You might also like
- Ammonia Plant Description by Sohail Raza-2Document30 pagesAmmonia Plant Description by Sohail Raza-2Kade Kevin100% (1)
- Variousammoniatechnologyrepaired 150323012840 Conversion Gate01Document95 pagesVariousammoniatechnologyrepaired 150323012840 Conversion Gate01yuriNo ratings yet
- Hazira PlantDocument7 pagesHazira PlantRahul BhandurgeNo ratings yet
- Chemical Engg SeminarDocument23 pagesChemical Engg SeminarAbdus Saboor KhalidNo ratings yet
- Phan-Bon - Urea-Production - (Cuuduongthancong - Com)Document10 pagesPhan-Bon - Urea-Production - (Cuuduongthancong - Com)Hòa HuyNo ratings yet
- Ammonia Plant Design For 1 MtpaDocument43 pagesAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
- FYDP ProposalDocument6 pagesFYDP Proposallaptop mailNo ratings yet
- Gas Separation Process: Natural Gas Composition and PropertiesDocument58 pagesGas Separation Process: Natural Gas Composition and PropertiesAhmed Sabry El-sotohyNo ratings yet
- Designing of Urea Plant: Nitish Bir Chetan Mahajan Roshan KudariDocument26 pagesDesigning of Urea Plant: Nitish Bir Chetan Mahajan Roshan KudarinitishNo ratings yet
- Ammonia and Urea Production.Document10 pagesAmmonia and Urea Production.180190105084rabadiyahenilNo ratings yet
- 24th Annual International Pittsburgh Coal 2007 WixDocument10 pages24th Annual International Pittsburgh Coal 2007 WixAmauche OgeNo ratings yet
- Production Synthesis Gas: Important Base Chemical For Variety of ApplicationsDocument34 pagesProduction Synthesis Gas: Important Base Chemical For Variety of ApplicationsDavid Bustos UstaNo ratings yet
- Catschool 1: Prereforming CatalystsDocument32 pagesCatschool 1: Prereforming CatalystsAbubakar SiddiqNo ratings yet
- 1.4 Ammonia - Syn Gas PrepDocument56 pages1.4 Ammonia - Syn Gas PrepMahmud Rahman BizoyNo ratings yet
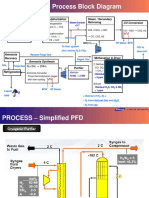
- NH3 Process Simplified PFDDocument4 pagesNH3 Process Simplified PFDarielNo ratings yet
- Chapter 3Document34 pagesChapter 3locvo2k3No ratings yet
- Ammonia Production From Natural Gas-Haldor Topsoe ProcessDocument22 pagesAmmonia Production From Natural Gas-Haldor Topsoe ProcessYash BhimaniNo ratings yet
- PROCESS DESCRIPTION AND LCA ICA PresentationDocument15 pagesPROCESS DESCRIPTION AND LCA ICA PresentationTehmasipNo ratings yet
- Ammonia, Urea & Cement Industries by Shahab Ud Din Khan NiaziDocument57 pagesAmmonia, Urea & Cement Industries by Shahab Ud Din Khan NiaziShahabuddin Khan NiaziNo ratings yet
- Aspen Plus Ammonia Modeling and SimulationDocument18 pagesAspen Plus Ammonia Modeling and SimulationGrover Mercado CondoriNo ratings yet
- Energy Efficiency of Hydrogen from Natural Gas via SMRDocument21 pagesEnergy Efficiency of Hydrogen from Natural Gas via SMRgharibi.ali98486No ratings yet
- Ammonia Synthesis Molecular Sieve DriersDocument25 pagesAmmonia Synthesis Molecular Sieve Driersaehque04No ratings yet
- 34perr PDFDocument18 pages34perr PDFAlek KrótkiNo ratings yet
- Urea Plant Training Program For GTEDocument40 pagesUrea Plant Training Program For GTEnomidangerous100% (1)
- Investigation of A Hybrid SolarDocument12 pagesInvestigation of A Hybrid SolarTHE SEZARNo ratings yet
- 6 Ammonia PlantDocument29 pages6 Ammonia PlantMunawar Lal Joshi100% (1)
- Ammonia-Morph pH Effects on Water QualityDocument55 pagesAmmonia-Morph pH Effects on Water Qualityvel muruganNo ratings yet
- NitrogenDocument30 pagesNitrogenFlorenceNo ratings yet
- Haldor PDFDocument49 pagesHaldor PDFNeyda Flores VasquezNo ratings yet
- Recycling Co2: From Sun To GasDocument14 pagesRecycling Co2: From Sun To GasAnonymous YOeo7EIVurNo ratings yet
- Chemical Technology of Organic CompoundsDocument28 pagesChemical Technology of Organic CompoundsPhung Thi Anh ThuNo ratings yet
- Ammonia AspenDocument24 pagesAmmonia AspenMohammadAlAmeenNo ratings yet
- Aspen Plus Ammonia ModelDocument24 pagesAspen Plus Ammonia ModeltaniaNo ratings yet
- Recycling Co2: From Sun To GasDocument15 pagesRecycling Co2: From Sun To GasAnonymous YOeo7EIVurNo ratings yet
- 32 TR 05Document1 page32 TR 05John Aaron ComiaNo ratings yet
- Atmospheric CO2 To MethanolDocument16 pagesAtmospheric CO2 To MethanolMUTHU KESHAV KNo ratings yet
- Urea-1 PlantDocument34 pagesUrea-1 PlantAjeet SinghNo ratings yet
- Flow Chart - HydrocarbonsDocument77 pagesFlow Chart - HydrocarbonsKalyan Reddt100% (2)
- Hydrocarbons: Hydrocarbons Are Two TypesDocument35 pagesHydrocarbons: Hydrocarbons Are Two Typesdebraj sethiNo ratings yet
- Fischer-Tropsch (FT) ProcessDocument18 pagesFischer-Tropsch (FT) ProcessNur Ainie Baharudin100% (4)
- Hydrogen Production Process in RefineryDocument48 pagesHydrogen Production Process in RefineryAshish100% (2)
- Chapter 3: Synthesis Gas Production and Derived ChemicalsDocument78 pagesChapter 3: Synthesis Gas Production and Derived ChemicalsFadhli JapryNo ratings yet
- Unit 3 Chemical Process Technology II Lesson 1 Nitrogen Industries (M)Document22 pagesUnit 3 Chemical Process Technology II Lesson 1 Nitrogen Industries (M)Green JeskNo ratings yet
- Modern Manufacture 2079Document25 pagesModern Manufacture 2079Aaditya PatelNo ratings yet
- (B) Industrial Hygiene May 2017Document23 pages(B) Industrial Hygiene May 2017scribideNo ratings yet
- Waste Management Thermal TreatmentDocument48 pagesWaste Management Thermal Treatmentcristobal100% (1)
- An Efficient Ammonia-based SRU Tail Gas Desulfurization ProcessDocument25 pagesAn Efficient Ammonia-based SRU Tail Gas Desulfurization ProcesssharemwNo ratings yet
- Ammonia Production: Haber-Bosch ProcessDocument10 pagesAmmonia Production: Haber-Bosch ProcessKrishna YeoleNo ratings yet
- Ammonia-Urea Industry in BangladeshDocument28 pagesAmmonia-Urea Industry in BangladeshHumayun Rashid Khan100% (1)
- Nitric Acid Boiler DFDocument9 pagesNitric Acid Boiler DFsoubhadra nagNo ratings yet
- 2014 19 1Document25 pages2014 19 1Afif Samsun BaharunNo ratings yet
- Update Spent Caustic TreatmentDocument4 pagesUpdate Spent Caustic TreatmentEkaphol SiriwongsarnNo ratings yet
- Ammonia Mass BalanceDocument34 pagesAmmonia Mass Balanceaskaridumbo82% (17)
- 1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasDocument18 pages1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasGonzalo Tito100% (1)
- Urea Manufacturing 1Document46 pagesUrea Manufacturing 1Sho aibNo ratings yet
- Properties, Reactions and Preparations of Alkanes Physical PropertiesDocument14 pagesProperties, Reactions and Preparations of Alkanes Physical PropertiesGolda Meyer VidalNo ratings yet
- Graphene-based Carbocatalysis: Synthesis, Properties and Applications: Volume 1From EverandGraphene-based Carbocatalysis: Synthesis, Properties and Applications: Volume 1No ratings yet
- Newer Redox Titrants: International Series of Monographs in Analytical ChemistryFrom EverandNewer Redox Titrants: International Series of Monographs in Analytical ChemistryNo ratings yet
- ADDocument37 pagesADKhalid AkNo ratings yet
- Cs Programming LabDocument4 pagesCs Programming LabKhalid AkNo ratings yet
- Format of Submitting The LabDocument1 pageFormat of Submitting The LabKhalid AkNo ratings yet
- Lab2-CS114 Manual Section ADocument7 pagesLab2-CS114 Manual Section AKhalid AkNo ratings yet
- Case Study in Competency Appraisal II - ABC and EDNDocument5 pagesCase Study in Competency Appraisal II - ABC and EDNRogelio Saupan Jr100% (1)
- Lab Report P2 A1 - IDocument19 pagesLab Report P2 A1 - Inzirh 01No ratings yet
- MONO POWER AMPLIFIER SERVICE MANUALDocument34 pagesMONO POWER AMPLIFIER SERVICE MANUALAlexey OnishenkoNo ratings yet
- VASHISTA AND S1 DEVELOPMENT ONSHORE TERMINALDocument8 pagesVASHISTA AND S1 DEVELOPMENT ONSHORE TERMINALKrm ChariNo ratings yet
- Sub-Zero Icing Your Testicles For Increased Male Performance - MyBioHack Unlock Your Maximus PotentialDocument7 pagesSub-Zero Icing Your Testicles For Increased Male Performance - MyBioHack Unlock Your Maximus PotentialfortnitediscordbgweeNo ratings yet
- Multi Air Engine Seminar ReportDocument23 pagesMulti Air Engine Seminar ReportVishal ChauhanNo ratings yet
- S35MC Engine Layout and Load DiagramsDocument17 pagesS35MC Engine Layout and Load DiagramsMuhammad AlfaniNo ratings yet
- TYF Oxit: Ready-to-Use, High-Performance Ultra Low Viscous Secondary Refrigerants For Applications Down To - 50 °CDocument9 pagesTYF Oxit: Ready-to-Use, High-Performance Ultra Low Viscous Secondary Refrigerants For Applications Down To - 50 °Cmarcyel Oliveira WoliveiraNo ratings yet
- Devsecops Course Content: Module-1 Devops BasicsDocument3 pagesDevsecops Course Content: Module-1 Devops Basicshelo nameNo ratings yet
- Demand, Supply, and Market Equilibrium: Mcgraw-Hill/IrwinDocument34 pagesDemand, Supply, and Market Equilibrium: Mcgraw-Hill/IrwinLillian KobusingyeNo ratings yet
- Chapter 18Document10 pagesChapter 18nehallakdawalaNo ratings yet
- RMO Orientation AIRMEDDocument130 pagesRMO Orientation AIRMEDqueenartemisNo ratings yet
- CompostAGuideForUsing PDFDocument4 pagesCompostAGuideForUsing PDFmkmikmiNo ratings yet
- Klee PTLDocument3 pagesKlee PTLapi-590350469No ratings yet
- Sds d201 Diatro - Lyse-Diff v4.1Document7 pagesSds d201 Diatro - Lyse-Diff v4.1Fauzia BudimanNo ratings yet
- 2018 Federal Income Tax Return PDFDocument8 pages2018 Federal Income Tax Return PDFBrandon BachNo ratings yet
- Harvia Sauna: Glass, light and beautiful contrast – read more about the new Harvia Claro sauna on page 11Document36 pagesHarvia Sauna: Glass, light and beautiful contrast – read more about the new Harvia Claro sauna on page 11Kadiri Olanrewaju100% (1)
- Libyan cuisine: Bazin, asida and moreDocument3 pagesLibyan cuisine: Bazin, asida and moreAndy Atehortua CiroNo ratings yet
- Application Format For Child CustodyDocument2 pagesApplication Format For Child CustodyDHUP CHAND JAISWAL100% (3)
- Thermal Mass Flow Meter PrincipleDocument2 pagesThermal Mass Flow Meter Principleyousaf_zai_khan81995No ratings yet
- FB6100 DSCDocument132 pagesFB6100 DSCTahir FadhilNo ratings yet
- X80 Io PDFDocument446 pagesX80 Io PDFHATEM68No ratings yet
- 01 Itp-380kv Gis - PlanDocument9 pages01 Itp-380kv Gis - PlanYahya SamaraNo ratings yet
- Why encouraging entrepreneurship to boost economies is flawedDocument9 pagesWhy encouraging entrepreneurship to boost economies is flawedLaureanoNo ratings yet
- A Review of Drug-Induced Acute Angle Closure Glaucoma For Non-Ophthalmologists PDFDocument8 pagesA Review of Drug-Induced Acute Angle Closure Glaucoma For Non-Ophthalmologists PDFMeida Putri UtamiNo ratings yet
- Chromosomal Basis of Inheritance - Final PDF-1Document3 pagesChromosomal Basis of Inheritance - Final PDF-1Aishwarya ShuklaNo ratings yet
- HANDOUT - Cell Transport Review WorksheetDocument4 pagesHANDOUT - Cell Transport Review WorksheetDenis Martinez100% (1)
- MA Only Notice Explains Coverage ChangeDocument2 pagesMA Only Notice Explains Coverage ChangeAnonymous Zp7kAtNo ratings yet
- Heavy Oil's Production ProblemsDocument22 pagesHeavy Oil's Production Problemsalfredo moran100% (1)
- Flatworms Round Worms and Anne Lids LabDocument6 pagesFlatworms Round Worms and Anne Lids LabBellaNo ratings yet