chemical Plant DesignDocument4 pagesChemical Plant DesignMir Hasib Ul LatifNo ratings yet
- Supersonic SeparatorDocument4 pagesSupersonic SeparatormortezasabetiNo ratings yet
- UOP Ortloff NGL LPG and Sulfur Recovery Technologies Tech PresentationDocument30 pagesUOP Ortloff NGL LPG and Sulfur Recovery Technologies Tech PresentationAlfredo Ledezma100% (1)
- Chapter 3 ProductionDocument10 pagesChapter 3 ProductionMuhamed BadawiNo ratings yet
- Settle Out PressureDocument4 pagesSettle Out PressureDiego1980bNo ratings yet
- Liquified Natural Gas in Nigeria: Manufacturing Methodologies, Maintenance, Design & Occupational Health and SafetyDocument19 pagesLiquified Natural Gas in Nigeria: Manufacturing Methodologies, Maintenance, Design & Occupational Health and Safetyibrahimbook1No ratings yet
- JP3 Applications Methods SheetDocument1 pageJP3 Applications Methods SheetFreddy Alexander Muñoz del CastilloNo ratings yet
- Aspen Hysys User Certification ExamDocument21 pagesAspen Hysys User Certification ExamElizabeth Chaparro Mamani33% (3)
- Strategic Management Plan: (A Strategic Pathfinder For Petroleum Company)Document39 pagesStrategic Management Plan: (A Strategic Pathfinder For Petroleum Company)Nagy ElrasheedyNo ratings yet
- Engineering Standard: SAES-A-008Document8 pagesEngineering Standard: SAES-A-008kartik_harwani4387No ratings yet
- Liquefied Gas Tanker Familiarisation CourseDocument266 pagesLiquefied Gas Tanker Familiarisation CourseGeorge Ponpyka100% (6)
- Natural Gas LNG MeasurementDocument16 pagesNatural Gas LNG Measurementmatteo_1234No ratings yet
- Dynamic Simulation LNG ProcessesDocument4 pagesDynamic Simulation LNG ProcessessppramNo ratings yet
- OGJ 20080324 Mar 2008Document78 pagesOGJ 20080324 Mar 2008webs.usuarioNo ratings yet
- Exam Hysys 1.pdf-1Document9 pagesExam Hysys 1.pdf-1abduhNo ratings yet
- PTRT2470ch5 PDFDocument95 pagesPTRT2470ch5 PDFNapoleon Berrios100% (1)
- Ghana Gas BrochureDocument14 pagesGhana Gas Brochureiky77No ratings yet
- Turboexpander-Generators: GE Oil & GasDocument5 pagesTurboexpander-Generators: GE Oil & GaslubangjarumNo ratings yet
- Oil Processing PDFDocument65 pagesOil Processing PDFsegunoyesNo ratings yet