You might also like
- Total Productive MaintenanceDocument57 pagesTotal Productive MaintenanceUsman ShahzadNo ratings yet
- Checklist C TPM Consistency AwardDocument4 pagesChecklist C TPM Consistency AwardAgung SudrajatNo ratings yet
- Eggscellence CaseDocument6 pagesEggscellence CaseGoutham IversonNo ratings yet
- Total Productive Maintenance (TPM) : Prepared By: M.Ganesh MuruganDocument56 pagesTotal Productive Maintenance (TPM) : Prepared By: M.Ganesh MuruganPriscila Villas Boas TonãoNo ratings yet
- TPM SeminarDocument8 pagesTPM SeminarVishnu NairNo ratings yet
- 8 Pillars of TPMDocument7 pages8 Pillars of TPMSrilakshmi ShunmugarajNo ratings yet
- Step 0 and 1 Management Part 1Document14 pagesStep 0 and 1 Management Part 1murilocabriniNo ratings yet
- Lean Manufacturing in Process IndustriesDocument23 pagesLean Manufacturing in Process IndustriesdrustagiNo ratings yet
- TPM Equipment ImprovementDocument22 pagesTPM Equipment Improvementrameshv2801No ratings yet
- An Introduction To Total Pr...Document9 pagesAn Introduction To Total Pr...Abhinav JainNo ratings yet
- Study of JH Implementation ReadyDocument27 pagesStudy of JH Implementation ReadyNaveen Jangid100% (1)
- TPM PresentationDocument40 pagesTPM PresentationRahul RajpalNo ratings yet
- Progress at TPM: Newsletter From CII TPM Club IndiaDocument18 pagesProgress at TPM: Newsletter From CII TPM Club IndiamurilocabriniNo ratings yet
- Total Productive MaintenanceDocument21 pagesTotal Productive MaintenanceFernanda MarquesNo ratings yet
- Autonomous MaintenanceDocument7 pagesAutonomous Maintenancenavi3281No ratings yet
- TPM Launch Kick Off AgendaDocument46 pagesTPM Launch Kick Off AgendaAsanka ChathurangaNo ratings yet
- TQM 4th ChapterDocument31 pagesTQM 4th ChapterWaleed Tahir ChNo ratings yet
- 01.sundram Fasteners LTDDocument60 pages01.sundram Fasteners LTDTapash Kumar PalNo ratings yet
- Time StudyDocument161 pagesTime StudyMANASNo ratings yet
- History and Statistics of Different Maintenance StrategiesDocument23 pagesHistory and Statistics of Different Maintenance StrategiesRaj BoligorNo ratings yet
- Total Productive Maintenance: The Evolution in Maintenance and EfficiencyDocument7 pagesTotal Productive Maintenance: The Evolution in Maintenance and Efficiencylaukik_rautNo ratings yet
- AM - Step 1Document17 pagesAM - Step 1Sydney DodooNo ratings yet
- 3m Respirator Cartridge and Filter Selection PosterDocument1 page3m Respirator Cartridge and Filter Selection PosterOh DausNo ratings yet
- Implementation of Kaizen and 5S in Plastic PipeDocument6 pagesImplementation of Kaizen and 5S in Plastic Pipeaman tembhekarNo ratings yet
- Total Productive MaintenanceDocument46 pagesTotal Productive MaintenanceMKPashaPasha100% (4)
- Concept of Production Efficiency: Basic Education of TPMDocument20 pagesConcept of Production Efficiency: Basic Education of TPM1977julNo ratings yet
- 9 Types of MaintenanceDocument63 pages9 Types of MaintenanceDaniel ErgichoNo ratings yet
- Total Productive MaintenanceDocument12 pagesTotal Productive MaintenanceRuben Ruiz RebolledoNo ratings yet
- TPM Pillar Management Index & Activity IndexDocument12 pagesTPM Pillar Management Index & Activity Indexrarues9999No ratings yet
- Presentation Total Productive Maintenance (TPM)Document14 pagesPresentation Total Productive Maintenance (TPM)jaanus143No ratings yet
- Advanced Manufacturing System (TPM)Document9 pagesAdvanced Manufacturing System (TPM)1977julNo ratings yet
- Total Productive Maintenance (TPM)Document25 pagesTotal Productive Maintenance (TPM)chaitanya_kumar_13No ratings yet
- Chapter 10. Initial Flow Control ManualDocument10 pagesChapter 10. Initial Flow Control ManualVivek KumarNo ratings yet
- General Master Plan v4 (English)Document28 pagesGeneral Master Plan v4 (English)Edgar Alonso Bazan GalvezNo ratings yet
- TPM TrainingDocument33 pagesTPM TrainingFERCHIU CRISTIANNo ratings yet
- Modul AM Step 2Document18 pagesModul AM Step 2Bayu Putro WibisonoNo ratings yet
- TPM Kick-Off: Newsletter From CII TPM Club IndiaDocument6 pagesTPM Kick-Off: Newsletter From CII TPM Club IndiaNarendran100% (1)
- TPM Study Material For TraineesDocument27 pagesTPM Study Material For TraineesSIVAKUMAR SHANMUGASUNDARAMNo ratings yet
- Examining RCM Vs TPMDocument16 pagesExamining RCM Vs TPMcarrot123456No ratings yet
- Planned Maintenance Manual Step 1Document21 pagesPlanned Maintenance Manual Step 1AtulPalNo ratings yet
- Autonomous Maintenance (Jishu Hozen)Document30 pagesAutonomous Maintenance (Jishu Hozen)Vitra PunKgribNo ratings yet
- Total Productive Maintenance Awareness: Who Should Attend?Document1 pageTotal Productive Maintenance Awareness: Who Should Attend?Pathy LNo ratings yet
- Seshat Consulting Group: KaizenDocument7 pagesSeshat Consulting Group: KaizenMadeleine ThomasNo ratings yet
- Manufacturing Performance by TPMDocument13 pagesManufacturing Performance by TPMLabiz Saroni ZidaNo ratings yet
- JH Step-1 & 2activitiesDocument34 pagesJH Step-1 & 2activitiesGREENEXE BUSINESS CONSULTANTNo ratings yet
- TPM-Quality MaintenanceDocument6 pagesTPM-Quality Maintenanceamie indraNo ratings yet
- Lean Six Sigma - Yellow Belt Program: Prepared ForDocument160 pagesLean Six Sigma - Yellow Belt Program: Prepared ForJames HetNo ratings yet
- 3.2loss For Engg Process OEE CalculationDocument8 pages3.2loss For Engg Process OEE CalculationsibasisbasuNo ratings yet
- Strategies and Success Factors For Overcoming Challenges in TPM ImplementationDocument25 pagesStrategies and Success Factors For Overcoming Challenges in TPM Implementationdeepak_manjunath_1100% (1)
- 5 OEE Loss TreeDocument30 pages5 OEE Loss TreeGugun Dewasa100% (1)
- 17 Step TPS JisukenDocument18 pages17 Step TPS Jisukendonz_leNo ratings yet
- DC JoshiDocument58 pagesDC JoshiImamRNNo ratings yet
- Day 2 - Reduce COGSDocument195 pagesDay 2 - Reduce COGSarpitkhemka1602871No ratings yet
- Training ON TPM: Rapl Production SystemDocument25 pagesTraining ON TPM: Rapl Production Systemabhijit bhattacherjeENo ratings yet
- Pillar 7 Office TPMDocument9 pagesPillar 7 Office TPMapumu sexbombyaNo ratings yet
- Material HandlingDocument52 pagesMaterial HandlingMuan TullohNo ratings yet
- Blue 7 TPM Part 1 of 2Document30 pagesBlue 7 TPM Part 1 of 2shamelnaNo ratings yet
- What Is Total Productive Maintenance?Document5 pagesWhat Is Total Productive Maintenance?YeabsraNo ratings yet
- 2.Tpm Grupo II MttoDocument21 pages2.Tpm Grupo II MttoChristian ZambranoNo ratings yet
- An Introduction To Total Productive Maintenance (TPM)Document18 pagesAn Introduction To Total Productive Maintenance (TPM)onceagainhi_16388606No ratings yet
- Account Statement From 1 May 2021 To 11 Jul 2021: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument5 pagesAccount Statement From 1 May 2021 To 11 Jul 2021: TXN Date Value Date Description Ref No./Cheque No. Debit Credit Balance1382aceNo ratings yet
- Component Tests: Insulation Test SystemDocument12 pagesComponent Tests: Insulation Test System1382aceNo ratings yet
- Power Grid Corporation of India LTDDocument13 pagesPower Grid Corporation of India LTD1382aceNo ratings yet
- 324 Sag Tension Calculation Methods For Overhead LinesDocument1 page324 Sag Tension Calculation Methods For Overhead Lines1382aceNo ratings yet
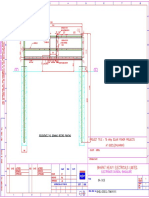
- SLD For 3ph Batt - Charger With DCDBDocument1 pageSLD For 3ph Batt - Charger With DCDB1382aceNo ratings yet
- Tax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Document1 pageTax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)1382aceNo ratings yet
- Raghanesdhsa SCB Model - pdf2Document1 pageRaghanesdhsa SCB Model - pdf21382aceNo ratings yet
- Addwatt Power Solutions Pvt. LTD.: AAMCA3320NDocument1 pageAddwatt Power Solutions Pvt. LTD.: AAMCA3320N1382aceNo ratings yet
- GTP OF Pole 8 & 11 MTR RequiredDocument1 pageGTP OF Pole 8 & 11 MTR Required1382aceNo ratings yet
- Profit - Loss - 01 03 2024 - 31 03 2024Document4 pagesProfit - Loss - 01 03 2024 - 31 03 2024pajakptpoinmedikaindonesiaNo ratings yet
- First Term Ss2 Marketing 1Document3 pagesFirst Term Ss2 Marketing 1hopeg0539No ratings yet
- Aron GigiDocument20 pagesAron GigiMohdd HarryNo ratings yet
- Night Pules Musical ShowDocument35 pagesNight Pules Musical ShowZaima MaryamNo ratings yet
- Zeuschner Amanda Resume2020 1Document2 pagesZeuschner Amanda Resume2020 1api-541041441No ratings yet
- Maruti Suzuki Case Study - Group3Document10 pagesMaruti Suzuki Case Study - Group3ShivamNo ratings yet
- Raghvendra Singh - SCM Prject at Renupower DivisionDocument62 pagesRaghvendra Singh - SCM Prject at Renupower Divisionraghvendra986No ratings yet
- Quarter 2 Module 6 Corrected - EditedDocument10 pagesQuarter 2 Module 6 Corrected - EditedJudd H. JalaNo ratings yet
- Types of SharesDocument1 pageTypes of Sharespriyesh04100% (2)
- Chapter 12 !!Document22 pagesChapter 12 !!Kareem H. MukhtarNo ratings yet
- Acctg. QB 1-1Document8 pagesAcctg. QB 1-1Jinx Cyrus RodilloNo ratings yet
- Integrated Strategic Change Describes How Planned Change Can Make A ValueDocument2 pagesIntegrated Strategic Change Describes How Planned Change Can Make A ValueDarshika Singh - Kumar100% (2)
- Activity 6 - Theory of Production and CostDocument5 pagesActivity 6 - Theory of Production and CostJelo DavidNo ratings yet
- HR QuestionareDocument5 pagesHR QuestionareRavinder ChahalNo ratings yet
- Agencies of The Secretary of Health and Human Resources, VA Auditor of Public Accounts, June 2009.Document85 pagesAgencies of The Secretary of Health and Human Resources, VA Auditor of Public Accounts, June 2009.Rick ThomaNo ratings yet
- Cute Q&a 1Document13 pagesCute Q&a 1alyadaudaNo ratings yet
- Construction Contracts-IAS 11 & Rev Rec & Journals-EY-PG22Document22 pagesConstruction Contracts-IAS 11 & Rev Rec & Journals-EY-PG22varadu1963No ratings yet
- Pakistan Mercantile ExchangeDocument8 pagesPakistan Mercantile ExchangeBilawal SoomroNo ratings yet
- MOROSINI, Fabio. Developments in International Investment Law and Policy in The AmericasDocument22 pagesMOROSINI, Fabio. Developments in International Investment Law and Policy in The AmericasMarcus Vinicius MadeiraNo ratings yet
- Paper Cups: Profile No.: 101 NIC Code: 17092Document8 pagesPaper Cups: Profile No.: 101 NIC Code: 17092Mudasir Rasheed MirNo ratings yet
- Part 5 - Chapter 33 Aggregate Demand and Aggregate SupplyDocument36 pagesPart 5 - Chapter 33 Aggregate Demand and Aggregate SupplyTHU DUONG MINHNo ratings yet
- List of Mandatory Documents Required by ISO 9001Document2 pagesList of Mandatory Documents Required by ISO 9001DANG V HungNo ratings yet
- Chapter 3Document21 pagesChapter 3api-19665156No ratings yet
- Iceland TaxDocument16 pagesIceland TaxRaja Ahmed HassanNo ratings yet
- ACCOUNTANCY (Code No. 055) : RationaleDocument17 pagesACCOUNTANCY (Code No. 055) : RationalesourabNo ratings yet
- Session 5 - Formulating Personal Selling Strategies PDFDocument24 pagesSession 5 - Formulating Personal Selling Strategies PDFkaushtubh_496909036No ratings yet
- Session 4-3: Policy Principles To Promote Inclusive Finance by Chen LongDocument11 pagesSession 4-3: Policy Principles To Promote Inclusive Finance by Chen LongADBI EventsNo ratings yet
- List of Lawyers in Senegal: Prepared by British Embassy DakarDocument7 pagesList of Lawyers in Senegal: Prepared by British Embassy DakarGhislainNo ratings yet
- Vit 2019Document16 pagesVit 2019Sanjay JindalNo ratings yet