You might also like
- Scania DC12 Operator's ManualDocument65 pagesScania DC12 Operator's ManualAlex Renne Chambi100% (3)
- Lecture - 1 - UNDERGROUND MINE DESIGNDocument59 pagesLecture - 1 - UNDERGROUND MINE DESIGNRahat fahimNo ratings yet
- Record of Oil Flush - KPMOG PDFDocument1 pageRecord of Oil Flush - KPMOG PDFCokro YudhaNo ratings yet
- Clock Spring Pipe Repair System PDFDocument2 pagesClock Spring Pipe Repair System PDFNeo_1982No ratings yet
- Heat Exchangers, Strainers and SeperatorsDocument12 pagesHeat Exchangers, Strainers and SeperatorsJaveed A. Khan100% (1)
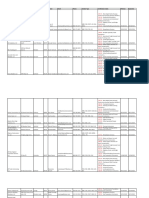
- Heat Exchanger Tube Material SpecificationsDocument2 pagesHeat Exchanger Tube Material SpecificationssdrtfgNo ratings yet
- C - Evaluation Selection of Directional Drill Pipe Coatings - 2023 - P9Document51 pagesC - Evaluation Selection of Directional Drill Pipe Coatings - 2023 - P9Pammy JainNo ratings yet
- Heat ExchangerDocument36 pagesHeat ExchangerUsman MansuriNo ratings yet
- HEAT EXCHANGERS MDocument143 pagesHEAT EXCHANGERS MHeet Patel100% (1)
- 14.052 Rev. 0 - 9PE122 & 9PE123 - ECOPETROL - Cleaning Supervision, Inspection & Repair PDFDocument11 pages14.052 Rev. 0 - 9PE122 & 9PE123 - ECOPETROL - Cleaning Supervision, Inspection & Repair PDFVladimir Rodriguez LeonNo ratings yet
- Engineering, Procurement & Construction For Well Pad 4 & 9 at West Qurna (Phase 2) Contract AreaDocument15 pagesEngineering, Procurement & Construction For Well Pad 4 & 9 at West Qurna (Phase 2) Contract AreaMiguel PerruoloNo ratings yet
- API Standard 653 - Tank Inspection, Repair, Alteration, and ReconstructionDocument28 pagesAPI Standard 653 - Tank Inspection, Repair, Alteration, and ReconstructionChozha RajanNo ratings yet
- Document Title: Technical Proposal For 6500cbm LNG Storage TankDocument4 pagesDocument Title: Technical Proposal For 6500cbm LNG Storage Tankroni_arsyahNo ratings yet
- Heat ExchangersDocument66 pagesHeat ExchangersSaptarshi MandalNo ratings yet
- Pipe Wrap OverviewDocument26 pagesPipe Wrap OverviewAmando FuentesNo ratings yet
- Header Plug Seal Weld ProcedureDocument3 pagesHeader Plug Seal Weld ProcedureMohd Shafuaaz Kassim100% (1)
- Scope of Work - O&M of BTG at GKEL-2021-2022Document35 pagesScope of Work - O&M of BTG at GKEL-2021-2022Abzad HussainNo ratings yet
- MM435 - CDP-1 - 9 - Kinetics of PassivityDocument17 pagesMM435 - CDP-1 - 9 - Kinetics of PassivityAhmad JanNo ratings yet
- Leak StopDocument18 pagesLeak StopAmrit SarkarNo ratings yet
- Approved Painting Scheme - ObraDocument21 pagesApproved Painting Scheme - ObraCaspian Datta100% (3)
- An Overview of Pipeline Leak Detection TechnologiesDocument9 pagesAn Overview of Pipeline Leak Detection TechnologiesharmlesdragonNo ratings yet
- Inspection Test Plant For Blasting Painting - Rev2Document18 pagesInspection Test Plant For Blasting Painting - Rev2Dwikappa Asri UtamaNo ratings yet
- Condenser and Heat Exchanger Tube RestorationDocument6 pagesCondenser and Heat Exchanger Tube RestorationspalaniyandiNo ratings yet
- Complete Report Rla SWCC Ksa Phase 1 Unit5boilerDocument149 pagesComplete Report Rla SWCC Ksa Phase 1 Unit5boilerWaseem ArshadNo ratings yet
- CESCO Company Profile 2019Document23 pagesCESCO Company Profile 2019Cheong BianeeNo ratings yet
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarNo ratings yet
- Tube-To-tubesheet Joints - ASME (Mechanical) Code Issues - Eng-TipsDocument4 pagesTube-To-tubesheet Joints - ASME (Mechanical) Code Issues - Eng-Tipsagniva dattaNo ratings yet
- CESCO Technical ProposalDocument2 pagesCESCO Technical ProposalthmaraishriNo ratings yet
- Flexpipe PDS FlexCord EnglishDocument2 pagesFlexpipe PDS FlexCord EnglishpsycopaulNo ratings yet
- Tata Steel LTD.: Elements Unit Min Max RemarksDocument2 pagesTata Steel LTD.: Elements Unit Min Max RemarksPavan KumarNo ratings yet
- Belzona Protective LiningsDocument32 pagesBelzona Protective Liningsjose corrosion100% (2)
- Tube Removal Catalog Web ELLIOTDocument24 pagesTube Removal Catalog Web ELLIOTJose Luis RattiaNo ratings yet
- Double Block Bleed Twin Plug Ball Valve Single Body ANSI ASMEDocument4 pagesDouble Block Bleed Twin Plug Ball Valve Single Body ANSI ASMEBharuk MechNo ratings yet
- Inspection of Boiler & Heat Exchanger TubesDocument19 pagesInspection of Boiler & Heat Exchanger TubesAnsar Hayat100% (1)
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Document22 pagesTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117No ratings yet
- Corrosion Coupon Rack: Installation & Operation ManualDocument7 pagesCorrosion Coupon Rack: Installation & Operation ManualVania Nicol Arapa YugarNo ratings yet
- Rockwool Insulation LRB MatressDocument1 pageRockwool Insulation LRB MatressJaveed KhanNo ratings yet
- Galvanizing Defects RectificationsDocument28 pagesGalvanizing Defects RectificationslakshanNo ratings yet
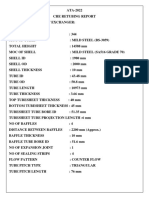
- CHE Retubing ReportDocument29 pagesCHE Retubing ReportRajesh KtrNo ratings yet
- PWHT For T 23 PanelDocument12 pagesPWHT For T 23 PanelSrinivasaNo ratings yet
- HTR900 Inspection, Maintenance, and TestingDocument27 pagesHTR900 Inspection, Maintenance, and TestingVicente Regulez FernandezNo ratings yet
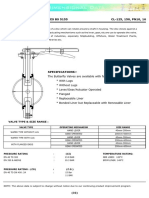
- Butterfly ValveDocument4 pagesButterfly ValveghjtyuNo ratings yet
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 pagesFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezNo ratings yet
- Whrs ManualDocument41 pagesWhrs ManualAKHLESH JHALLARENo ratings yet
- Testing and Analysis of Pipeline Ball Valves Part 1 PDFDocument3 pagesTesting and Analysis of Pipeline Ball Valves Part 1 PDFNovianto Rachmad100% (1)
- Eagle Burgmann API PlanDocument43 pagesEagle Burgmann API PlanONURNo ratings yet
- TIAL Installation Guide M80Document2 pagesTIAL Installation Guide M80Yan FerizalNo ratings yet
- Preliminary Inspection Report - RevDocument12 pagesPreliminary Inspection Report - RevGood GamerNo ratings yet
- Repair Procedure For Rubber LiningDocument1 pageRepair Procedure For Rubber LiningChuah Cheong JinNo ratings yet
- Belzona 1111ps EnglDocument2 pagesBelzona 1111ps EnglNikolay GuerreroNo ratings yet
- Plug Process Repair Heat Exchangers PDFDocument6 pagesPlug Process Repair Heat Exchangers PDFJOÃO CARLOS SILVANo ratings yet
- Howto-Recommended Guidelines For Testing of Heat ExchangersDocument1 pageHowto-Recommended Guidelines For Testing of Heat ExchangersSam_1_No ratings yet
- Investigation and Repair of H (1) - E.R Flange LeakDocument19 pagesInvestigation and Repair of H (1) - E.R Flange LeakriysallNo ratings yet
- Wrapping MethodDocument5 pagesWrapping Methodnnuek67% (3)
- App10 Fundamentals of ConnectionsDocument23 pagesApp10 Fundamentals of ConnectionsjdmacbookNo ratings yet
- Pneumatic TestDocument28 pagesPneumatic TestLiLy NanaNo ratings yet
- What Is Carry Over and Carry Under at The Boiler DrumDocument12 pagesWhat Is Carry Over and Carry Under at The Boiler Drumabdulyunus_amirNo ratings yet
- Technical Data Sheet: Hydrant Stand Post With Pumper ConnectionDocument2 pagesTechnical Data Sheet: Hydrant Stand Post With Pumper ConnectionSANJOY BASUNo ratings yet
- 076 - DT - E9000 - Material Approval - Steel Pipe Connection of MGV at DG Yard (S248), Doc. No. MTR-024Document24 pages076 - DT - E9000 - Material Approval - Steel Pipe Connection of MGV at DG Yard (S248), Doc. No. MTR-024Gayan IndunilNo ratings yet
- Catalog - Ava - Air ValveDocument1 pageCatalog - Ava - Air Valveazlen494No ratings yet
- Retrofitting MaterialDocument1 pageRetrofitting MaterialTanvir IslamNo ratings yet
- Barras para ReforzamientoDocument12 pagesBarras para ReforzamientoAníbal SoriaNo ratings yet
- 1b.exadata X9M 2Document29 pages1b.exadata X9M 2Edu KiaiNo ratings yet
- Chords, Arcs, and Central and Inscribed AngleDocument14 pagesChords, Arcs, and Central and Inscribed AngleAlice KrodeNo ratings yet
- Dokumen - Tips Dm3220-Servicemanual PDFDocument62 pagesDokumen - Tips Dm3220-Servicemanual PDFwalidsayed1No ratings yet
- Factors Affecting Pakistani English Language LearnersDocument19 pagesFactors Affecting Pakistani English Language LearnersSaima Bint e KarimNo ratings yet
- Certified Vendors As of 6 17 22Document18 pagesCertified Vendors As of 6 17 22Harry ConnerNo ratings yet
- Aurora National High School: Report On AttendanceDocument2 pagesAurora National High School: Report On AttendanceLimuel CaringalNo ratings yet
- Assignment-3: Marketing Management (MGT201)Document6 pagesAssignment-3: Marketing Management (MGT201)Rizza L. MacarandanNo ratings yet
- Research Propsal v1.2Document3 pagesResearch Propsal v1.2john7904No ratings yet
- D e N R Process Flow of Hazardous WasteDocument2 pagesD e N R Process Flow of Hazardous WasteMaragtasInnovationsNo ratings yet
- Prakhar Gupta Epics and Empires-Game of Thrones Make Up EssayDocument5 pagesPrakhar Gupta Epics and Empires-Game of Thrones Make Up EssayGat DanNo ratings yet
- Arid Agriculture University, RawalpindiDocument4 pagesArid Agriculture University, RawalpindiIsHa KhAnNo ratings yet
- 12 - Chepter 5Document11 pages12 - Chepter 5KhaireddineNo ratings yet
- TelemetryDocument8 pagesTelemetryKristin WiseNo ratings yet
- A Lonely Quest For Facts On Genetically Modified CropsDocument5 pagesA Lonely Quest For Facts On Genetically Modified Cropsbrkica2011No ratings yet
- GW1101-1DI (3IN1) DatasheetDocument6 pagesGW1101-1DI (3IN1) DatasheetGina HuachoNo ratings yet
- 500KVA Rigsafe Framed Generator (8900Kgs)Document1 page500KVA Rigsafe Framed Generator (8900Kgs)Elsad HuseynovNo ratings yet
- Radar & Satellite Communication SystemDocument1 pageRadar & Satellite Communication SystemSyed Viquar AhmedNo ratings yet
- DSP UPG CU EngDocument1 pageDSP UPG CU EngArtur KwiatkowskiNo ratings yet
- Initial 2Document6 pagesInitial 2Asad HoseinyNo ratings yet
- Pasir Ex UD - Am Tes 2024Document8 pagesPasir Ex UD - Am Tes 2024Achmad MaulanaNo ratings yet
- BBC Learning English - 6 Minute English - Bitcoin - Digital Crypto-CurrencyDocument38 pagesBBC Learning English - 6 Minute English - Bitcoin - Digital Crypto-CurrencyMohamad GhafooryNo ratings yet
- Zishan Engineers (PVT.) LTD.: TransmittalDocument8 pagesZishan Engineers (PVT.) LTD.: TransmittalJamal BakhtNo ratings yet
- Arduino PDFDocument9 pagesArduino PDFMuhammad HazimNo ratings yet
- Case Study - of Chapel of San Pedro CalungsodDocument5 pagesCase Study - of Chapel of San Pedro CalungsodJosielynNo ratings yet
- Q1 WK 2 To 3 Las Fabm2 Kate DionisioDocument8 pagesQ1 WK 2 To 3 Las Fabm2 Kate DionisioFunji BuhatNo ratings yet
- Functional Plant Manager 2. Geographical Vice PresidentDocument5 pagesFunctional Plant Manager 2. Geographical Vice PresidentVic FranciscoNo ratings yet
- BLE Catalogue 2013Document21 pagesBLE Catalogue 2013Shahina Parvin ShaikNo ratings yet