You might also like
- Ultrasonic MachiningDocument14 pagesUltrasonic MachiningKeyur SoleNo ratings yet
- Unit-5 - Non Conventional Machining ProcessesDocument72 pagesUnit-5 - Non Conventional Machining ProcessesMichael AugustineNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Basics of Control ComponentsDocument131 pagesBasics of Control ComponentskarinaNo ratings yet
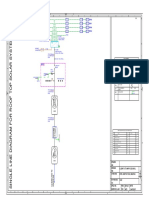
- STR-5 STR-7 STR-6: 2Rx1C X 4Sqmm DC Cu - Cable 740voc, 8.7amp Per StringDocument1 pageSTR-5 STR-7 STR-6: 2Rx1C X 4Sqmm DC Cu - Cable 740voc, 8.7amp Per StringSatishKumarMauryaNo ratings yet
- Technical Writing Guidebook PDFDocument106 pagesTechnical Writing Guidebook PDFaliomairNo ratings yet
- Nontraditional Machining Processes: Mr. D. N. PatelDocument53 pagesNontraditional Machining Processes: Mr. D. N. PatelrrameshsmitNo ratings yet
- Gas Installations For Educational Establishments Draft For CommentDocument56 pagesGas Installations For Educational Establishments Draft For CommentRay Hemmings100% (2)
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Ilovepdf MergedDocument74 pagesIlovepdf MergedAbdulrahman goudaNo ratings yet
- Ultrasonic MachiningDocument12 pagesUltrasonic MachiningTumai Bau kiNo ratings yet
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- Ajm UsmDocument19 pagesAjm Usm0iamkaran0No ratings yet
- Assignment#3 Group #2: Manufacturing Process Ultrasonic MachiningDocument16 pagesAssignment#3 Group #2: Manufacturing Process Ultrasonic MachiningThe Noob100% (1)
- Ultrasonic MachiningDocument20 pagesUltrasonic MachiningJulianus RizkoNo ratings yet
- Mech-Ultrasonic MachiningDocument20 pagesMech-Ultrasonic MachiningSymbol Of LoveNo ratings yet
- Ultrasonic Machining (Usm) : TitleDocument12 pagesUltrasonic Machining (Usm) : TitleKiran KumarNo ratings yet
- Lecture 7 - Ultrasonic MachiningDocument20 pagesLecture 7 - Ultrasonic MachiningAbdulrahman goudaNo ratings yet
- Ultrasonic Machining (Usm)Document12 pagesUltrasonic Machining (Usm)RAMAKANT RANANo ratings yet
- Chapter 1 - 012010Document93 pagesChapter 1 - 012010muhamadsaidiNo ratings yet
- Nalanda College of Engineering: Non-Conventional MachiningDocument28 pagesNalanda College of Engineering: Non-Conventional Machiningraj aryanNo ratings yet
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocument36 pagesNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesGbm RajNo ratings yet
- Welcome To The Lecture On Unconventional Machining ProcessesDocument26 pagesWelcome To The Lecture On Unconventional Machining ProcessesFaysal Ahmed100% (1)
- 9 Non Conventional MachiningDocument36 pages9 Non Conventional MachiningPrashant KuwarNo ratings yet
- Ultrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFDocument6 pagesUltrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFMD Al-AminNo ratings yet
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocument33 pagesNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesVikrant BhardwajNo ratings yet
- Mechanical SeminarDocument19 pagesMechanical SeminarLAKKANABOINA LAKSHMANARAONo ratings yet
- Ultrasonic MachineDocument18 pagesUltrasonic MachineMark Joseph Canucat LimbagaNo ratings yet
- Machining Process: University of LahoreDocument3 pagesMachining Process: University of LahoreZain TabishNo ratings yet
- UCMP PPT Updated 30jan20 - 1Document261 pagesUCMP PPT Updated 30jan20 - 1Mr Yasin Mech StaffNo ratings yet
- Experiment NoDocument4 pagesExperiment NoBiswadeep Roy ChoudhuryNo ratings yet
- UcmpDocument44 pagesUcmpParanthaman RamanNo ratings yet
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocument33 pagesNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesRavichandran GNo ratings yet
- Non ConventionalDocument13 pagesNon ConventionalAkash KumarNo ratings yet
- Unit-V Unconventional Manufacturing ProcessesDocument33 pagesUnit-V Unconventional Manufacturing ProcessesAshish MishraNo ratings yet
- Ultrasonicmachining-English ClassDocument19 pagesUltrasonicmachining-English ClassEtiNo ratings yet
- Laser Beam MachiningDocument15 pagesLaser Beam MachiningMohsen SaidiNo ratings yet
- Syllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringDocument59 pagesSyllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringJezneel Jiju AbrahamNo ratings yet
- UsmDocument45 pagesUsmBharath KumarNo ratings yet
- Parameter Affecting Ultrasonic Machining IJERTV8IS110053Document15 pagesParameter Affecting Ultrasonic Machining IJERTV8IS110053Rit GoshNo ratings yet
- Ime 3Document11 pagesIme 3pavan06mceNo ratings yet
- Unit 1 - AMTDocument38 pagesUnit 1 - AMTLavishNo ratings yet
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Document108 pagesADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Ishaan ThakerNo ratings yet
- Abrasive Jet MachiningDocument15 pagesAbrasive Jet MachiningWaleed KhanNo ratings yet
- Ultrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Document8 pagesUltrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Saeed AshaNo ratings yet
- UNIT5 Non Traditional Manufacturing Processes Jitendra JadonDocument45 pagesUNIT5 Non Traditional Manufacturing Processes Jitendra JadonJibril WkNo ratings yet
- Unconventional Machining ProcessDocument39 pagesUnconventional Machining Processuday bavandla100% (1)
- Ultrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionDocument26 pagesUltrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionRishiJpNo ratings yet
- Ultrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionDocument26 pagesUltrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionRishiJp100% (1)
- Advanced Manufacturing - PDFDocument167 pagesAdvanced Manufacturing - PDF210 SureshNo ratings yet
- Abrasive Water Jet MachineDocument12 pagesAbrasive Water Jet MachineRav VenkateshNo ratings yet
- NTM NotesDocument89 pagesNTM NoteskushalambliNo ratings yet
- NTM Notes PDFDocument89 pagesNTM Notes PDFSatish SatiNo ratings yet
- Parameter Affecting Ultrasonic Machining: December 2019Document16 pagesParameter Affecting Ultrasonic Machining: December 2019Sheikh waleedNo ratings yet
- Abrasive Flow MachiningDocument27 pagesAbrasive Flow MachiningKAMALJEET SINGHNo ratings yet
- University of Engineering & Technology, Lahore, (GSPCT) GujratDocument14 pagesUniversity of Engineering & Technology, Lahore, (GSPCT) Gujratsham javedNo ratings yet
- Unit 1Document37 pagesUnit 1Dare DevilNo ratings yet
- Introduction To Non-Traditional - 57 - FDocument57 pagesIntroduction To Non-Traditional - 57 - FramadanNo ratings yet
- Syllabus: Unit-V - Unconventional MachiningDocument39 pagesSyllabus: Unit-V - Unconventional MachiningTanu RdNo ratings yet
- 202,217,225,244 - 18me45b - Course SeminarDocument17 pages202,217,225,244 - 18me45b - Course Seminar2GI18ME074 OMKARGURAVNo ratings yet
- Unconventional MachiningDocument25 pagesUnconventional MachiningDittam SahaNo ratings yet
- ME2026 Uw PDFDocument39 pagesME2026 Uw PDFPrashant Rao MeshramNo ratings yet
- Name:-Kunal Lohchab ROLL NO:-2K16/ME/083 Mt-Ii AssignmentDocument10 pagesName:-Kunal Lohchab ROLL NO:-2K16/ME/083 Mt-Ii AssignmentLalitChoudharyNo ratings yet
- Ultrasonic Machining (USM)Document19 pagesUltrasonic Machining (USM)RakeshSaini100% (2)
- NDS-TRS Hydraulic Power UnitDocument40 pagesNDS-TRS Hydraulic Power Unitguadalupe.montejo2683No ratings yet
- Punching Shear Reinforcement: Technical ApprovalDocument12 pagesPunching Shear Reinforcement: Technical Approvalandrewzay_670173166No ratings yet
- Oral Question TelegramDocument446 pagesOral Question TelegramShivanshu SinghNo ratings yet
- Experiment Result: Work of Catalase EnzymeDocument11 pagesExperiment Result: Work of Catalase EnzymeNikko AdhitamaNo ratings yet
- Advance Algorithm Analysis: Dr. Raye Mahmood Ahmad Department of Avionics Engineering, Air UniversityDocument74 pagesAdvance Algorithm Analysis: Dr. Raye Mahmood Ahmad Department of Avionics Engineering, Air UniversityAmmarIqbalNo ratings yet
- Unit Test Integral Calculus Set ADocument4 pagesUnit Test Integral Calculus Set ADEATH WISHNo ratings yet
- 9.1.4.7 Packet Tracer - Subnetting Scenario 2 InstructionsDocument6 pages9.1.4.7 Packet Tracer - Subnetting Scenario 2 InstructionsRizky Hoki VoLtagerNo ratings yet
- Seoul International Invention Fair 2019Document2 pagesSeoul International Invention Fair 2019Mohammad Nuh Al-hudawy SiraitNo ratings yet
- END Brochure WaveOneGold Ipdf ChallengeAcceptedDocument29 pagesEND Brochure WaveOneGold Ipdf ChallengeAcceptedKEY 1111No ratings yet
- AS - NZS 4200.2-1994 Installation RequirementsDocument11 pagesAS - NZS 4200.2-1994 Installation RequirementsMorten PedersenNo ratings yet
- Electrical Service ManualDocument27 pagesElectrical Service ManualSonia Sanchez RosNo ratings yet
- A Vam and Modi Method To Solve The Optim PDFDocument5 pagesA Vam and Modi Method To Solve The Optim PDFNeil NaduaNo ratings yet
- V Convocation Gold Medals ListDocument10 pagesV Convocation Gold Medals ListDaniel KinneyNo ratings yet
- If Your Firewall Allowed Only The Machine With The IP Address 19216811 To SendDocument4 pagesIf Your Firewall Allowed Only The Machine With The IP Address 19216811 To Sendfaris_39No ratings yet
- Ibm Thinkpad r30Document36 pagesIbm Thinkpad r30dwayne_hibbertNo ratings yet
- R R RoadDocument10 pagesR R RoadvenugopalchintaNo ratings yet
- Muhammed Benli Instructional Project 5 - Lesson PlanDocument6 pagesMuhammed Benli Instructional Project 5 - Lesson Planapi-290855586No ratings yet
- CBSE Previous Year Question Papers Class 12 Physics Bhubaneswar Set 3 2015Document24 pagesCBSE Previous Year Question Papers Class 12 Physics Bhubaneswar Set 3 2015ashok pradhanNo ratings yet
- Cavity WallsDocument4 pagesCavity WallsEma MyzunNo ratings yet
- 8 - Kill Switch EngagedDocument1 page8 - Kill Switch EngagedwillNo ratings yet
- Cad DraftsmanDocument4 pagesCad DraftsmanPramod KumarNo ratings yet
- Reaction OperationsDocument240 pagesReaction OperationsAndré Guimarães GomesNo ratings yet
- Instruction Manual: Unitech'SDocument14 pagesInstruction Manual: Unitech'SSarath ChandraNo ratings yet
- Immobilizer 3 Measuring BlocksDocument4 pagesImmobilizer 3 Measuring BlocksMauricioNo ratings yet
- Anuj Agrawal: Home - Iitk.ac - In/ AnujDocument3 pagesAnuj Agrawal: Home - Iitk.ac - In/ AnujvishwajitNo ratings yet
- 4339 Woodbury InformationMap Victoria PointDocument1 page4339 Woodbury InformationMap Victoria PointCheryl GoodenoughNo ratings yet