You might also like
- DELL 3115CN Service ManualDocument825 pagesDELL 3115CN Service ManualTellyKrousaniotakis100% (1)
- Pulp and Paper IndustryDocument35 pagesPulp and Paper IndustryKlesh Padma Bhimrao Shrirame100% (1)
- Molo06 Jankunaite Pulp and Paper Industry in SwedenDocument35 pagesMolo06 Jankunaite Pulp and Paper Industry in SwedenjnmanivannanNo ratings yet
- Pulpandpaperindustry 141230140617 Conversion Gate02Document31 pagesPulpandpaperindustry 141230140617 Conversion Gate02Salman ShahzadNo ratings yet
- Solid Waste ManagementDocument6 pagesSolid Waste ManagementAnumuskan Kashyap100% (1)
- With A Very Bright Morning To One and All Respected Sir and All My Dear Friends Gathered HereDocument13 pagesWith A Very Bright Morning To One and All Respected Sir and All My Dear Friends Gathered HereLakshyaNo ratings yet
- Pulp and Paper Technology 03602354: Smit Christian, LecturerDocument14 pagesPulp and Paper Technology 03602354: Smit Christian, LecturerSMIT CHRISTIANNo ratings yet
- Ethiopian Institute of Technology-Mekelle (Eit-M) Industrial Engineering Environmental Pollution Control and Clear Production (Ieng5184) Chapter Two: Industrial Wastes, Emissions and EffluentsDocument16 pagesEthiopian Institute of Technology-Mekelle (Eit-M) Industrial Engineering Environmental Pollution Control and Clear Production (Ieng5184) Chapter Two: Industrial Wastes, Emissions and EffluentsDesbelom Welegebrial HagosNo ratings yet
- C GR Tissue TowelDocument10 pagesC GR Tissue TowelindumathijayakaranNo ratings yet
- TopicDocument5 pagesTopicmlourencealbertNo ratings yet
- Solid Waste Management Techniques and Challenges in IndiaDocument6 pagesSolid Waste Management Techniques and Challenges in IndiaAmit TapadiaNo ratings yet
- Plant Design Ii Group 5Document10 pagesPlant Design Ii Group 5Eminent BookyNo ratings yet
- Environment and Pollution Control: Course Code: AS 420 Credit: 02 Department: AMT & FDTDocument31 pagesEnvironment and Pollution Control: Course Code: AS 420 Credit: 02 Department: AMT & FDTJubayer UddinNo ratings yet
- Waste Generation and ManagementDocument29 pagesWaste Generation and ManagementMD Shahaj UddinNo ratings yet
- EMS - For Paper IndustryDocument14 pagesEMS - For Paper IndustryGandhi PrekshaNo ratings yet
- Chapter One: Plant Design and Economics Project For Fifth Year Chemical Engineering Students On Waste Paper RecyclingDocument28 pagesChapter One: Plant Design and Economics Project For Fifth Year Chemical Engineering Students On Waste Paper RecyclingAwokeNo ratings yet
- Waste Management M C Monte 2009Document50 pagesWaste Management M C Monte 2009Izza rafiNo ratings yet
- CS ExtrasDocument17 pagesCS ExtrasAhmad Mariya • 4B • 05No ratings yet
- Paper Industry (Report Paper)Document6 pagesPaper Industry (Report Paper)JamieNo ratings yet
- Format For ChaptersDocument10 pagesFormat For ChaptersVijay VanveNo ratings yet
- Waste in Paper ProductionDocument10 pagesWaste in Paper Productiongo2_sumitNo ratings yet
- Earth Sci Ppt-Types of WastesDocument30 pagesEarth Sci Ppt-Types of WastesEanne HavenNo ratings yet
- A Common Vision For Transforming The Paper Industry: Striving For Environmental and Social SustainabilityDocument7 pagesA Common Vision For Transforming The Paper Industry: Striving For Environmental and Social SustainabilitySheik HassanNo ratings yet
- 2004 - Treatment-Of-Pulp-And-Paper-Mill-Wastewaterâ EURO - A-ReviewDocument22 pages2004 - Treatment-Of-Pulp-And-Paper-Mill-Wastewaterâ EURO - A-ReviewHoang Anh VuNo ratings yet
- HchemiDocument19 pagesHchemisushant rijalNo ratings yet
- 13 A I) What Is Solid Waste Management?Document8 pages13 A I) What Is Solid Waste Management?manikandanNo ratings yet
- Soild Waste Management Q and ADocument19 pagesSoild Waste Management Q and AHamed FaragNo ratings yet
- Usreenidhipapaers ReportDocument13 pagesUsreenidhipapaers ReporttriumphswamyNo ratings yet
- 12 - Chapter 1Document5 pages12 - Chapter 1Arnav SenNo ratings yet
- 3R Concepts in Solid Waste ManagementDocument8 pages3R Concepts in Solid Waste ManagementAsif KhanNo ratings yet
- 3R Concepts in Solid Waste ManagementDocument8 pages3R Concepts in Solid Waste ManagementAsif KhanNo ratings yet
- Waste ManagementDocument11 pagesWaste ManagementLuis AndersonNo ratings yet
- Introduction of WasteDocument15 pagesIntroduction of Wastezainabshittu45No ratings yet
- Pulp and Paper Industry: A Guide to the Processes, Properties, Uses, and Environmental ImpactDocument29 pagesPulp and Paper Industry: A Guide to the Processes, Properties, Uses, and Environmental ImpactKarthik MNo ratings yet
- Paper & Pulp Climate Change Management ProjectDocument23 pagesPaper & Pulp Climate Change Management Projectsurajit28No ratings yet
- Clean Techno ENglishDocument16 pagesClean Techno ENglishUPSC नगरियाNo ratings yet
- Solid Waste Notes CAPE ChemistryDocument4 pagesSolid Waste Notes CAPE ChemistryAndrea Jaikaran100% (1)
- EPM Mod5@AzDOCUMENTS - inDocument14 pagesEPM Mod5@AzDOCUMENTS - inRaunitNo ratings yet
- WastemanagementmainDocument29 pagesWastemanagementmainRonak MotaNo ratings yet
- Biocides Case StudyDocument24 pagesBiocides Case StudyAnil KunworNo ratings yet
- Garbage & WasteDocument43 pagesGarbage & WasteSpeed AlexNo ratings yet
- Environmental StudiesDocument19 pagesEnvironmental Studiespriyanshu guptaNo ratings yet
- 22 Clearner T22 - Clearner Technology - PdfechnologyDocument16 pages22 Clearner T22 - Clearner Technology - PdfechnologyMondar DebNo ratings yet
- Clean Sector Guide PaperDocument3 pagesClean Sector Guide PaperTsiye TekleyohanisNo ratings yet
- Glossary - CEPI - CONFEDERATION OF EUROPEAN PAPER INDUSTRIES PDFDocument4 pagesGlossary - CEPI - CONFEDERATION OF EUROPEAN PAPER INDUSTRIES PDFAlex PeraNo ratings yet
- RecyclingDocument3 pagesRecyclingAli SdNo ratings yet
- Environmental Impacts of Offset PrintingDocument4 pagesEnvironmental Impacts of Offset PrintingAseem Chauhan100% (2)
- Waste Management Is The Collection - Final 2Document7 pagesWaste Management Is The Collection - Final 2Aakash PujariNo ratings yet
- Solid Waste HandoutsDocument10 pagesSolid Waste HandoutsTheo Jhullian CabasalNo ratings yet
- Waste Management: Department of Chemistry, VVCE MysuruDocument4 pagesWaste Management: Department of Chemistry, VVCE MysuruUvaisNo ratings yet
- Amity Global Business School: Environmental Management Topic: Solid Waste ManagementDocument17 pagesAmity Global Business School: Environmental Management Topic: Solid Waste Managementchand kalraNo ratings yet
- Presentation On RecyclingDocument10 pagesPresentation On RecyclingTisha RamcharanNo ratings yet
- Chapter IIDocument5 pagesChapter IIwiezelNo ratings yet
- Renewable Energy Resources Imp QnsDocument20 pagesRenewable Energy Resources Imp QnsswethaNo ratings yet
- Lec 15 Importance of Waste Management MethodologyDocument5 pagesLec 15 Importance of Waste Management MethodologyUsama EjazNo ratings yet
- Unit 4Document15 pagesUnit 4shankerahulNo ratings yet
- Proper Waste DisposalDocument17 pagesProper Waste DisposalCharlyn Flores100% (1)
- Green Chemistry for Dyes Removal from Waste Water: Research Trends and ApplicationsFrom EverandGreen Chemistry for Dyes Removal from Waste Water: Research Trends and ApplicationsNo ratings yet
- DL Dorm Survey On 01.03.2021Document220 pagesDL Dorm Survey On 01.03.2021loganathanNo ratings yet
- Annexure X-Safety Requirements ManualDocument11 pagesAnnexure X-Safety Requirements ManualloganathanNo ratings yet
- Safety in Construction Industry: Chapter - 22Document39 pagesSafety in Construction Industry: Chapter - 22AbhishekNo ratings yet
- Fauregzlusm 14320326 Risk Assessment ReportDocument29 pagesFauregzlusm 14320326 Risk Assessment ReportloganathanNo ratings yet
- What I Have Learned: ProbabilityDocument1 pageWhat I Have Learned: ProbabilityloganathanNo ratings yet
- 262stenfile - AECOM RE STD PRC RFP 0001R01 PART3 ManualforQualityHealthSafetyandEnvironmentalProceduresDocument109 pages262stenfile - AECOM RE STD PRC RFP 0001R01 PART3 ManualforQualityHealthSafetyandEnvironmentalProceduresloganathanNo ratings yet
- Annexure X-Safety Requirements ManualDocument11 pagesAnnexure X-Safety Requirements ManualloganathanNo ratings yet
- HSERequirementsfor ContractsDocument20 pagesHSERequirementsfor ContractsloganathanNo ratings yet
- Periodical Insp of Portable Grinding MCDocument2 pagesPeriodical Insp of Portable Grinding MCloganathanNo ratings yet
- 1643 PDFDocument8 pages1643 PDFSONU SINGHNo ratings yet
- Preuse Check List of Welding MachinesDocument1 pagePreuse Check List of Welding MachinesloganathanNo ratings yet
- Detailed AdvertisementDocument42 pagesDetailed AdvertisementloganathanNo ratings yet
- General Work PermitDocument2 pagesGeneral Work Permitloganathan0% (1)
- EHSWP004 - Hot Work PermitDocument1 pageEHSWP004 - Hot Work PermitloganathanNo ratings yet
- Tender GCC Document 7f50dd61dbDocument98 pagesTender GCC Document 7f50dd61dbloganathanNo ratings yet
- Safety RulesDocument126 pagesSafety RulesWarren100% (2)
- Chemical Handling 1Document25 pagesChemical Handling 1RaymondGomezBlancoNo ratings yet
- Safety RulesDocument126 pagesSafety RulesWarren100% (2)
- Tender GCC Document 7f50dd61dbDocument98 pagesTender GCC Document 7f50dd61dbloganathanNo ratings yet
- Checklists High Rise Building With Height More Than 18.3mDocument3 pagesChecklists High Rise Building With Height More Than 18.3mPoo VarasanNo ratings yet
- 11 - Tata Power Safety Document Control ProcedureDocument15 pages11 - Tata Power Safety Document Control Procedureloganathan100% (1)
- 09 - Tata Power Safety - Audit - ProcedureDocument9 pages09 - Tata Power Safety - Audit - ProcedureloganathanNo ratings yet
- Lift Elevator SafetyDocument17 pagesLift Elevator SafetyPraful E. PawarNo ratings yet
- Self Compliance Certification Under The Factories Act 1948 in Andhra PradeshDocument11 pagesSelf Compliance Certification Under The Factories Act 1948 in Andhra PradeshloganathanNo ratings yet
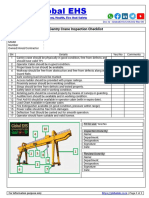
- Gantry Crane Safety Inspection Checklist Global EHSDocument1 pageGantry Crane Safety Inspection Checklist Global EHSloganathanNo ratings yet
- The Technique of The Color WoodDocument26 pagesThe Technique of The Color WoodAmin NorthSynchroNo ratings yet
- Paper Cone Wreath (12") : This Tutorial Provides Instructions For A 12" WreathDocument12 pagesPaper Cone Wreath (12") : This Tutorial Provides Instructions For A 12" WreathmariaNo ratings yet
- Basorplast PVC Cable Trays: Installations & UsesDocument15 pagesBasorplast PVC Cable Trays: Installations & UsesDuy Phạm VănNo ratings yet
- Book SizesDocument6 pagesBook SizesmarconcelosNo ratings yet
- Printing Paper from Elephant GrassDocument12 pagesPrinting Paper from Elephant GrasscharlesmaliaNo ratings yet
- Stamp RequisitionDocument20 pagesStamp Requisitionnurul000No ratings yet
- Sriya Infomedia Online Jobs For Female Work From Home Data Entry Tele Callers For AdsDocument11 pagesSriya Infomedia Online Jobs For Female Work From Home Data Entry Tele Callers For AdsV Srinivasa RaoNo ratings yet
- KX MB772CX PDFDocument88 pagesKX MB772CX PDFjtowers_681No ratings yet
- 43 OpacityDocument6 pages43 OpacityRatish MouryaNo ratings yet
- DFP Klabin S A 2016 EM INGLSDocument87 pagesDFP Klabin S A 2016 EM INGLSKlabin_RINo ratings yet
- Quality Improvement of Argeli Paper (Edgeworthia Gardneri) Through Improved TechnologyDocument5 pagesQuality Improvement of Argeli Paper (Edgeworthia Gardneri) Through Improved TechnologykhilendragurungNo ratings yet
- OEL Maintenance Manual: B401/B411L6/B431L6Document184 pagesOEL Maintenance Manual: B401/B411L6/B431L6ALİ RIZA YILDIZNo ratings yet
- Mcgraw-Hill Series in Chemical Engineering: The Chemical Process IndustriesDocument67 pagesMcgraw-Hill Series in Chemical Engineering: The Chemical Process IndustriesSHASHWA USOPNo ratings yet
- Organisation Study at English Indian Clays LTDDocument90 pagesOrganisation Study at English Indian Clays LTDAru.S100% (6)
- Compression Packings Guide PDFDocument36 pagesCompression Packings Guide PDFZeeshan SajidNo ratings yet
- Annual Foreign Trade Statistics (2075-76)Document259 pagesAnnual Foreign Trade Statistics (2075-76)Ajay GauroNo ratings yet
- Tappi - 559 - Test KITDocument5 pagesTappi - 559 - Test KITmirela.ianaromanNo ratings yet
- Alakangas Cascadingandused Classification Bioenergy2015Document9 pagesAlakangas Cascadingandused Classification Bioenergy2015Arista Dwi RahmawatiNo ratings yet
- IAF (EAC) Codes and Descriptions ListDocument25 pagesIAF (EAC) Codes and Descriptions ListUmar IkramNo ratings yet
- Sodium Silicates Versatile AdhesivesDocument4 pagesSodium Silicates Versatile AdhesivesDan DanubiusNo ratings yet
- Rajasthan Geography - Economics-1Document264 pagesRajasthan Geography - Economics-1Sudhir UpadhyayNo ratings yet
- OrigamiDocument6 pagesOrigamiYash PatelNo ratings yet
- Ricoh Pro C751 BrochureDocument8 pagesRicoh Pro C751 BrochureManager SupportNo ratings yet
- Indo Bangla Nursery Ltd MemorandumDocument8 pagesIndo Bangla Nursery Ltd Memorandumnaim masumNo ratings yet
- Evidence Sheet on the History of MoneyDocument2 pagesEvidence Sheet on the History of MoneyVanitha Vanitz100% (1)
- ReportDocument9 pagesReport1084No ratings yet
- ULTRA-REALISTIC PAPER CRAFT MT-01 Vol.1 - Engine Assembly ...Document9 pagesULTRA-REALISTIC PAPER CRAFT MT-01 Vol.1 - Engine Assembly ...toshNo ratings yet
- 2022-07-07 - Fefco Lca 2021Document50 pages2022-07-07 - Fefco Lca 2021herramentalesNo ratings yet
- ClO2 BleachingDocument27 pagesClO2 BleachingTim Ku100% (1)