You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Staticki Proracun Krova Nad Postojecom Ozidanom Konstrukcijom - SlankamenDocument13 pagesStaticki Proracun Krova Nad Postojecom Ozidanom Konstrukcijom - SlankamenDejan Deki MaticNo ratings yet
- Licna KartaDocument2 pagesLicna KartaDejan Deki MaticNo ratings yet
- 21 - 19.PZI.6 - 2 Rezervoar Amonijacne VodeDocument54 pages21 - 19.PZI.6 - 2 Rezervoar Amonijacne VodeDejan Deki MaticNo ratings yet
- BABA - Final - NewDocument73 pagesBABA - Final - NewDejan Deki MaticNo ratings yet
- GM 69 - Fasade - Nadstresnice 11 I 12 - List 02Document1 pageGM 69 - Fasade - Nadstresnice 11 I 12 - List 02Dejan Deki MaticNo ratings yet
- Staticki Proracun Kranske StazeDocument25 pagesStaticki Proracun Kranske StazeDejan Deki MaticNo ratings yet
- ME 1 - IV Smena - 3. Trece Predavanje - Proracun Masinskih Elemenata 2020Document92 pagesME 1 - IV Smena - 3. Trece Predavanje - Proracun Masinskih Elemenata 2020Dejan Deki MaticNo ratings yet
- Uopstene FunkcijeDocument9 pagesUopstene FunkcijeDejan Deki MaticNo ratings yet
- PHD 2016 Zoran PerovicDocument141 pagesPHD 2016 Zoran PerovicDejan Deki MaticNo ratings yet
- Preliminary Design Check According To EN 1993-1-1Document10 pagesPreliminary Design Check According To EN 1993-1-1Dejan Deki MaticNo ratings yet
- Opšti Uslovi Za Kredite I Pozajmice - U Primeni Od 10.07.2019.Document13 pagesOpšti Uslovi Za Kredite I Pozajmice - U Primeni Od 10.07.2019.Dejan Deki MaticNo ratings yet
- PHD 2020 Petar KnezevicDocument112 pagesPHD 2020 Petar KnezevicDejan Deki MaticNo ratings yet
- Vacono Aluminium Covers: ZENTRALL FTER-0,2m /2ft CENTER VENT-0,2m /2ftDocument1 pageVacono Aluminium Covers: ZENTRALL FTER-0,2m /2ft CENTER VENT-0,2m /2ftDejan Deki MaticNo ratings yet
- T1 Platforma Za VezbanjeDocument2 pagesT1 Platforma Za VezbanjeDejan Deki MaticNo ratings yet
- 02 Dinamicka OpterecenjaDocument116 pages02 Dinamicka OpterecenjaDejan Deki MaticNo ratings yet
- 202098-PZI-6-700-03-01 Rev1 Omotac RezervoaraDocument1 page202098-PZI-6-700-03-01 Rev1 Omotac RezervoaraDejan Deki MaticNo ratings yet
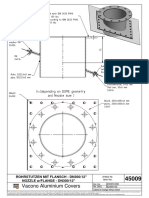
- Vacono Aluminium Covers: H (Depending On DOME Geometry and Nozzle Size)Document1 pageVacono Aluminium Covers: H (Depending On DOME Geometry and Nozzle Size)Dejan Deki MaticNo ratings yet
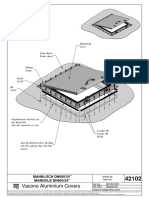
- Vacono Aluminium Covers: MANNLOCH DN600/24" MANHOLE DN600/24"Document2 pagesVacono Aluminium Covers: MANNLOCH DN600/24" MANHOLE DN600/24"Dejan Deki MaticNo ratings yet
- Ponuda P-10-20 R01Tankmont-KonstruktorDocument2 pagesPonuda P-10-20 R01Tankmont-KonstruktorDejan Deki MaticNo ratings yet
- Vacono Aluminium Covers: AL-FC QE - Verbindungsplatten AL-FC QE - Connection PlatesDocument16 pagesVacono Aluminium Covers: AL-FC QE - Verbindungsplatten AL-FC QE - Connection PlatesDejan Deki MaticNo ratings yet
- Konstruktor Konsalting - Ugovor o Projektovanju I Izvođenju Dela Radova Na Izgradnji Čeličnih Silosa U KučevuDocument9 pagesKonstruktor Konsalting - Ugovor o Projektovanju I Izvođenju Dela Radova Na Izgradnji Čeličnih Silosa U KučevuDejan Deki MaticNo ratings yet