You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Data Sheet: Permanent Magnet GeneratorDocument2 pagesData Sheet: Permanent Magnet Generatordiegoadjgt100% (1)
- Stress StraininFlexiblePavementDocument13 pagesStress StraininFlexiblePavementbereketNo ratings yet
- A Finite Element Model For Rutting Prediction of Flexible Pavement Considering Temperature EffectDocument13 pagesA Finite Element Model For Rutting Prediction of Flexible Pavement Considering Temperature EffectbereketNo ratings yet
- Concrete Mix Design: Variables in ProportioningDocument7 pagesConcrete Mix Design: Variables in ProportioningbereketNo ratings yet
- Architecture of Ethiopia - WikipediaDocument3 pagesArchitecture of Ethiopia - Wikipediabereket100% (1)
- Hardened Concrete Fresh Concrete, If Left Undisturbed, Gradually Stiffens Until It May Be Said To HaveDocument3 pagesHardened Concrete Fresh Concrete, If Left Undisturbed, Gradually Stiffens Until It May Be Said To HavebereketNo ratings yet
- Addis Ababa University: Faculty of Technology (South)Document51 pagesAddis Ababa University: Faculty of Technology (South)bereketNo ratings yet
- Types of Masonry WallsDocument30 pagesTypes of Masonry Wallsbereket100% (1)
- Brickmasonarypptpresentationbyabhishekbagul 131001085144 Phpapp01Document17 pagesBrickmasonarypptpresentationbyabhishekbagul 131001085144 Phpapp01bereketNo ratings yet
- Faculty of Technology (South Campus) Department of Construction Technology and ManagementDocument66 pagesFaculty of Technology (South Campus) Department of Construction Technology and ManagementbereketNo ratings yet
- The 9 Best Reasons To Choose ZultysDocument13 pagesThe 9 Best Reasons To Choose ZultysGreg EickeNo ratings yet
- Water Cooled Centrifugal Chiller (150-3000RT)Document49 pagesWater Cooled Centrifugal Chiller (150-3000RT)remigius yudhiNo ratings yet
- Important Questions Mba-Ii Sem Organisational BehaviourDocument24 pagesImportant Questions Mba-Ii Sem Organisational Behaviourvikas__ccNo ratings yet
- Juegos PPCDocument8 pagesJuegos PPCikro995No ratings yet
- Philips Chassis Lc4.31e Aa Power Dps 181 PDFDocument9 pagesPhilips Chassis Lc4.31e Aa Power Dps 181 PDFAouadi AbdellazizNo ratings yet
- Hydraulic Breakers in Mining ApplicationDocument28 pagesHydraulic Breakers in Mining ApplicationdrmassterNo ratings yet
- IMO Publication Catalogue List (June 2022)Document17 pagesIMO Publication Catalogue List (June 2022)Seinn NuNo ratings yet
- Caselet - LC: The Journey of The LCDocument5 pagesCaselet - LC: The Journey of The LCAbhi JainNo ratings yet
- Occupational Stress Questionnaire PDFDocument5 pagesOccupational Stress Questionnaire PDFabbaskhodaei666No ratings yet
- UNIT 6 - Dr. Cemre Erciyes PDFDocument24 pagesUNIT 6 - Dr. Cemre Erciyes PDFMaries San PedroNo ratings yet
- Technical Specification For Flue Gas Desulfurization of Thermal Power Plant Limestone / Lime - Gypsum MethodDocument17 pagesTechnical Specification For Flue Gas Desulfurization of Thermal Power Plant Limestone / Lime - Gypsum Methodpramod_tryNo ratings yet
- Invoice 1281595768Document3 pagesInvoice 1281595768vikas9849No ratings yet
- Definition of Sustainable Packaging PDFDocument10 pagesDefinition of Sustainable Packaging PDFProf C.S.PurushothamanNo ratings yet
- Magicolor2400 2430 2450FieldSvcDocument262 pagesMagicolor2400 2430 2450FieldSvcKlema HanisNo ratings yet
- Nfjpia Mockboard 2011 BLTDocument12 pagesNfjpia Mockboard 2011 BLTVon Wilson AjocNo ratings yet
- 1.2 Installation of SSH Keys On Linux-A Step-By Step GuideDocument3 pages1.2 Installation of SSH Keys On Linux-A Step-By Step GuideMada ChouchouNo ratings yet
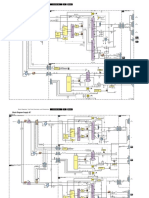
- Sterling PumpeDocument20 pagesSterling PumpesrdzaNo ratings yet
- ShapiroDocument34 pagesShapiroTanuj ShekharNo ratings yet
- 2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP GlycerinDocument1 page2B. Glicerina - USP-NF-FCC Glycerin Nutritional Statement USP Glycerinchristian muñozNo ratings yet
- Media ReportDocument46 pagesMedia ReportAndrew AB BurgoonNo ratings yet
- 1 48 Volt Parallel Battery System PSS-SOC - Step-By-Step VolvoDocument11 pages1 48 Volt Parallel Battery System PSS-SOC - Step-By-Step VolvoEyosyas NathanNo ratings yet
- Review On A Protective Scheme For Wind Power Plant Using Co-Ordination of Overcurrent Relay-NOTA TECNICADocument5 pagesReview On A Protective Scheme For Wind Power Plant Using Co-Ordination of Overcurrent Relay-NOTA TECNICAEdgardo Kat ReyesNo ratings yet
- Good Practice On The Project "Improve The Food Security of Farming Families Affected by Volatile Food Prices" (Nutrition Component) in CambodiaDocument2 pagesGood Practice On The Project "Improve The Food Security of Farming Families Affected by Volatile Food Prices" (Nutrition Component) in CambodiaADBGADNo ratings yet
- (SPN) On J1939 Data LinkDocument107 pages(SPN) On J1939 Data LinkAM76No ratings yet
- National Action Plan Implementation Gaps and SuccessesDocument8 pagesNational Action Plan Implementation Gaps and SuccessesHamza MinhasNo ratings yet
- Lucero Flores Resume 2Document2 pagesLucero Flores Resume 2api-260292914No ratings yet
- Cat It62hDocument4 pagesCat It62hMarceloNo ratings yet
- Filcar vs. EspinasDocument2 pagesFilcar vs. EspinasBrian ThunderNo ratings yet
- 036 ColumnComparisonGuideDocument16 pages036 ColumnComparisonGuidefarkad rawiNo ratings yet