You might also like
- Toyota - Resources & Capabilities NewDocument10 pagesToyota - Resources & Capabilities NewShreya Kothari100% (1)
- GM NotesDocument6 pagesGM NotesAlexandra Bento0% (1)
- The Case Study of ToyotaDocument12 pagesThe Case Study of ToyotaVimala Selvaraj Vimala100% (1)
- Hybrid Vehicle Marketing PlanDocument15 pagesHybrid Vehicle Marketing PlanrdbrockxNo ratings yet
- Tle - Ict - CSS: Quarter 1 - Module 5: Performing Computer OperationsDocument21 pagesTle - Ict - CSS: Quarter 1 - Module 5: Performing Computer OperationsReymond Pabriga SumayloNo ratings yet
- Iso 10619 2 2021Document10 pagesIso 10619 2 2021ThejaswiniNo ratings yet
- Operations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationFrom EverandOperations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationNo ratings yet
- Type The Document SubtitleDocument7 pagesType The Document SubtitleSyed Muhammad Imran100% (1)
- Toyota Success RecipeDocument7 pagesToyota Success Recipeapi-3740973No ratings yet
- Multinational EnterprisesDocument25 pagesMultinational Enterprisessapnanib100% (1)
- Functions in Real LifeDocument34 pagesFunctions in Real LifeMhae Pot100% (1)
- Mix It Up and SqueezeDocument3 pagesMix It Up and Squeezeapi-233757247100% (1)
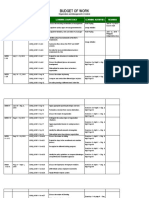
- BOW - Organization & ManagementDocument4 pagesBOW - Organization & ManagementLeonardo Danag100% (2)
- Toyota Caselet 8Document1 pageToyota Caselet 8Krishna Kumar100% (1)
- SM Simulation Group7 Bright SideDocument18 pagesSM Simulation Group7 Bright SideAvishek PanigrahiNo ratings yet
- 1.6 EntryModeDecisionpdfDocument42 pages1.6 EntryModeDecisionpdfVishal ThkurzNo ratings yet
- Managing DifferencesDocument15 pagesManaging DifferencesAnonymous mAB7MfNo ratings yet
- Case 4Document1 pageCase 4Rahul DalviNo ratings yet
- Lecture 5 Rationale Behind OperationalDocument25 pagesLecture 5 Rationale Behind OperationalmalakNo ratings yet
- Assignment 8: Discussion QuestionsDocument4 pagesAssignment 8: Discussion QuestionsDuy Lê MạnhNo ratings yet
- Toyota: Group 4 Manav Gupta, Pranav Lal, Eric Le Duc, Reno Ybarra, Dawson KwongDocument14 pagesToyota: Group 4 Manav Gupta, Pranav Lal, Eric Le Duc, Reno Ybarra, Dawson Kwongpranavlal85No ratings yet
- Micro Analysis of ToyotoDocument32 pagesMicro Analysis of ToyotoMohammed Tahir100% (1)
- Assignment FinalDocument7 pagesAssignment FinalelizabethNo ratings yet
- Abhishek Bennette Nandakumar Joel RoshnaDocument29 pagesAbhishek Bennette Nandakumar Joel RoshnaBennette AbrahamNo ratings yet
- Swot AnalysisDocument13 pagesSwot AnalysisPurva Bhandari0% (1)
- Toyota Motors 2. Honda Motors 3. Suzuki Motors While Answering Following Questions andDocument6 pagesToyota Motors 2. Honda Motors 3. Suzuki Motors While Answering Following Questions andAmnaNo ratings yet
- Case Study FordDocument29 pagesCase Study FordBasu100% (3)
- Case Report AllDocument12 pagesCase Report AllImran AhmedNo ratings yet
- Capability Building in China's Auto Supply Chains: Loren Brandt & Johannes Van Biesebroeck University of TorontoDocument40 pagesCapability Building in China's Auto Supply Chains: Loren Brandt & Johannes Van Biesebroeck University of TorontoGary MaoNo ratings yet
- Toyota: A Global Auto ManufacturerDocument9 pagesToyota: A Global Auto ManufacturerManoj KumarNo ratings yet
- International Strategy: Pendahuluan/overviewDocument41 pagesInternational Strategy: Pendahuluan/overviewFajar ChrisNo ratings yet
- What Are The Benefits of A Global StrategyDocument3 pagesWhat Are The Benefits of A Global StrategyprasadshaNo ratings yet
- Toyota SubmissionDocument2 pagesToyota Submissionnidhi guptaNo ratings yet
- Assignment On Toyota1Document4 pagesAssignment On Toyota1Sirsha PattanayakNo ratings yet
- SWOT Honda MotorsDocument5 pagesSWOT Honda MotorsSankalp MalhotraNo ratings yet
- The Rise of Global CorporationDocument37 pagesThe Rise of Global CorporationMark Anthony LegaspiNo ratings yet
- Strategy Management Ford Case Study SolutionsDocument10 pagesStrategy Management Ford Case Study SolutionsUpendra SharmaNo ratings yet
- Global Strategies and The Multinational Corporation: Outlin EDocument29 pagesGlobal Strategies and The Multinational Corporation: Outlin EshishirkrNo ratings yet
- Strategic Management Theory and Cases An Integrated Approach 11th Edition Hill Solutions ManualDocument23 pagesStrategic Management Theory and Cases An Integrated Approach 11th Edition Hill Solutions Manualabnormalhumble35j4i100% (29)
- Sample Assignment For The Course of International BusinessDocument14 pagesSample Assignment For The Course of International BusinessAnonymous RoAnGpANo ratings yet
- Toyota Case StudyDocument37 pagesToyota Case StudyAbhishek Unnikrishnan80% (5)
- Internationalisation StrategiesDocument30 pagesInternationalisation StrategiesNatani Sai KrishnaNo ratings yet
- STMGT Toyota FINAAALLLLDocument10 pagesSTMGT Toyota FINAAALLLLRasika KambliNo ratings yet
- HyundaiDocument15 pagesHyundaiasli_balciNo ratings yet
- Komatsu Case AnalysisDocument10 pagesKomatsu Case AnalysisShayani Barman80% (5)
- Project MRKTDocument20 pagesProject MRKTSafa SehliNo ratings yet
- (Why Don't You R& D Top 2 ??) Supply Chain of Motor Company. Critical Success Factors. What Is Your MarketDocument4 pages(Why Don't You R& D Top 2 ??) Supply Chain of Motor Company. Critical Success Factors. What Is Your MarketJHASDFIJKSDFNo ratings yet
- Marketing Plan To Launch A Car in PakistanDocument28 pagesMarketing Plan To Launch A Car in PakistanSMZHZ100% (1)
- Ib Tutorial AnswerDocument64 pagesIb Tutorial Answerctg.shein.and.youNo ratings yet
- 09Document4 pages09singhsinghNo ratings yet
- ToyotaDocument14 pagesToyotafaisal_cseduNo ratings yet
- Global-Automobile-Report - Group-4 AVADocument9 pagesGlobal-Automobile-Report - Group-4 AVAALVIN APURONo ratings yet
- The Evolution of TOYOTA Production SystemDocument21 pagesThe Evolution of TOYOTA Production SystemSamarth TuliNo ratings yet
- 1 PointDocument2 pages1 Pointhotdogggggg85No ratings yet
- SWOT Analysis Toyota: StrengthsDocument2 pagesSWOT Analysis Toyota: StrengthsSachin ShahNo ratings yet
- Global Strategies N MNCDocument28 pagesGlobal Strategies N MNCPratik AgarwalNo ratings yet
- Financial Analysis Tata Motors: Prepared by Santonu Swastayan Bharat Shreerang Saurabh Prakash MayankDocument35 pagesFinancial Analysis Tata Motors: Prepared by Santonu Swastayan Bharat Shreerang Saurabh Prakash Mayanksen_bitNo ratings yet
- Tata Motors 1Document24 pagesTata Motors 1Prachir GuptaNo ratings yet
- BE Assignment - Sameer GhoshalDocument8 pagesBE Assignment - Sameer GhoshalSonali GhoshalNo ratings yet
- Case StudyDocument6 pagesCase StudyAvice BronsNo ratings yet
- The Strategy of IBDocument3 pagesThe Strategy of IBRahul BanerjeeNo ratings yet
- Toyota's Strategy and Initiatives in Europe: "The Launch of The Aygo"Document38 pagesToyota's Strategy and Initiatives in Europe: "The Launch of The Aygo"Ankush AnguralNo ratings yet
- Enterprise Management Automobile Industry Business Cases: Renault Morocco, Tesla, Hyundai, TATA Motors, Daimler Mobility, ToyotaFrom EverandEnterprise Management Automobile Industry Business Cases: Renault Morocco, Tesla, Hyundai, TATA Motors, Daimler Mobility, ToyotaNo ratings yet
- Total Plant Performance Management:: A Profit-Building Plan to Promote, Implement, and Maintain Optimum Performance Throughout Your PlantFrom EverandTotal Plant Performance Management:: A Profit-Building Plan to Promote, Implement, and Maintain Optimum Performance Throughout Your PlantNo ratings yet
- Drying: - Removal of Relatively Small Amount of Water or Organic Liquids - Final Processing Step Before PackagingDocument124 pagesDrying: - Removal of Relatively Small Amount of Water or Organic Liquids - Final Processing Step Before PackagingMiscrit Man100% (1)
- HSE Induction.Document40 pagesHSE Induction.DEBASIS GUHA100% (1)
- Department of Education: Carpenito Integrated School Science 8-Second Quarter Performance TaskDocument5 pagesDepartment of Education: Carpenito Integrated School Science 8-Second Quarter Performance TaskGERRY CHEL LAURENTENo ratings yet
- Islamic Economic System Course Content - 031515Document3 pagesIslamic Economic System Course Content - 031515David PicassoNo ratings yet
- Series and ParallelDocument23 pagesSeries and ParallelErvz Mission100% (2)
- Who Are The Indigenous PeopleDocument7 pagesWho Are The Indigenous PeopleFrancisNo ratings yet
- SYBcom Eco 1 PDFDocument80 pagesSYBcom Eco 1 PDFUrmila DeoNo ratings yet
- Yearbook 2016Document164 pagesYearbook 2016manha.ahmaddNo ratings yet
- Mode LockingDocument3 pagesMode LockingHaider AliNo ratings yet
- What Are Collocations Sandy Beaches or False TeethDocument16 pagesWhat Are Collocations Sandy Beaches or False TeethCennet EkiciNo ratings yet
- 2023 - Application GuidelineDocument5 pages2023 - Application GuidelineChi Võ ThảoNo ratings yet
- Minimum Cost Path AlgortihmDocument8 pagesMinimum Cost Path AlgortihmAdnan HossainNo ratings yet
- Relational Data Model and Relational Constraints-CISDocument24 pagesRelational Data Model and Relational Constraints-CISFatima AhmedNo ratings yet
- Procedure For Me Ae Fifi Steering BTDocument2 pagesProcedure For Me Ae Fifi Steering BTAcank KharismaNo ratings yet
- Importing Total Station DataDocument12 pagesImporting Total Station DataOrlando Francisco Cruz NarvaezNo ratings yet
- 4 Load EstimationDocument175 pages4 Load Estimationhasan bishNo ratings yet
- Entropy Measures For Plithogenic Sets and Applications in Multi-Attribute Decision MakingDocument17 pagesEntropy Measures For Plithogenic Sets and Applications in Multi-Attribute Decision MakingScience DirectNo ratings yet
- AC3103 Seminar 19: Biosensors International Group (BIG) Valuation and Impairment Testing of IntangiblesDocument39 pagesAC3103 Seminar 19: Biosensors International Group (BIG) Valuation and Impairment Testing of IntangiblesTanisha GuptaNo ratings yet
- R0-Sliding Gate, Fence, LadderDocument90 pagesR0-Sliding Gate, Fence, LadderMariam MousaNo ratings yet
- ManuscriptDocument25 pagesManuscriptJoão PraganaNo ratings yet
- Progress in Electromagnetics Research B, Vol. 44, 241-259, 2012Document19 pagesProgress in Electromagnetics Research B, Vol. 44, 241-259, 2012nur narangNo ratings yet
- RECOM Initiative Voice-No.20-2015Document40 pagesRECOM Initiative Voice-No.20-2015KoalicijazaREKOMNo ratings yet
- ElectronicsDocument12 pagesElectronicsfewpew LumanglasNo ratings yet
- Acc113 P1 QuizDocument5 pagesAcc113 P1 QuizEDELYN PoblacionNo ratings yet
- GST 662 v1Document392 pagesGST 662 v1Lavin Sharma roll no. 12No ratings yet