You might also like
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- Investigation of A Hybrid Solar-Redox Scheme For Liquid FuelDocument13 pagesInvestigation of A Hybrid Solar-Redox Scheme For Liquid FuelTHE SEZARNo ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Kinetic Modeling of The Methanol To Olefins Process. 2. Experimental Results, Model Discrimination, and Parameter EstimationDocument10 pagesKinetic Modeling of The Methanol To Olefins Process. 2. Experimental Results, Model Discrimination, and Parameter Estimationamerico molinaNo ratings yet
- Hydrogen Production Process in RefineryDocument48 pagesHydrogen Production Process in RefineryAshish100% (2)
- 24th Annual International Pittsburgh Coal 2007 WixDocument10 pages24th Annual International Pittsburgh Coal 2007 WixAmauche OgeNo ratings yet
- Ria PDFDocument23 pagesRia PDFria andrianiNo ratings yet
- Ammonia Plant Design For 1 MtpaDocument43 pagesAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
- Water Gas Shift and Catalyst PaperDocument13 pagesWater Gas Shift and Catalyst Paperzanilu70No ratings yet
- (192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalDocument20 pages(192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalNguyễn Văn HòaNo ratings yet
- Catalyst Development For Water-Gas Shift: Volume 3, Part 2, PP 190-201 inDocument13 pagesCatalyst Development For Water-Gas Shift: Volume 3, Part 2, PP 190-201 inleonardoNo ratings yet
- Evaluation Performance of Different Types Catalysts of An Industrial Secondary Reformer Reactor in The Ammonia PlantsDocument9 pagesEvaluation Performance of Different Types Catalysts of An Industrial Secondary Reformer Reactor in The Ammonia PlantsERIKO DARMAWANNo ratings yet
- TEM AmmoniaDocument19 pagesTEM AmmoniaChaeeon LimNo ratings yet
- Autothermal Reforming of Methane Design and PerforDocument7 pagesAutothermal Reforming of Methane Design and Perforromi moriNo ratings yet
- Modeling and Simulation of Water Gas Shift ReactorDocument23 pagesModeling and Simulation of Water Gas Shift ReactorRaneem YameenNo ratings yet
- A Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationDocument10 pagesA Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationMohanad El-HarbawiNo ratings yet
- Hydrogen From Steam Methane Reforming For Carbon Dioxide CapDocument21 pagesHydrogen From Steam Methane Reforming For Carbon Dioxide CapHo Mang ChuaNo ratings yet
- Seo thermodynamic reformingDocument13 pagesSeo thermodynamic reformingDiego MaportiNo ratings yet
- 1-s2.0-S0360319920317857-mainDocument20 pages1-s2.0-S0360319920317857-mainSiva GuruNo ratings yet
- Kinetic Model Development For Steam PyroDocument8 pagesKinetic Model Development For Steam PyroAyuanda PutriNo ratings yet
- Methanol Synthesis From Syngas in A Slurry ReactorDocument2 pagesMethanol Synthesis From Syngas in A Slurry ReactorMisgatesNo ratings yet
- Ammonia Process InformationDocument4 pagesAmmonia Process InformationRishikesh AwaleNo ratings yet
- IR Ni LanthanaDocument6 pagesIR Ni LanthanaNelly RojasNo ratings yet
- Ammonia Oxidation Into Nitrous Oxide Over Mn-Bi-Al Catalyst I Pokrovskaya Et Al Chem Eng J 2003 PDFDocument8 pagesAmmonia Oxidation Into Nitrous Oxide Over Mn-Bi-Al Catalyst I Pokrovskaya Et Al Chem Eng J 2003 PDFjuan davidNo ratings yet
- Sadooghi PaperDocument5 pagesSadooghi PaperKarlaqd CaramónNo ratings yet
- Process Modelling and System Dynamic Project 3 Synthesis Gas ProductionDocument8 pagesProcess Modelling and System Dynamic Project 3 Synthesis Gas ProductionHusaini ZaidanNo ratings yet
- Methane Steam ReformingDocument8 pagesMethane Steam ReformingPanda BoyNo ratings yet
- AbstractDocument8 pagesAbstractfaramarzkazemiNo ratings yet
- Water Gas ReactorDocument23 pagesWater Gas ReactorNicolao93100% (1)
- SENTA ITS 2018 - Rizqiana Yogi CahyaningtyasDocument5 pagesSENTA ITS 2018 - Rizqiana Yogi CahyaningtyasRizqiana Yogi CahyaningtyasNo ratings yet
- K TFCE487Document6 pagesK TFCE487api-3728640No ratings yet
- 1415 Exam 1 Answers (ICP) (EN)Document8 pages1415 Exam 1 Answers (ICP) (EN)김하은No ratings yet
- Production of Hydrogen Over Bimetallic Pt-Ni/d-Al O I. Indirect Partial Oxidation of PropaneDocument8 pagesProduction of Hydrogen Over Bimetallic Pt-Ni/d-Al O I. Indirect Partial Oxidation of PropaneleylaNo ratings yet
- Autothermal Reforming ProcessDocument9 pagesAutothermal Reforming ProcessOliver Everett EspinoNo ratings yet
- WgsDocument23 pagesWgspmg83No ratings yet
- Variousammoniatechnologyrepaired 150323012840 Conversion Gate01Document95 pagesVariousammoniatechnologyrepaired 150323012840 Conversion Gate01yuriNo ratings yet
- Ammonia Synthesis Molecular Sieve DriersDocument25 pagesAmmonia Synthesis Molecular Sieve Driersaehque04No ratings yet
- SBA-15 Support SynthesizingDocument13 pagesSBA-15 Support SynthesizingmarviNo ratings yet
- Effect of Acidity On Ni Catalysts Supported On P-Modified Al2O3 For Dry Reforming of MethaneDocument6 pagesEffect of Acidity On Ni Catalysts Supported On P-Modified Al2O3 For Dry Reforming of MethaneSơn PhanThanhNo ratings yet
- Simpson 2007Document10 pagesSimpson 2007Reyner ParreirasNo ratings yet
- Modeling and Simulating a Water Gas Shift ReactorDocument23 pagesModeling and Simulating a Water Gas Shift ReactorAl FareshNo ratings yet
- Amine Blends Using Concentrated PiperazineDocument17 pagesAmine Blends Using Concentrated PiperazinesddrlNo ratings yet
- 基于动力学模型的合成气完全甲烷化回路系统模拟分析Document10 pages基于动力学模型的合成气完全甲烷化回路系统模拟分析Eden HuangNo ratings yet
- Chemical Engineering Journal: A. Cabello, A. Abad, F. García-Labiano, P. Gayán, L.F. de Diego, J. AdánezDocument16 pagesChemical Engineering Journal: A. Cabello, A. Abad, F. García-Labiano, P. Gayán, L.F. de Diego, J. AdánezguadelupehNo ratings yet
- 2007-Alternative Stripper Configurations For CO2 (Babatunde A. Oyenekan and Gary T. Rochelle)Document44 pages2007-Alternative Stripper Configurations For CO2 (Babatunde A. Oyenekan and Gary T. Rochelle)maissam ferdosiNo ratings yet
- 1.4 Ammonia - Syn Gas PrepDocument56 pages1.4 Ammonia - Syn Gas PrepMahmud Rahman BizoyNo ratings yet
- Energy Efficiency of Hydrogen from Natural Gas via SMRDocument21 pagesEnergy Efficiency of Hydrogen from Natural Gas via SMRgharibi.ali98486No ratings yet
- Two-Section Reactor Model For Autothermal Reforming of Methane To Synthesis GasDocument20 pagesTwo-Section Reactor Model For Autothermal Reforming of Methane To Synthesis GasJeungwoo LeeNo ratings yet
- Simulation of The Catalytic Partial Oxidation of Methane To Synthesis Gas by D.groote, FromentDocument20 pagesSimulation of The Catalytic Partial Oxidation of Methane To Synthesis Gas by D.groote, FromentMOHAMMAD HASHIM KHAN100% (1)
- Steam Reforming of Methane in A Membrane Reactor: S.Laegsgaardj Rgensen, P.E.H@Jlund Nielsen, P. LehrmannDocument5 pagesSteam Reforming of Methane in A Membrane Reactor: S.Laegsgaardj Rgensen, P.E.H@Jlund Nielsen, P. LehrmannVytha MarmoetNo ratings yet
- Thermofluids Property TablesDocument89 pagesThermofluids Property Tablesthejackal205No ratings yet
- The Partial Oxidation of Methane To Syngas in A Palladium Membrane Reactor: Simulation and Experimental StudiesDocument11 pagesThe Partial Oxidation of Methane To Syngas in A Palladium Membrane Reactor: Simulation and Experimental StudiesMehul VarshneyNo ratings yet
- Enhancement of Catalytic Performance of Porous Membrane Reactor With Ni Catalyst For Combined Steam and Carbon Dioxide Reforming of Methane ReactionDocument6 pagesEnhancement of Catalytic Performance of Porous Membrane Reactor With Ni Catalyst For Combined Steam and Carbon Dioxide Reforming of Methane ReactionWassachol SumarasinghaNo ratings yet
- #HORIBA-Hydrogen Analysis of Solid SamplesDocument9 pages#HORIBA-Hydrogen Analysis of Solid SamplesrijojacobrobinNo ratings yet
- Iffco: Indian Faremrs Fertiliser Cooperative LimitedDocument26 pagesIffco: Indian Faremrs Fertiliser Cooperative LimitedArslanQureshi100% (1)
- Tri-Reforming of CH Using CO For Production of Synthesis Gas To Dimethyl EtherDocument5 pagesTri-Reforming of CH Using CO For Production of Synthesis Gas To Dimethyl EtherAnkit KumarNo ratings yet
- Water-Gas Shift Reaction Catalysts and ApplicationsDocument68 pagesWater-Gas Shift Reaction Catalysts and Applicationsdejla670% (1)
- Energies 08 00094 PDFDocument17 pagesEnergies 08 00094 PDFJaydeep PatelNo ratings yet
- Optimal Design of An Auto Thermal Ammonia Synt - 2005 - Computers - Chemical EngDocument5 pagesOptimal Design of An Auto Thermal Ammonia Synt - 2005 - Computers - Chemical EngMuhammad NaeemNo ratings yet
- Presentasi Tugas Umum KMI FixDocument58 pagesPresentasi Tugas Umum KMI Fixcapriany elikaNo ratings yet
- سيطرة-عمليات-1Document105 pagesسيطرة-عمليات-1THE SEZARNo ratings yet
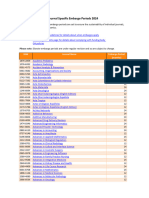
- Embargos-per-journalDocument40 pagesEmbargos-per-journalTHE SEZARNo ratings yet
- Project 2016Document22 pagesProject 2016THE SEZARNo ratings yet
- Professional Architect Book CoverDocument1 pageProfessional Architect Book CoverTHE SEZARNo ratings yet
- PDF 2Document23 pagesPDF 2THE SEZARNo ratings yet
- CFD Analysis and OptimizationDocument6 pagesCFD Analysis and OptimizationTHE SEZARNo ratings yet
- Janun HXDocument8 pagesJanun HXTHE SEZARNo ratings yet
- ReportDocument25 pagesReportTHE SEZARNo ratings yet
- The Investigation of Grove Geometry Effect For Internally Grooved TubesDocument9 pagesThe Investigation of Grove Geometry Effect For Internally Grooved Tubeszlalkrzybk77No ratings yet
- CFD Simulation of Heat Enhancement in Internally Helical GroovedDocument102 pagesCFD Simulation of Heat Enhancement in Internally Helical GroovedTHE SEZARNo ratings yet
- Design 3Document19 pagesDesign 3THE SEZARNo ratings yet
- كاربون الاسودDocument25 pagesكاربون الاسودTHE SEZARNo ratings yet
- Material Balance NotesDocument108 pagesMaterial Balance Notesapi-3709413100% (4)
- Fast and Predictive Heat Pipe Design and Analysis Toolbox H-PatDocument16 pagesFast and Predictive Heat Pipe Design and Analysis Toolbox H-PatTHE SEZARNo ratings yet
- Session 1Document20 pagesSession 1THE SEZARNo ratings yet
- Session 6Document6 pagesSession 6THE SEZARNo ratings yet
- تموت البحرDocument96 pagesتموت البحرTHE SEZARNo ratings yet
- Matter: Quarter 1: Module 5 - 7Document29 pagesMatter: Quarter 1: Module 5 - 7Aizy AlmosaraNo ratings yet
- 2V0-602 - VMware VSphere 6.5 FoundationsDocument32 pages2V0-602 - VMware VSphere 6.5 Foundationstempqq100% (1)
- What is a subnet and subnet maskDocument6 pagesWhat is a subnet and subnet maskAnuraj SrivastavaNo ratings yet
- Lesson 10Document12 pagesLesson 10Alan ZhouNo ratings yet
- SAS Base Programming Practice Exam V9 QuestionsDocument24 pagesSAS Base Programming Practice Exam V9 QuestionssrinivasaraosomuNo ratings yet
- Current Loop (4-20 Ma) OUTPUT: SourceDocument1 pageCurrent Loop (4-20 Ma) OUTPUT: SourceMatiasNo ratings yet
- Grados: Rad Ia Ne SDocument4 pagesGrados: Rad Ia Ne SJean Pierre AHNo ratings yet
- Waffle SlabsDocument5 pagesWaffle Slabseugenia omuhindiNo ratings yet
- SCI P292 SecureDocument222 pagesSCI P292 Secureg1g1ng100% (1)
- Machine Design of Hoists, Derricks and Cranes by HessDocument440 pagesMachine Design of Hoists, Derricks and Cranes by HessDickson Leong67% (3)
- Computer Network Uses and ExamplesDocument14 pagesComputer Network Uses and ExamplesUmaira ZafarNo ratings yet
- Cold Rolled CoilDocument23 pagesCold Rolled Coilmametcool100% (1)
- Week 11 - Hema Lec Major Anticoagulants SystemDocument7 pagesWeek 11 - Hema Lec Major Anticoagulants SystemCzarina Mae IlaganNo ratings yet
- Government Polytechnic Muzaffarpur: SUBJECT CODE - 1625507Document14 pagesGovernment Polytechnic Muzaffarpur: SUBJECT CODE - 1625507VK D100% (1)
- Electric Current Electromotive Force & Potential Difference ResistanceDocument47 pagesElectric Current Electromotive Force & Potential Difference Resistanceالغزيزال الحسن EL GHZIZAL HassaneNo ratings yet
- Introduction To MicrocontrollerDocument5 pagesIntroduction To MicrocontrollerSongNo ratings yet
- In Process Quality MetricsDocument19 pagesIn Process Quality MetricsAprna Tripathi100% (1)
- Multix PowerDocument68 pagesMultix PowerTessa HernandezNo ratings yet
- Compound InterestDocument29 pagesCompound InterestNicole Roxanne RubioNo ratings yet
- Toxicity of HydrocarbonsDocument18 pagesToxicity of HydrocarbonsYaco Jessa Mae JavierNo ratings yet
- JavaScript ArraysDocument1 pageJavaScript ArraysmaneeshmogallpuNo ratings yet
- Alternating Current Circuits and Electromagnetic Waves ExplainedDocument32 pagesAlternating Current Circuits and Electromagnetic Waves ExplainedKristineNo ratings yet
- Optimize tempdb performance with best practicesDocument10 pagesOptimize tempdb performance with best practicesSubhro SahaNo ratings yet
- Wyong Road Enviro Factors Appendix PDocument314 pagesWyong Road Enviro Factors Appendix PAniculaesi MirceaNo ratings yet
- Probability and Statistics: Integrated Math 1Document26 pagesProbability and Statistics: Integrated Math 1johnNo ratings yet
- Airplane Dimensions and Areas - Description and Operation 1. GeneralDocument17 pagesAirplane Dimensions and Areas - Description and Operation 1. GeneralKEVINNo ratings yet
- MIND Seamap GunLink 2500Document4 pagesMIND Seamap GunLink 2500Steve HeartNo ratings yet
- EPC Control Wiring Applications 836269cDocument110 pagesEPC Control Wiring Applications 836269cdylan_dearing@hotmail.comNo ratings yet
- Engineering Guide Flex and Rigid Flex PCBsDocument14 pagesEngineering Guide Flex and Rigid Flex PCBsMariano DiazNo ratings yet
- Introduction To Java - DAY1Document16 pagesIntroduction To Java - DAY1anthims ZohoNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryFrom EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsFrom EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsNo ratings yet