You might also like
- Seven Basic Quality Tools for Continuous Process ImprovementDocument61 pagesSeven Basic Quality Tools for Continuous Process ImprovementFarshan SulaimanNo ratings yet
- 7 TOOLS FOR THE QUALITY JOURNEYDocument23 pages7 TOOLS FOR THE QUALITY JOURNEYfull sunNo ratings yet
- Chapter-3-Methods Engineering and Operations AnalysisDocument30 pagesChapter-3-Methods Engineering and Operations AnalysismtdestaNo ratings yet
- Unit 3Document43 pagesUnit 3SandeepNo ratings yet
- Lecture 8_ Project Quality Control (1)Document50 pagesLecture 8_ Project Quality Control (1)macjonan745No ratings yet
- Quality Improvement Processes and ToolsDocument11 pagesQuality Improvement Processes and ToolsErwin BenitezNo ratings yet
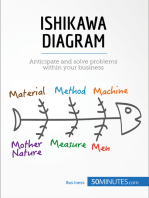
- Ishikawa Diagram: Anticipate and solve problems within your businessFrom EverandIshikawa Diagram: Anticipate and solve problems within your businessRating: 5 out of 5 stars5/5 (3)
- Engineering Design Methods and Tools SummaryDocument14 pagesEngineering Design Methods and Tools SummaryMian Abdullah YaseenNo ratings yet
- Quality Function DeploymentDocument49 pagesQuality Function DeploymentMoeshfieq WilliamsNo ratings yet
- 2516 (3) TQM Tools and TechniquesDocument51 pages2516 (3) TQM Tools and TechniquesAshish SinghaniaNo ratings yet
- System Analysis Overview and ToolsDocument18 pagesSystem Analysis Overview and ToolsKristian CzarNo ratings yet
- Tools and Techniques For TQM: Dr. Ayham Jaaron Second Semester 2010/2011Document51 pagesTools and Techniques For TQM: Dr. Ayham Jaaron Second Semester 2010/2011mushtaque61No ratings yet
- Quality Tools ChartDocument46 pagesQuality Tools ChartIshaan RajNo ratings yet
- 8d Problemsolvingmethod 130828060105 Phpapp02Document204 pages8d Problemsolvingmethod 130828060105 Phpapp02Padarabinda MaharanaNo ratings yet
- CHAPTER 4&5:: System Development ProcessDocument79 pagesCHAPTER 4&5:: System Development ProcesschenlyNo ratings yet
- Topic 2 - 7 QC ToolsDocument68 pagesTopic 2 - 7 QC ToolsFikri ZdinNo ratings yet
- Quality Function Deployment (QFD)Document8 pagesQuality Function Deployment (QFD)Hepsiba CatherineNo ratings yet
- Six Sigma Quality Tools and CirclesDocument38 pagesSix Sigma Quality Tools and CirclesSanjay AdhikariNo ratings yet
- Class One PracticeDocument27 pagesClass One Practicekomallondhe005No ratings yet
- Slide TQMDocument50 pagesSlide TQMmirshakibhasan11No ratings yet
- Module 2 TOSDocument74 pagesModule 2 TOSDr. Leela M HNo ratings yet
- Qfd-Quality Function DeploymentDocument11 pagesQfd-Quality Function DeploymentOral RobertzNo ratings yet
- Week 5 - ReadingsDocument6 pagesWeek 5 - ReadingsRwanda PhillingtonNo ratings yet
- Engineering Design Project Proposal Guideline and TemlateDocument3 pagesEngineering Design Project Proposal Guideline and TemlateПантелић СтефанNo ratings yet
- DFD and CASE ToolsDocument32 pagesDFD and CASE ToolsSwati MallickNo ratings yet
- Module 3Document60 pagesModule 3Viraj KaleNo ratings yet
- The New Quality ToolsDocument42 pagesThe New Quality ToolsRavi SinghNo ratings yet
- Shigeru Mizuno: - Philosopher of Quality - Born in JapanDocument15 pagesShigeru Mizuno: - Philosopher of Quality - Born in JapanhannahNo ratings yet
- Total Quality Management (TQM) ToolsDocument7 pagesTotal Quality Management (TQM) ToolsLaks_AsgNo ratings yet
- Introduction To System AnalysisDocument29 pagesIntroduction To System Analysisjheneryjane mariñoNo ratings yet
- Techniques For Quality ManagementDocument10 pagesTechniques For Quality Managementshipra damirNo ratings yet
- Six SigmaDocument26 pagesSix SigmaAr ViNo ratings yet
- Six Sigma ToolsDocument9 pagesSix Sigma ToolsKimberly virgineza100% (1)
- Product Design and DevelopmentDocument28 pagesProduct Design and DevelopmentnarsaiahNo ratings yet
- Tools For Work Analysis and Measurement: Semester One-2022Document24 pagesTools For Work Analysis and Measurement: Semester One-2022sifiso nkabindeNo ratings yet
- The Quality ToolboxDocument79 pagesThe Quality ToolboxDouglas Schunke100% (3)
- Quality Management in ProjectsDocument10 pagesQuality Management in Projectsselinasimpson2601No ratings yet
- Project Quality ManagementDocument71 pagesProject Quality ManagementAleem HabibNo ratings yet
- Tools of Total Quality ManagementDocument4 pagesTools of Total Quality ManagementnasserkcNo ratings yet
- Chapter 5Document37 pagesChapter 5The BigBradNo ratings yet
- ACTIVITY 7-Paghid, Avelino Jr.-Pcbet-20-501eDocument6 pagesACTIVITY 7-Paghid, Avelino Jr.-Pcbet-20-501eChesca GonzalesNo ratings yet
- Tools Methods and MethodologyDocument67 pagesTools Methods and MethodologyCarissa UrrizaNo ratings yet
- Quality Operations ManagementDocument8 pagesQuality Operations Managementselinasimpson1901No ratings yet
- BabokDocument103 pagesBabokpriya007mishraNo ratings yet
- DESIGN ON PUGH MATRIXDocument9 pagesDESIGN ON PUGH MATRIXLovenia M. FerrerNo ratings yet
- Chapter 3Document43 pagesChapter 3James MacalaladNo ratings yet
- Evaluating Design Optimization ModelsDocument18 pagesEvaluating Design Optimization ModelsjamesNo ratings yet
- Quality Tools WorkshopDocument45 pagesQuality Tools WorkshopAhmed Hassan ShehataNo ratings yet
- Seven Quality Tools NewDocument60 pagesSeven Quality Tools Newsrinivastr100% (6)
- Crisp DMDocument38 pagesCrisp DMnxjnvkNo ratings yet
- Systems Development Life Cycle (SDLCDocument45 pagesSystems Development Life Cycle (SDLCCHRISTINE ANN AGUINALDONo ratings yet
- Software Requirement understanding and analysis.pptxDocument24 pagesSoftware Requirement understanding and analysis.pptxgfdsa jklNo ratings yet
- Continuous Improvement SupportingDocument7 pagesContinuous Improvement SupportingNishant VermaNo ratings yet
- Design of Processes, Jobs, and WorkDocument25 pagesDesign of Processes, Jobs, and Workjme_pescasioNo ratings yet
- Value EngineeringDocument51 pagesValue Engineeringjagfifa71% (14)
- Systems Engineering Process Flow A Complete Guide - 2020 EditionFrom EverandSystems Engineering Process Flow A Complete Guide - 2020 EditionNo ratings yet
- Core Architecture Data Model A Complete Guide - 2020 EditionFrom EverandCore Architecture Data Model A Complete Guide - 2020 EditionNo ratings yet
- Module 3Document9 pagesModule 31C Lydia Anne D. LapatNo ratings yet
- SelectionDocument8 pagesSelectionimamniftNo ratings yet
- Live The Life You DesireDocument74 pagesLive The Life You DesireDarja MežanNo ratings yet
- Business Ethics GuideDocument16 pagesBusiness Ethics GuideRitika DiwakarNo ratings yet
- 20 KeysDocument2 pages20 KeysShymaa AbdeldayemNo ratings yet
- Mcqs On Chapter 7 Foundation of PlanningDocument7 pagesMcqs On Chapter 7 Foundation of PlanningKAINAT MUSHTAQ100% (1)
- Hrpractices of Wipro 130717052505 Phpapp02 PDFDocument42 pagesHrpractices of Wipro 130717052505 Phpapp02 PDFSakshi VermaNo ratings yet
- Production Management Unit 1Document92 pagesProduction Management Unit 1Vikas Singh100% (1)
- Strategic Planning As A Tool For Achieving Organizational Objectives in Nigerian Public SectorDocument51 pagesStrategic Planning As A Tool For Achieving Organizational Objectives in Nigerian Public SectorsamutechNo ratings yet
- ACCA P5 - Advanced Performance Management Passcards 2013-1Document177 pagesACCA P5 - Advanced Performance Management Passcards 2013-1allenchi100% (3)
- Taal LightsDocument15 pagesTaal LightsJanela Jenica RamosNo ratings yet
- Functions of ManagementDocument34 pagesFunctions of ManagementImei Jumao-asNo ratings yet
- ATR2028Document23 pagesATR2028carnagexxNo ratings yet
- Parental Expectations and Academic Stress in School StudentsDocument4 pagesParental Expectations and Academic Stress in School StudentsAndrei BantilingNo ratings yet
- Build It: The Rebel Playbook For World-Class Employee EngagementDocument7 pagesBuild It: The Rebel Playbook For World-Class Employee EngagementSamier QuisaiNo ratings yet
- Chapter 3 Foundation of PlanningDocument25 pagesChapter 3 Foundation of PlanningNabin GautamNo ratings yet
- Team Building - Notes PDFDocument23 pagesTeam Building - Notes PDFAlonnyNo ratings yet
- PMOB AllDocument300 pagesPMOB AllshashankNo ratings yet
- MBA 507 Final Report Jamuna GroupDocument28 pagesMBA 507 Final Report Jamuna GroupFahad ImtiazNo ratings yet
- Self-Assessment for Entrepreneurial SuccessDocument5 pagesSelf-Assessment for Entrepreneurial SuccessJHANKENGEL Printing Services100% (1)
- Introduction To Walton CompanyDocument10 pagesIntroduction To Walton CompanyM. Naziur SardarNo ratings yet
- ADHD Treatment FrameworkDocument66 pagesADHD Treatment FrameworkTrias NovitaNo ratings yet
- Fundamentals of Agricultural Extension Education Class Notes For B.SC (Ag) 1 Year 2 SemDocument62 pagesFundamentals of Agricultural Extension Education Class Notes For B.SC (Ag) 1 Year 2 SemPublic Interest100% (1)
- HGP Junior (7-10) Module2 For PrintingDocument23 pagesHGP Junior (7-10) Module2 For PrintingAlessa100% (1)
- Project Design and Dev'tDocument38 pagesProject Design and Dev'tasratNo ratings yet
- Curriculum and Its ElementsDocument5 pagesCurriculum and Its ElementsDoods Galdo100% (5)
- Central City Museum Organizational PlanDocument2 pagesCentral City Museum Organizational PlanSophie EscobarNo ratings yet
- Module I - Development ManagementDocument24 pagesModule I - Development Managementmeepads67% (3)
- CIA Part 3 TextbookDocument386 pagesCIA Part 3 TextbookJessa Zerda100% (3)
- CAFS Study NotesDocument32 pagesCAFS Study Notesbrooklyn ihleinNo ratings yet