You might also like
- HTRI Input Design Basis - Rev. 0Document33 pagesHTRI Input Design Basis - Rev. 0Swath M Murali100% (2)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Rating and Design of Tubular Heat Exchangers Using HTRIDocument4 pagesRating and Design of Tubular Heat Exchangers Using HTRITejaswi AbburiNo ratings yet
- Heat TransferDocument24 pagesHeat TransferKavin RajNo ratings yet
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AFrom EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANo ratings yet
- HTED Shell and Tube H.ex. 2020Document68 pagesHTED Shell and Tube H.ex. 2020Vinesh KumarNo ratings yet
- Heat Exchanger Design - Part 1Document26 pagesHeat Exchanger Design - Part 1Siddhant SoymonNo ratings yet
- Heat ExchangersDocument36 pagesHeat ExchangersSyukri ShahNo ratings yet
- Module-06-Heat Exchanger PDFDocument46 pagesModule-06-Heat Exchanger PDFHaitham Saleem Al-ani100% (1)
- Project HMTDocument13 pagesProject HMTBra Sello RMNo ratings yet
- Heat ExchangersDocument48 pagesHeat ExchangersRiccat Shio'TangNo ratings yet
- Heat Exchanger Design: Table of ContentDocument18 pagesHeat Exchanger Design: Table of ContenthellopaNo ratings yet
- Heat ExchangersDocument56 pagesHeat ExchangersGeeva Prasanth ANo ratings yet
- PHT Unit-5 (THEORY)Document81 pagesPHT Unit-5 (THEORY)521 Balaji ONo ratings yet
- Chapter 3 Heat ExchangerDocument66 pagesChapter 3 Heat ExchangerramskokyNo ratings yet
- STHE DesignDocument25 pagesSTHE DesignAshish RanjanNo ratings yet
- Amit Chogale ThermalDocument11 pagesAmit Chogale ThermalAditya MhatreNo ratings yet
- Design and Analysis of Heat Exchangers GuideDocument43 pagesDesign and Analysis of Heat Exchangers GuideGabriel PachecoNo ratings yet
- Optimization of Shell and Tube Heat ExchangerDocument29 pagesOptimization of Shell and Tube Heat ExchangerAna QuintanaNo ratings yet
- Plate and Frame Heat ExchangerDocument53 pagesPlate and Frame Heat Exchangerdieuhien0210No ratings yet
- Prepared By: Mr. Harsh PanchalDocument46 pagesPrepared By: Mr. Harsh PanchalKáûshàl PãtëlNo ratings yet
- IJERT CFD Analysis of Double Pipe Counte (Lab 11)Document13 pagesIJERT CFD Analysis of Double Pipe Counte (Lab 11)bjuanlunabNo ratings yet
- AP Government GATE Online Classes: Heat TransferDocument88 pagesAP Government GATE Online Classes: Heat TransferRohan lallNo ratings yet
- Design and Fabrication of Spiral Coiled Heat ExchangerDocument20 pagesDesign and Fabrication of Spiral Coiled Heat ExchangerHem KumarNo ratings yet
- Heat Exchanger Design (Theory)Document20 pagesHeat Exchanger Design (Theory)Iqra MubeenNo ratings yet
- Heat Transfer: EctureDocument20 pagesHeat Transfer: EctureaymaNo ratings yet
- L 3Document60 pagesL 3Gebrekiros ArayaNo ratings yet
- Heat Transfre Subsea PipelinesDocument34 pagesHeat Transfre Subsea Pipelinesatils100% (1)
- Heat ExchangersDocument8 pagesHeat ExchangersLiyan Fajar GintaraNo ratings yet
- UGPA3033 Topic 4 Optimization of Heat Exchanger DesignDocument88 pagesUGPA3033 Topic 4 Optimization of Heat Exchanger DesignTko Kai OnnNo ratings yet
- Unit III Heat Exchange EquipmentDocument17 pagesUnit III Heat Exchange EquipmentaberraneNo ratings yet
- Module 5 Heat Exchanger Design - Part 1Document24 pagesModule 5 Heat Exchanger Design - Part 1Prince immanent BopapeNo ratings yet
- Document 1Document4 pagesDocument 1SAMARTHNo ratings yet
- Double Pipe by Sannan & HarisDocument72 pagesDouble Pipe by Sannan & HarisQuân Nguyễn ĐìnhNo ratings yet
- Process Equipment Design Chapter 5 - Heat Transfer Equipment Design (Part 1)Document86 pagesProcess Equipment Design Chapter 5 - Heat Transfer Equipment Design (Part 1)Naresh GanisonNo ratings yet
- Chapter 4 Shell and Tube Heat ExchangersDocument45 pagesChapter 4 Shell and Tube Heat Exchangerslockas222No ratings yet
- Heat Exchange in Subsea Flowline PDFDocument34 pagesHeat Exchange in Subsea Flowline PDFPrasanna KumariNo ratings yet
- Heat Exchange in Subsea Flowline PDFDocument34 pagesHeat Exchange in Subsea Flowline PDFPrasanna KumariNo ratings yet
- Insulation Thickness in Subsea FlowlineDocument34 pagesInsulation Thickness in Subsea FlowlineJOhn2No ratings yet
- Meshkat Design Heat ExchangerDocument36 pagesMeshkat Design Heat ExchangerjdedfvNo ratings yet
- SHELL AND TUBE HEAT EXCHANGER DESIGNDocument30 pagesSHELL AND TUBE HEAT EXCHANGER DESIGNShubham KumarNo ratings yet
- Universiti Kuala Lumpur Malaysian Institute of Chemical and Bioengineering TechnologyDocument24 pagesUniversiti Kuala Lumpur Malaysian Institute of Chemical and Bioengineering TechnologyHanif YusofNo ratings yet
- Intercambiador de CalorDocument55 pagesIntercambiador de Calorandy pandaNo ratings yet
- CFD Analysis On Pulsating Heat Pipe To Improve Heat TransferDocument5 pagesCFD Analysis On Pulsating Heat Pipe To Improve Heat TransferijripublishersNo ratings yet
- Heat Pipe in HvacDocument11 pagesHeat Pipe in HvacOmkar ChavanNo ratings yet
- Exploring Pulsating Heat Pipe Efficiency Across Different Sizes and Heat LevelsDocument6 pagesExploring Pulsating Heat Pipe Efficiency Across Different Sizes and Heat Levelsdeepan101969No ratings yet
- Second Law Analysis of Plate Heat Exchange: Submitted By: Waleed Zaki Al-Jumaydi Sami Farag Al - RefaiDocument52 pagesSecond Law Analysis of Plate Heat Exchange: Submitted By: Waleed Zaki Al-Jumaydi Sami Farag Al - Refaiوليد عاتقNo ratings yet
- Shell & Tube Heat Exchanger Design ProcedureDocument30 pagesShell & Tube Heat Exchanger Design ProcedureQamar AbbasNo ratings yet
- Heat Transfer Equipment Design and SelectionDocument72 pagesHeat Transfer Equipment Design and SelectionLouie GresulaNo ratings yet
- Drop Through The Exchanger, Which Can Result in HigherDocument6 pagesDrop Through The Exchanger, Which Can Result in Higherjoana_vibar100% (1)
- Basic Refinery Equipment - Heat Exchanger (E003/1)Document27 pagesBasic Refinery Equipment - Heat Exchanger (E003/1)ebsmsart100% (1)
- Final ReportDocument70 pagesFinal ReportSudarshan KulandhaivelNo ratings yet
- Heat Exchanger DesignDocument27 pagesHeat Exchanger DesignTri Vicca WibisonoNo ratings yet
- ChapterDocument4 pagesChapterIskandar ZulkarnainNo ratings yet
- Design, Analysis and Fabrication of Shell and Tube Heat ExchangerDocument13 pagesDesign, Analysis and Fabrication of Shell and Tube Heat Exchangerabel siudNo ratings yet
- Heat Transfer and U-ValuesDocument35 pagesHeat Transfer and U-ValuesaliNo ratings yet
- Presentation Heat ExchhangerDocument25 pagesPresentation Heat ExchhangernagrajNo ratings yet
- Double Pipe Heat ExchangerDocument5 pagesDouble Pipe Heat ExchangerSheb LorenoNo ratings yet
- HEAT TRANSFER: TYPES OF HEAT EXCHANGERSDocument36 pagesHEAT TRANSFER: TYPES OF HEAT EXCHANGERSCarol Mae CelisNo ratings yet
- Heat Exchangers: Fundamentals of Thermal-Fluid Sciences, 3rd EditionDocument64 pagesHeat Exchangers: Fundamentals of Thermal-Fluid Sciences, 3rd EditionJhoan Fernando Acevedo EspinosaNo ratings yet
- Engineering Design Guideline - HX Rev 3Document24 pagesEngineering Design Guideline - HX Rev 3axle_ramNo ratings yet
- Lecture 5Document39 pagesLecture 5Dany LoboNo ratings yet
- IOCL Training ReportDocument27 pagesIOCL Training ReportNirmit MadaanNo ratings yet
- Saes e 101Document6 pagesSaes e 101Li PengNo ratings yet
- Welcome To The Test and Production Separation Production Separation PresentationDocument73 pagesWelcome To The Test and Production Separation Production Separation PresentationhamdiiiiiiiiiiiiiiiiNo ratings yet
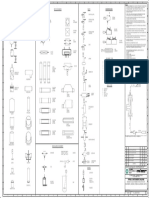
- Legend Sheet P&ID For As-Built - Drafting On 20210722-1Document1 pageLegend Sheet P&ID For As-Built - Drafting On 20210722-1Ludi D. LunarNo ratings yet
- Final1change (Autosaved)Document121 pagesFinal1change (Autosaved)Ghulam Mustafa GhummanNo ratings yet
- Product Manual 2020 - Kingair VNDocument35 pagesProduct Manual 2020 - Kingair VNNguyễn Đắc DuẩnNo ratings yet
- Louvre BafflesDocument10 pagesLouvre BafflesAbhishek kumarNo ratings yet
- Heat Exchanger PresentationDocument27 pagesHeat Exchanger PresentationHIPAP100% (1)
- B-Span ProfileDocument13 pagesB-Span ProfileVengatesh HariNo ratings yet
- LEC# 11. Heat Exchanger, CondenserDocument25 pagesLEC# 11. Heat Exchanger, CondenserAli Murad JokhioNo ratings yet
- Shell and Tube Heat ExchangersDocument13 pagesShell and Tube Heat ExchangersLieu Dinh PhungNo ratings yet
- Shel & Tube Heat Exchanger DesignDocument27 pagesShel & Tube Heat Exchanger DesignMuhammad Hamza NaveedNo ratings yet
- Heat ExchangerDocument34 pagesHeat ExchangerMaria Cecille Sarmiento GarciaNo ratings yet
- 7810-8110-Ca-1540-651-001 - HP FG KodDocument68 pages7810-8110-Ca-1540-651-001 - HP FG Kodgopal krishnan0% (1)
- Funke Quality Heat Exchangers - SmallDocument77 pagesFunke Quality Heat Exchangers - Smallrini mokoagowNo ratings yet
- Air-Cooled Heat Exchangers Fin-Fan: by M.M.SorourDocument64 pagesAir-Cooled Heat Exchangers Fin-Fan: by M.M.SorourNader GaafarNo ratings yet
- Shell and Tube Heat ExchangerDocument23 pagesShell and Tube Heat ExchangerMuhammad Abdullah 938-FET/BSME/F20No ratings yet
- E-6: Heat Exchanger (Shell-and-Tube Cooler)Document2 pagesE-6: Heat Exchanger (Shell-and-Tube Cooler)Cester Gale DucusinNo ratings yet
- Equipment Nozzle Loads Design RequirementsDocument11 pagesEquipment Nozzle Loads Design RequirementsahmedalishNo ratings yet
- Fouling of Heat Exchanger SurfacesDocument26 pagesFouling of Heat Exchanger SurfacesestebanNo ratings yet
- Acetaldehyde Properties and Production ProcessesDocument124 pagesAcetaldehyde Properties and Production ProcessesAdilaAnbreen80% (5)
- Gujarat Technological University Chemical Engineering (05) : Process Heat Transfer B.E. 4 SemesterDocument4 pagesGujarat Technological University Chemical Engineering (05) : Process Heat Transfer B.E. 4 SemesterPar PatelNo ratings yet
- Shell and Tube Heat ExchangerDocument47 pagesShell and Tube Heat ExchangerRamesh Kumar Ponnada100% (1)
- Design of Shell & Tube Heat Exchanger Using SperadsheetDocument47 pagesDesign of Shell & Tube Heat Exchanger Using SperadsheetVirbhadrasinh Puwar100% (15)
- Floating Head Heat ExchangerDocument5 pagesFloating Head Heat ExchangerniralNo ratings yet
- Shell and Tube Heat Exchanger Specification Sheet: (Inlet) Shell Side (Outlet) (Inlet) Tube Side (Outlet)Document5 pagesShell and Tube Heat Exchanger Specification Sheet: (Inlet) Shell Side (Outlet) (Inlet) Tube Side (Outlet)John BenderNo ratings yet