You might also like
- Kinetic Energy Practice Questions Answer KeyDocument2 pagesKinetic Energy Practice Questions Answer KeyRachel Alibo100% (1)
- Iphone 7plus SchematisDocument81 pagesIphone 7plus SchematisGeorgeNo ratings yet
- Single or Dual Pressure Nitric Acid (R.L. Harvin)Document11 pagesSingle or Dual Pressure Nitric Acid (R.L. Harvin)Gamma OktaNo ratings yet
- Physics 2 - Starts Heat JULY 2017Document282 pagesPhysics 2 - Starts Heat JULY 2017Irah Mae Escaro CustodioNo ratings yet
- Mscthesis Matlab CodeDocument80 pagesMscthesis Matlab CodecentkiloNo ratings yet
- 2nd SessionalDocument6 pages2nd SessionalPraveen JangidNo ratings yet
- Ishiyama Et Al 2002 Platinum (0) Catalyzed Diboration of AlkynesDocument2 pagesIshiyama Et Al 2002 Platinum (0) Catalyzed Diboration of Alkynessourav mondalNo ratings yet
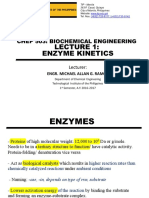
- Lecture 1 - Enzyme & KineticsDocument33 pagesLecture 1 - Enzyme & KineticsamielynNo ratings yet
- 10 1109@iCoMET48670 2020 9074060Document6 pages10 1109@iCoMET48670 2020 9074060mohammedismail4869No ratings yet
- Lecture 1 - Enzyme KineticsDocument32 pagesLecture 1 - Enzyme KineticsAbegail S. JunoNo ratings yet
- RH Catalizador RAGNDocument19 pagesRH Catalizador RAGNCAMILO SEBASTIAN CATACORA REVOLLONo ratings yet
- E3sconf Eece18 10006Document5 pagesE3sconf Eece18 10006Sudarsan Kumar VenkatesanNo ratings yet
- CPIE-2016 Paper 21 PDFDocument9 pagesCPIE-2016 Paper 21 PDFAtul ChauhanNo ratings yet
- Energy Procedia: Comparison of Solvents For Post-Combustion Capture of CO by Chemical AbsorptionDocument8 pagesEnergy Procedia: Comparison of Solvents For Post-Combustion Capture of CO by Chemical AbsorptionFunky labsNo ratings yet
- Molecular ModelingDocument22 pagesMolecular ModelingHely PatelNo ratings yet
- Review of The Main Mathematical Models Used in Visimix: Simulation of Mixing-Related Processes For Chemical EngineersDocument36 pagesReview of The Main Mathematical Models Used in Visimix: Simulation of Mixing-Related Processes For Chemical EngineersPhượng NguyễnNo ratings yet
- Final Simulation Paper Chem ConDocument11 pagesFinal Simulation Paper Chem ConSzidonia DeeNo ratings yet
- Operator Training System For Hydrocracking Unit PDFDocument7 pagesOperator Training System For Hydrocracking Unit PDFAli Gohar RaoNo ratings yet
- 在维|iphone 7P线路图最新 PDFDocument81 pages在维|iphone 7P线路图最新 PDFKo Sai MownlainNo ratings yet
- Impact of Fluid Flow On Free Radical Polymerization in A Batch ReactorDocument26 pagesImpact of Fluid Flow On Free Radical Polymerization in A Batch ReactorNIKHIL SHINDENo ratings yet
- MTPA and Field Weakening Control of Synchronous Reluctance MotorDocument5 pagesMTPA and Field Weakening Control of Synchronous Reluctance MotorIVAN FELIPE BERNAL GOMEZNo ratings yet
- Modeling CO2 Capture With Aqueous MonoethanolamineDocument8 pagesModeling CO2 Capture With Aqueous MonoethanolamineSuprio KamalNo ratings yet
- Safety 2018-19Document7 pagesSafety 2018-19SKITTLE BEASTNo ratings yet
- 18MT320 Old PDFDocument9 pages18MT320 Old PDFgkgjNo ratings yet
- Chemistry Chemical Kinetics Nuclear Chemistry Complete ModuleDocument97 pagesChemistry Chemical Kinetics Nuclear Chemistry Complete Moduleruchir angraNo ratings yet
- FotocatalisisDocument10 pagesFotocatalisisAndrea ZuluagaNo ratings yet
- Production of MTBE Using Reactive DistilDocument4 pagesProduction of MTBE Using Reactive DistilIndraNo ratings yet
- Rosen (2006) Implementing ADM1 For Plantwide Benchmark Simulations in Matlab-SimulinkDocument8 pagesRosen (2006) Implementing ADM1 For Plantwide Benchmark Simulations in Matlab-SimulinkJuan Jose SossaNo ratings yet
- Begalhouse CGCE Paper TemplateDocument8 pagesBegalhouse CGCE Paper TemplatedhairNo ratings yet
- Smart Gas Sensor For Miniaturization of E-Nose: Imam - Jmi@yahoo - Co.inDocument6 pagesSmart Gas Sensor For Miniaturization of E-Nose: Imam - Jmi@yahoo - Co.inRajesh KumarNo ratings yet
- Multiphysics SimulationDocument8 pagesMultiphysics Simulationمحسن حيدريNo ratings yet
- CIRED2013 0357 FinalDocument4 pagesCIRED2013 0357 FinalBENMOUSSA IslamNo ratings yet
- TM P-05 Fuel Oxidant CompositionDocument15 pagesTM P-05 Fuel Oxidant CompositionJeroen C.100% (1)
- Synlett 2015, 26, 643-645Document3 pagesSynlett 2015, 26, 643-645RohanNo ratings yet
- CRE Notes AMUDocument136 pagesCRE Notes AMUsatya.usct.900450No ratings yet
- Simulation of The Xylene Isomerization Catalytic ReactorDocument6 pagesSimulation of The Xylene Isomerization Catalytic ReactorAssia El IdrissiNo ratings yet
- 1985 - A Simulator For Gas Kicks in Oil-Based Drilling MudsDocument12 pages1985 - A Simulator For Gas Kicks in Oil-Based Drilling MudsJonathan Felipe GaldinoNo ratings yet
- Effects of Fatty Acids On Low-Sulfur Diesel LubricityDocument8 pagesEffects of Fatty Acids On Low-Sulfur Diesel LubricityAashish GauravNo ratings yet
- Microchemical Journal: Roman M. Balabin, Ravilya Z. Sa Fieva, Ekaterina I. LomakinaDocument8 pagesMicrochemical Journal: Roman M. Balabin, Ravilya Z. Sa Fieva, Ekaterina I. LomakinaLuqmanNo ratings yet
- 7-Energy Storage GeDocument8 pages7-Energy Storage GealvarovergaraNo ratings yet
- 活性污泥数学模型 Asm 改进方式探讨Document5 pages活性污泥数学模型 Asm 改进方式探讨Forrest MengNo ratings yet
- Chemical Kinetics: What Factors Affect The Rate of A Reaction?Document10 pagesChemical Kinetics: What Factors Affect The Rate of A Reaction?sb7204jNo ratings yet
- ResearchTopics CombustionDocument10 pagesResearchTopics CombustionSyed Fawad MarwatNo ratings yet
- Diagrammma TernarioDocument6 pagesDiagrammma TernarioLuigi RussoNo ratings yet
- Numerical Analysis of Auto-Ignition of Ethanol: Vaibhav Kumar Sahu, Shrikrishna Deshpande, Vasudevan RaghavanDocument4 pagesNumerical Analysis of Auto-Ignition of Ethanol: Vaibhav Kumar Sahu, Shrikrishna Deshpande, Vasudevan RaghavansaperuddinNo ratings yet
- Mil STD 286C - CHG Notice 1 PDFDocument7 pagesMil STD 286C - CHG Notice 1 PDFBernard ShamNo ratings yet
- Correlations Between SARA Fractions and Physicochemical Properties With H-NMR Spectra of Vacuum Residues Fron Colmbian Crude Oils - 2014Document8 pagesCorrelations Between SARA Fractions and Physicochemical Properties With H-NMR Spectra of Vacuum Residues Fron Colmbian Crude Oils - 2014Natalia SuarezNo ratings yet
- CHE S402 Chapter 1 IntroductionDocument13 pagesCHE S402 Chapter 1 IntroductionSonu SinghNo ratings yet
- Jurnal 2Document4 pagesJurnal 2AnggiNo ratings yet
- 18MERB0 Hydraulics and Pneumatics: B.E. Degree (Mechanical Engineering)Document5 pages18MERB0 Hydraulics and Pneumatics: B.E. Degree (Mechanical Engineering)ManandhanNo ratings yet
- Models - Corr.corrosion Parameter EstimationDocument16 pagesModels - Corr.corrosion Parameter EstimationFelipe Cepeda SilvaNo ratings yet
- Preamble: B.E. Degree (Mechanical Engineering)Document6 pagesPreamble: B.E. Degree (Mechanical Engineering)ManandhanNo ratings yet
- Control of WecsDocument5 pagesControl of WecsKhaja SameeduddinNo ratings yet
- AFouineau IEEE Magnetics Inductance Resistance Windings REVISION-AFDocument12 pagesAFouineau IEEE Magnetics Inductance Resistance Windings REVISION-AFxandreayNo ratings yet
- Paper Spe122915Document8 pagesPaper Spe122915jose rodriguezNo ratings yet
- Microwave Engineering TechmaxOCR-SJDocument293 pagesMicrowave Engineering TechmaxOCR-SJTarak Sawant100% (1)
- Electromagnetic (EM) Cavity Resonance Residual Life IndicatorDocument4 pagesElectromagnetic (EM) Cavity Resonance Residual Life Indicator43No ratings yet
- Simplified Simulation Block Diagram of Twin-Shaft Gas TurbinesDocument8 pagesSimplified Simulation Block Diagram of Twin-Shaft Gas TurbinesLuca BozziNo ratings yet
- 0027 FiDocument6 pages0027 FiundeckedsadiqNo ratings yet
- Membrane Reactor Engineering: Applications for a Greener Process IndustryFrom EverandMembrane Reactor Engineering: Applications for a Greener Process IndustryNo ratings yet
- Nonlinear Traction Control Design for Parallel Hybrid VehiclesFrom EverandNonlinear Traction Control Design for Parallel Hybrid VehiclesNo ratings yet
- Introduction to Optical Waveguide Analysis: Solving Maxwell's Equation and the Schrödinger EquationFrom EverandIntroduction to Optical Waveguide Analysis: Solving Maxwell's Equation and the Schrödinger EquationNo ratings yet
- Masonry Wall Design in RISADocument16 pagesMasonry Wall Design in RISAkirubaNo ratings yet
- FootingDocument115 pagesFootingAnonymous 0blYQJa0KNo ratings yet
- 2 Term AY 2016-2017: University of Santo TomasDocument7 pages2 Term AY 2016-2017: University of Santo TomasPamela PoloNo ratings yet
- Example Sizing Ows Calculation Per API 421Document1 pageExample Sizing Ows Calculation Per API 421reninbabaskiNo ratings yet
- Be Civil-Engineering Semester-4 2022 December Structural-Analysisrev-2019-CDocument3 pagesBe Civil-Engineering Semester-4 2022 December Structural-Analysisrev-2019-Csapna.chaudhary171096No ratings yet
- Fluid Flow MeasurementDocument27 pagesFluid Flow MeasurementPercival ArcherNo ratings yet
- Ahri Standard 550Document123 pagesAhri Standard 550CARLOSNo ratings yet
- Recommended For You: Modeling Elastomeric BearingsDocument3 pagesRecommended For You: Modeling Elastomeric Bearingsnepoznati1111No ratings yet
- GLCCDocument81 pagesGLCC钱哥No ratings yet
- ASTM TablesDocument9 pagesASTM TablesradiNo ratings yet
- Presentation OpenfoamDocument29 pagesPresentation OpenfoamSattar Al-JabairNo ratings yet
- NASA-CR-112236 Adhesive Bonded Single Lap JointsDocument116 pagesNASA-CR-112236 Adhesive Bonded Single Lap JointsNuno MoreiraNo ratings yet
- Table of Content:: Mechanics of A Lamina Fibre Composites, FS20 Masoud Motavalli 1Document81 pagesTable of Content:: Mechanics of A Lamina Fibre Composites, FS20 Masoud Motavalli 1Joshua KarthikNo ratings yet
- Flight Dynamics - UnitTest-01 - 2010 - JD (5B & 5D)Document3 pagesFlight Dynamics - UnitTest-01 - 2010 - JD (5B & 5D)ae00505No ratings yet
- Final Model Paper Physics SSC-IDocument7 pagesFinal Model Paper Physics SSC-Iacumensales01No ratings yet
- Chapter 12a Specific Heat Capacities, Specific Latent HeatDocument4 pagesChapter 12a Specific Heat Capacities, Specific Latent HeatPathmanathan NadesonNo ratings yet
- 1-2 Structural Loading PDFDocument23 pages1-2 Structural Loading PDFHamid ElmyNo ratings yet
- Reality Check: Enver Karakas, Elliott Group, Cryodynamic Products, USADocument4 pagesReality Check: Enver Karakas, Elliott Group, Cryodynamic Products, USAptonnelNo ratings yet
- Assignment 2 - ViscosityDocument7 pagesAssignment 2 - ViscosityluluNo ratings yet
- Reynolds Transport TheoremDocument3 pagesReynolds Transport TheoremFaheem aktharNo ratings yet
- Group 4 How Rocks Behave Under Different Types of StressDocument32 pagesGroup 4 How Rocks Behave Under Different Types of StressAlyssa Rico-PiedadNo ratings yet
- History of Heat PumpsDocument114 pagesHistory of Heat PumpsAndreeaIrinaNo ratings yet
- Theory of Elasticity and PlasticityDocument12 pagesTheory of Elasticity and PlasticityBharathi RajNo ratings yet
- Applications of Maxwell's Thermodynamical Relations Part1Document22 pagesApplications of Maxwell's Thermodynamical Relations Part1s100% (2)
- Dynamic Simulation of Multi-Effect Evaporators PDFDocument10 pagesDynamic Simulation of Multi-Effect Evaporators PDFdesai sanketNo ratings yet
- New Lecture 5Document38 pagesNew Lecture 5Khulud K. HabanjarNo ratings yet