You might also like
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Advances in Research on the Strength and Fracture of Materials: An OverviewFrom EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD M R TaplinNo ratings yet
- Precipitation in The Ni-Cu-Base Alloy Monel K-500Document13 pagesPrecipitation in The Ni-Cu-Base Alloy Monel K-500farhadeeNo ratings yet
- Super AlloysDocument17 pagesSuper AlloysjoshibecNo ratings yet
- LECTURE 06 - Nickel and Its AlloysDocument16 pagesLECTURE 06 - Nickel and Its AlloysMarisa RobertsNo ratings yet
- 1.the Basics of Ferrous MetallurgyDocument83 pages1.the Basics of Ferrous MetallurgyfenasikerimNo ratings yet
- Decomposition of Austenite in Austenitic Stainless SteelsDocument13 pagesDecomposition of Austenite in Austenitic Stainless SteelsregistrosegNo ratings yet
- Hsla SteelDocument22 pagesHsla SteelriteshbarmanNo ratings yet
- Effects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590Document4 pagesEffects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590IJRASETPublicationsNo ratings yet
- Past Present and Future of The Duplex Stainless SteelsDocument10 pagesPast Present and Future of The Duplex Stainless SteelsbayumahardikaNo ratings yet
- Engineering Science and Technology, An International JournalDocument7 pagesEngineering Science and Technology, An International JournalIago CazottoNo ratings yet
- Corrosion-resistant nickel alloys guideDocument14 pagesCorrosion-resistant nickel alloys guideWahid Muhamad Furkon RahmatullohNo ratings yet
- Vanadium Alloyed SteelsDocument8 pagesVanadium Alloyed Steelskarthik vasan bNo ratings yet
- Recovery and Recrystallization Kinetics in AA1050 and AA3003 Aluminium AlloysDocument196 pagesRecovery and Recrystallization Kinetics in AA1050 and AA3003 Aluminium AlloysRavjManjunathNo ratings yet
- The Effect of Heat Treatment On Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless SteelDocument6 pagesThe Effect of Heat Treatment On Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless Steelanon_506964735No ratings yet
- Vanadium microalloying in hot rolled steel sheetDocument9 pagesVanadium microalloying in hot rolled steel sheetUlises Quintana CarhuanchoNo ratings yet
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocument32 pagesMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNo ratings yet
- Review of Creep Resistant SteelsDocument4 pagesReview of Creep Resistant SteelsAleš NagodeNo ratings yet
- Niobium's Role in Precipitation-Hardened Nickel AlloysDocument20 pagesNiobium's Role in Precipitation-Hardened Nickel AlloysvaseaNo ratings yet
- Inconel 625 PDFDocument58 pagesInconel 625 PDF孙俊磊No ratings yet
- Austenitic Stainless SteelsDocument23 pagesAustenitic Stainless SteelsAndrea VieyraNo ratings yet
- Modern High Strength Niobium Microallyed Structural SteelsDocument26 pagesModern High Strength Niobium Microallyed Structural SteelsimetallurgyNo ratings yet
- Steel Grain Size CalculationDocument17 pagesSteel Grain Size CalculationtechneoNo ratings yet
- Corrosion of SS in Nitric Acid ServiceDocument23 pagesCorrosion of SS in Nitric Acid ServiceAdriaan de Witt100% (1)
- History of Stainless SteelDocument65 pagesHistory of Stainless SteelMayank100% (1)
- Lecture - Magnesium Alloys - Hue'sDocument29 pagesLecture - Magnesium Alloys - Hue'sMurali ManuNo ratings yet
- PREN Number Effect On AlloyDocument6 pagesPREN Number Effect On AlloyVed JoshiNo ratings yet
- A Review - Weight Loss Studies On The Corrosion Behavior of Some Metals in Various MediaDocument8 pagesA Review - Weight Loss Studies On The Corrosion Behavior of Some Metals in Various MediaRonald GarciaNo ratings yet
- Physical MetallurgyDocument101 pagesPhysical MetallurgySheikh Sabbir SarforazNo ratings yet
- A New Role For Microalloyed SteelsDocument11 pagesA New Role For Microalloyed SteelsMuhammed SulfeekNo ratings yet
- Longtermoxidationbehaviour PDFDocument10 pagesLongtermoxidationbehaviour PDFAnonymous lmCR3SkPrKNo ratings yet
- Martensite and The Control of Retained AusteniteDocument6 pagesMartensite and The Control of Retained AusteniteMarcoTulioFonsecaNo ratings yet
- Ah PDFDocument110 pagesAh PDFrocktallicaNo ratings yet
- MS - 003400 - 01 Rev 29Document22 pagesMS - 003400 - 01 Rev 29Arjun PrajapatiNo ratings yet
- Failure Analysis of Cracked Reformer Tubes Reveals Thermal Shock CauseDocument6 pagesFailure Analysis of Cracked Reformer Tubes Reveals Thermal Shock CauseOwais MalikNo ratings yet
- Podfa AluminumDocument8 pagesPodfa AluminumAnonymous TfZRkQYNo ratings yet
- Fractography SteelDocument42 pagesFractography SteelRebeccaNandaNo ratings yet
- Aws WJ 202009Document78 pagesAws WJ 202009Fernando Emmanuel BenitezNo ratings yet
- 2-7 Plain Carbon and Carbon Maganese SteelsDocument49 pages2-7 Plain Carbon and Carbon Maganese SteelsSolomonNo ratings yet
- HEAT TREATMENT OF TOOL STEELDocument20 pagesHEAT TREATMENT OF TOOL STEELعزت عبد المنعمNo ratings yet
- Heat Treatment Methods for Commercial Engineering SteelsDocument34 pagesHeat Treatment Methods for Commercial Engineering SteelsmeNo ratings yet
- CarburisingDocument4 pagesCarburisingSelva KumarNo ratings yet
- Heat Treatmhent 2Document483 pagesHeat Treatmhent 2Recep VatanseverNo ratings yet
- Zn-Fe-Al Phase Diagram Low TempDocument16 pagesZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Surface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaDocument8 pagesSurface & Coatings Technology: A. Rico, J. Gómez-García, C.J. Múnez, P. Poza, V. UtrillaJhonatan GomezNo ratings yet
- Stainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Document291 pagesStainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Ariel NemcoNo ratings yet
- Rene 41Document66 pagesRene 41sunsirNo ratings yet
- Weld Metal Solidification-1 - Grain StructureDocument51 pagesWeld Metal Solidification-1 - Grain StructureChelekara Subramanian Abhilash Iyer100% (3)
- 40 CrMo 4Document5 pages40 CrMo 4utpalchauhan6486100% (1)
- Effect of Tempering Temperature On Microstructure and Mechanical Properties of AISI 6150 SteelDocument5 pagesEffect of Tempering Temperature On Microstructure and Mechanical Properties of AISI 6150 SteelCường BéoNo ratings yet
- Incoloy Alloy 825Document4 pagesIncoloy Alloy 825Roman PaduaNo ratings yet
- The Use of VanadiumDocument182 pagesThe Use of VanadiumRavjManjunathNo ratings yet
- Common Causes of Premature Failure of MN SteelDocument3 pagesCommon Causes of Premature Failure of MN Steeldrackensohn100% (1)
- Metallurgical Failure Analysis-IDocument30 pagesMetallurgical Failure Analysis-ISaurabh SinghNo ratings yet
- Steel MakingDocument28 pagesSteel Makingsatish_trivediNo ratings yet
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocument5 pagesRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingNo ratings yet
- Adiabatic Shear Localization: Frontiers and AdvancesFrom EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNo ratings yet
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaFrom EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinNo ratings yet
- Chemistry Form 4 Chapter 9: Manufactured Substances in IndustryDocument20 pagesChemistry Form 4 Chapter 9: Manufactured Substances in IndustryRozaini Ermi100% (6)
- DIN EN ISO 1461 031999-EnDocument17 pagesDIN EN ISO 1461 031999-EnChristopher MendozaNo ratings yet
- Basic Technology Basic 9Document3 pagesBasic Technology Basic 9Zainab AbdulNo ratings yet
- Properties and Applications of Ceramic MaterialsDocument8 pagesProperties and Applications of Ceramic Materialspriyanshu dhawanNo ratings yet
- Corby AndersonDocument127 pagesCorby AndersonDouglas Vásquez SandovalNo ratings yet
- Steel Mill Industrial TrainingDocument34 pagesSteel Mill Industrial TrainingBenNo ratings yet
- Metamorphic Rocks and ProcessesDocument8 pagesMetamorphic Rocks and ProcessesTawseef HossainNo ratings yet
- FLOWCHART TIN PRODUCTIONDocument11 pagesFLOWCHART TIN PRODUCTIONanton wibowoNo ratings yet
- Katalog Kabel Tray-DikonversiDocument66 pagesKatalog Kabel Tray-Dikonversimahriana ppmNo ratings yet
- CH 09Document46 pagesCH 09Sky 6794No ratings yet
- Metalurgi I-Lecture14.Surface Hardening of SteelDocument8 pagesMetalurgi I-Lecture14.Surface Hardening of SteelAchmad Nur HusainiNo ratings yet
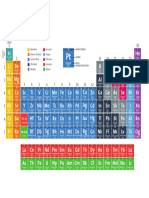
- The Periodic Table of Elements: Daniel LundbergDocument2 pagesThe Periodic Table of Elements: Daniel LundbergAHNAF AJMAINNo ratings yet
- Quartz VeinsDocument9 pagesQuartz Veinskanwaljeetsingh05No ratings yet
- Steel Construction Presentation Sem 9THDocument22 pagesSteel Construction Presentation Sem 9THAr Shivali SinghNo ratings yet
- Materials and Processes Quiz 2Document7 pagesMaterials and Processes Quiz 2RuthNo ratings yet
- Steel Inclusion Study on Failure MechanismsDocument25 pagesSteel Inclusion Study on Failure MechanismsAkshay29No ratings yet
- TestDocument51 pagesTestNiaz KilamNo ratings yet
- Catalog of Steel Handbook Printed 1691239428Document8 pagesCatalog of Steel Handbook Printed 1691239428fahid masoodNo ratings yet
- Type 321-321H Stainless SteelDocument2 pagesType 321-321H Stainless SteelPravin PawarNo ratings yet
- Module 2 CementDocument20 pagesModule 2 CementKamil ShairNo ratings yet
- Admixtures: Presented by Engr. Malik Hammad NaseerDocument32 pagesAdmixtures: Presented by Engr. Malik Hammad Naseerkhalid khanNo ratings yet
- ASTM E407-07 Standard Practice For Microetching Metals and AlloysDocument22 pagesASTM E407-07 Standard Practice For Microetching Metals and AlloysRifqiMahendraPutra100% (3)
- An Introduction To The Design and Survey of Marine PropellersDocument54 pagesAn Introduction To The Design and Survey of Marine PropellersMd. Shahjada TarafderNo ratings yet
- Acs Periodic Table Poster - DownloadDocument1 pageAcs Periodic Table Poster - DownloadBenedick CruzNo ratings yet
- Refractory Materials For Metallurgical Uses: JOM, Vol. 70, No. 11, 2018Document2 pagesRefractory Materials For Metallurgical Uses: JOM, Vol. 70, No. 11, 2018neo 87No ratings yet
- New Welding Technologies For Car Body Frame WeldingDocument6 pagesNew Welding Technologies For Car Body Frame WeldingTejas krishnakanthNo ratings yet
- Chemical Composition - Al AlloysDocument4 pagesChemical Composition - Al Alloysamit2688No ratings yet
- WPSAmerica 2Document2 pagesWPSAmerica 2Khaled bouhlelNo ratings yet
- Aerospace Material Specification: Nickel Alloy, Corrosion and Heat-Resistant, Wire 74ni - 15.5Cr - 8.0fe AnnealedDocument6 pagesAerospace Material Specification: Nickel Alloy, Corrosion and Heat-Resistant, Wire 74ni - 15.5Cr - 8.0fe AnnealedAnonymous T6GllLl0No ratings yet
- Modul Basic Aircraft Material - English Version Pak BambangDocument62 pagesModul Basic Aircraft Material - English Version Pak Bambanganandadinatha77No ratings yet