You might also like
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionFrom EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo ratings yet
- Line Balance: Perencanaan & Pengendalian ProduksiDocument41 pagesLine Balance: Perencanaan & Pengendalian ProduksiAditya A.PNo ratings yet
- Perencanaan Dan Pengendalian Produksi: Week 11 - Keseimbangan Lintasan Saskia Puspa Kenaka, ST., MTDocument41 pagesPerencanaan Dan Pengendalian Produksi: Week 11 - Keseimbangan Lintasan Saskia Puspa Kenaka, ST., MTFriska SologiaNo ratings yet
- Line Balancing - Teknik Management Industri UPIDocument43 pagesLine Balancing - Teknik Management Industri UPIUsepNo ratings yet
- Assembly Line BalancingDocument19 pagesAssembly Line BalancingMilan MeeraNo ratings yet
- Assembly LinesDocument34 pagesAssembly LineshabtamuNo ratings yet
- Chapter 8 - Assembly Line BalancingDocument27 pagesChapter 8 - Assembly Line Balancingkunwar100% (1)
- CIM Unit 3.1Document96 pagesCIM Unit 3.1vrushNo ratings yet
- Effect of Quality Management On ProductivityDocument84 pagesEffect of Quality Management On ProductivityvinilkurisingalNo ratings yet
- Materi # 14 - Line Balancing-1Document35 pagesMateri # 14 - Line Balancing-1Nopporn WiseschatNo ratings yet
- Layout: Critical Thinking ExercisesDocument9 pagesLayout: Critical Thinking ExercisesJennysanNo ratings yet
- Line Balancing-P2kDocument55 pagesLine Balancing-P2kFendi PatahNo ratings yet
- Assembly Line BalancingDocument9 pagesAssembly Line BalancingShrishti DohareNo ratings yet
- Production Management Control I Line Balancing Bus 314Document7 pagesProduction Management Control I Line Balancing Bus 314faith olaNo ratings yet
- Factory Layout - BasicsDocument12 pagesFactory Layout - BasicsHarsh DixitNo ratings yet
- ISE 2214-SB-A LabDocument11 pagesISE 2214-SB-A LabJane HangerNo ratings yet
- Designing Product Layouts - Line BalancingDocument6 pagesDesigning Product Layouts - Line BalancingSabri MaarofNo ratings yet
- Line BalancingDocument21 pagesLine BalancingLove AuteNo ratings yet
- Iem 102Document4 pagesIem 102Aparna DuggiralaNo ratings yet
- Bachelor of Technology in Mechanical Engineering (Computer Integrated Manufacturing)Document8 pagesBachelor of Technology in Mechanical Engineering (Computer Integrated Manufacturing)Venkatesh GangadharNo ratings yet
- Subject: Management Civil Ii: Lecture Notes HandoutDocument6 pagesSubject: Management Civil Ii: Lecture Notes Handoutabstickle100% (1)
- (3hours) : CompulsoryDocument7 pages(3hours) : CompulsorySaima ZainabNo ratings yet
- Operation SchedulingDocument28 pagesOperation SchedulingGagan BhatiNo ratings yet
- Kilbridge-Wester Heuristic For Line Balancing: C N I 1 inDocument3 pagesKilbridge-Wester Heuristic For Line Balancing: C N I 1 inbhanuprakashbadriNo ratings yet
- K Chiteka Tutorials: Department of Industrial and Manufacturing EngineeringDocument4 pagesK Chiteka Tutorials: Department of Industrial and Manufacturing EngineeringKUDZANAYINo ratings yet
- Types of Assembly Lines:: 1.single Model Line 2.batch Model Line 3.mixed Model LineDocument10 pagesTypes of Assembly Lines:: 1.single Model Line 2.batch Model Line 3.mixed Model LineAshish JindalNo ratings yet
- Product Layout: Assembly-Line Balancing ApproachDocument21 pagesProduct Layout: Assembly-Line Balancing ApproachSteven JohnNo ratings yet
- Assembly Line - NumericalDocument22 pagesAssembly Line - NumericalRahul ShawNo ratings yet
- 15P701Document4 pages15P701rajakrishnanNo ratings yet
- Course Code: MET 406 Gths/Rs - 19 / 7659 Eighth Semester B. E. (Mechanical Engineering) ExaminationDocument3 pagesCourse Code: MET 406 Gths/Rs - 19 / 7659 Eighth Semester B. E. (Mechanical Engineering) ExaminationMubarika SabirNo ratings yet
- Chapter 5 - CO - BIM - IIIDocument7 pagesChapter 5 - CO - BIM - IIIAnkit ShresthaNo ratings yet
- Hitec University Taxila CanttDocument2 pagesHitec University Taxila CanttWahid zada KhanNo ratings yet
- Steps in Production Line BalancingDocument3 pagesSteps in Production Line BalancingWani Abrol0% (1)
- 04 FMSDocument6 pages04 FMSz8699No ratings yet
- Adobe Scan Feb 29, 2024Document4 pagesAdobe Scan Feb 29, 2024fofah35516No ratings yet
- Performance Modelling and Analysis of Manufacturing SystemsDocument2 pagesPerformance Modelling and Analysis of Manufacturing SystemsJithesh VNo ratings yet
- Methods of Line BalancingDocument29 pagesMethods of Line BalancingKandukuri ParthaNo ratings yet
- Labsheet1 ControlsystemDocument13 pagesLabsheet1 ControlsystemAina FarzanaNo ratings yet
- Assembly Lines: Worked Out ProblemsDocument8 pagesAssembly Lines: Worked Out ProblemsAnonymous cKmoKeXCpNo ratings yet
- Thiagarajar College of Engineering, Madurai 625 015. Department of Mechanical Engineering Continuous Assessment Test - 1Document3 pagesThiagarajar College of Engineering, Madurai 625 015. Department of Mechanical Engineering Continuous Assessment Test - 1HALO MC NOBLE ACTUALNo ratings yet
- Work Cells and Cellular ManufacturingDocument25 pagesWork Cells and Cellular ManufacturingSupriya ChaNo ratings yet
- MDP408a Lecture08Document42 pagesMDP408a Lecture08Hisham Ahmed FouadNo ratings yet
- WK 11 Manual Assembly Lines (Chapter 15)Document48 pagesWK 11 Manual Assembly Lines (Chapter 15)Narasimha HariNo ratings yet
- Vis 9Document4 pagesVis 9mg_catanaNo ratings yet
- Department of Computer Science and Engineering Lab Manual Academic Year: 2015-16 ODD SEMESTERDocument31 pagesDepartment of Computer Science and Engineering Lab Manual Academic Year: 2015-16 ODD SEMESTERRama SugavanamNo ratings yet
- BT-7/M-20 Non-Conventional Machining ME-415N: Roll No. .......................... Total Pages: 03Document3 pagesBT-7/M-20 Non-Conventional Machining ME-415N: Roll No. .......................... Total Pages: 03upenderNo ratings yet
- Lecture 2 2020Document15 pagesLecture 2 2020Joe BennaceurNo ratings yet
- PR 2303Document4 pagesPR 2303Karthik Srinivas0% (1)
- Queuing and PERTDocument6 pagesQueuing and PERTTyronNo ratings yet
- Unit-10 Time and Cost AnalysisDocument29 pagesUnit-10 Time and Cost AnalysisFaizanNo ratings yet
- Java MCQDocument10 pagesJava MCQsatyam sharmaNo ratings yet
- Pandit Deendayal Petroleum University: Semester - IIIDocument2 pagesPandit Deendayal Petroleum University: Semester - IIIsahil borichaNo ratings yet
- EE 340: Control Systems Lab 4 Manual Introduction To SimulinkDocument13 pagesEE 340: Control Systems Lab 4 Manual Introduction To SimulinkAnsar NiaziNo ratings yet
- PSG College of Technology, Coimbatore - 641 004 Semester Examinations, November 2018 Me (PT) - Industrial Engineering Semester: 3Document2 pagesPSG College of Technology, Coimbatore - 641 004 Semester Examinations, November 2018 Me (PT) - Industrial Engineering Semester: 3SaravananNo ratings yet
- Unit 10 Machining Economics: StructureDocument22 pagesUnit 10 Machining Economics: StructureTapas BanerjeeNo ratings yet
- Chapter 17 - C++ Classes: Part II: 2000 Prentice Hall, Inc. All Rights ReservedDocument52 pagesChapter 17 - C++ Classes: Part II: 2000 Prentice Hall, Inc. All Rights ReservedDODINo ratings yet
- Matlab TrainingDocument15 pagesMatlab TrainingbrethrenNo ratings yet
- PPC Unit - 4Document29 pagesPPC Unit - 4TEJAANAND PEGUDANo ratings yet
- Economic and Financial Modelling with EViews: A Guide for Students and ProfessionalsFrom EverandEconomic and Financial Modelling with EViews: A Guide for Students and ProfessionalsNo ratings yet
- Yl Ex-087Document1 pageYl Ex-087SAMUEL PANDAPOTAN MARBUNNo ratings yet
- Noval Almuzakki: I-A.LPIA.14.08.21.07584Document1 pageNoval Almuzakki: I-A.LPIA.14.08.21.07584SAMUEL PANDAPOTAN MARBUNNo ratings yet
- Rolling Machine Design For Flattening 3/8 Inch Diameter of Copper PipeDocument7 pagesRolling Machine Design For Flattening 3/8 Inch Diameter of Copper PipeSAMUEL PANDAPOTAN MARBUNNo ratings yet
- Laurentius Julian Karunia: Engineer / TechnicianDocument9 pagesLaurentius Julian Karunia: Engineer / TechnicianSAMUEL PANDAPOTAN MARBUNNo ratings yet
- Amar Raikhan017Document1 pageAmar Raikhan017SAMUEL PANDAPOTAN MARBUNNo ratings yet
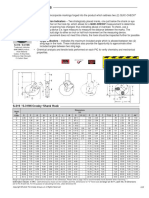
- Dimension Hook113Document1 pageDimension Hook113SAMUEL PANDAPOTAN MARBUNNo ratings yet
- Dimension Hook113Document1 pageDimension Hook113SAMUEL PANDAPOTAN MARBUNNo ratings yet
- Dimension Hook113Document1 pageDimension Hook113SAMUEL PANDAPOTAN MARBUNNo ratings yet
- Minggu11 Perencanaan Kebutuhan Kapasitas (Autosaved)Document25 pagesMinggu11 Perencanaan Kebutuhan Kapasitas (Autosaved)SAMUEL PANDAPOTAN MARBUNNo ratings yet
- Routing SheetDocument15 pagesRouting SheetSAMUEL PANDAPOTAN MARBUNNo ratings yet
- Euphemism and Dysphemism Language Used As Shield and Weapon by Keith Allan Kate Burridge PDFDocument7 pagesEuphemism and Dysphemism Language Used As Shield and Weapon by Keith Allan Kate Burridge PDFSAMUEL PANDAPOTAN MARBUNNo ratings yet
- NWHA Tech Weld Procedure Process 2014Document60 pagesNWHA Tech Weld Procedure Process 2014Mohamed HassanNo ratings yet
- 1662 SMC Ds tcm228-701431635Document12 pages1662 SMC Ds tcm228-701431635cersanedNo ratings yet
- Typological and Constructive Transformations of Spatial Structures in Mexico. The Sports Palace For The XIX OlympicsDocument10 pagesTypological and Constructive Transformations of Spatial Structures in Mexico. The Sports Palace For The XIX OlympicsMuhamet AhmetiNo ratings yet
- Maag Gear Shaper CutterDocument3 pagesMaag Gear Shaper CutterBrandoNo ratings yet
- Scope CC 2559Document183 pagesScope CC 2559HOD Scitpl [Sands]No ratings yet
- Pds 62-Sin Ds En-MeggerDocument2 pagesPds 62-Sin Ds En-MeggerAdhy PrastyoNo ratings yet
- MEC-A4-125B EnglishDocument2 pagesMEC-A4-125B Englishdragos manoleNo ratings yet
- Space Robotics: PreviewDocument21 pagesSpace Robotics: PreviewAnvit TiwariNo ratings yet
- Aw60 40leDocument2 pagesAw60 40leSnokeX100% (1)
- Starting/Charging ConnectorDocument15 pagesStarting/Charging ConnectorRenato BautistaNo ratings yet
- Hiwin Linear Guideway Catalog - G99TE13-0809Document0 pagesHiwin Linear Guideway Catalog - G99TE13-0809frahedlerNo ratings yet
- Liugong 375A PDFDocument2 pagesLiugong 375A PDFArle SalasNo ratings yet
- Real Time Embedded Systems E 626 ADocument2 pagesReal Time Embedded Systems E 626 Aeta100% (1)
- West Projects NewDocument51 pagesWest Projects NewMicheal YedeNo ratings yet
- AUDI MMI 3G ManualDocument2 pagesAUDI MMI 3G ManualIONITA CRISTIANNo ratings yet
- oundSchoolManual PDFDocument166 pagesoundSchoolManual PDFTerence CruickshankNo ratings yet
- W210 Schematics 2of2Document30 pagesW210 Schematics 2of2mahmoud magdy100% (1)
- Self Healing ConcreteDocument13 pagesSelf Healing ConcreteJEETHESH NAIK100% (1)
- Task-Oriented Maintenance PDFDocument2 pagesTask-Oriented Maintenance PDFManuela AguirreNo ratings yet
- AdheDocument225 pagesAdheMâñî MíghtyNo ratings yet
- DSE9701 & DSE9702: Vertical 5 Amp Battery ChargersDocument2 pagesDSE9701 & DSE9702: Vertical 5 Amp Battery Chargersasuhuane100% (1)
- Testo 622 Data SheetDocument2 pagesTesto 622 Data SheetMochammad Zaki NasrullohNo ratings yet
- Hrvatski Registar Civilnih ZrakoplovaDocument22 pagesHrvatski Registar Civilnih ZrakoplovaIvo JosipNo ratings yet
- Despiece SUSP. DEL 930EDocument2 pagesDespiece SUSP. DEL 930EAndersson Campos VásquezNo ratings yet
- CHPT 26 PacketDocument8 pagesCHPT 26 Packethongling240% (2)
- Euroclad Guide To Design and Installation of Trapezoidal SystemsDocument44 pagesEuroclad Guide To Design and Installation of Trapezoidal SystemsLandon MitchellNo ratings yet
- Ariel Corporation - Arielcorp - Com15Document1 pageAriel Corporation - Arielcorp - Com15Anwar Sadat100% (1)
- CLSM SpecDocument24 pagesCLSM SpecgullipalliNo ratings yet
- Nfpa 72: National Fire Alarm CodeDocument8 pagesNfpa 72: National Fire Alarm CodeSabir NaseerNo ratings yet