You might also like
- A Brief Description of NDT TechniquesDocument22 pagesA Brief Description of NDT TechniquesAvinash RanjanNo ratings yet
- MOM Lab Assignment 1Document13 pagesMOM Lab Assignment 1umairNo ratings yet
- Non-Destructive Testing: MME 131: Lecture 32Document18 pagesNon-Destructive Testing: MME 131: Lecture 32Anonymous NGBgXVq1xNo ratings yet
- Non-Destructive Testing (CHAPTER 6)Document63 pagesNon-Destructive Testing (CHAPTER 6)imfendi100% (4)
- NDT HistoryDocument4 pagesNDT HistorygriselramoniNo ratings yet
- Materials Testing Methods GuideDocument44 pagesMaterials Testing Methods GuideRed CrazyNo ratings yet
- Nondestructive TestingDocument12 pagesNondestructive TestingJoby Jobzz SebellinoNo ratings yet
- Non Destructive TestingDocument37 pagesNon Destructive TestingDevang GandhiNo ratings yet
- NDT TechniquesDocument59 pagesNDT TechniquesSaadFarooq100% (1)
- NDT (Short Presentation)Document35 pagesNDT (Short Presentation)Ashish Panchal100% (1)
- Non Destructive TestingDocument54 pagesNon Destructive Testingmahi1437100% (1)
- 2 Radiography - X and GammaDocument11 pages2 Radiography - X and GammaChintan ShroffNo ratings yet
- Note CHP 6 Material Science 281 Uitm Em110Document45 pagesNote CHP 6 Material Science 281 Uitm Em110bino_ryeNo ratings yet
- NDTDocument51 pagesNDTMuraliManohar100% (1)
- Chapter 6 Report - Group1 PDFDocument63 pagesChapter 6 Report - Group1 PDFLazadaNo ratings yet
- Non Destructive TestDocument11 pagesNon Destructive TestSenthil Kumar PNo ratings yet
- NondestructivetestingpptDocument24 pagesNondestructivetestingpptTim NguyenNo ratings yet
- Non-Destructive TestingDocument24 pagesNon-Destructive TestingGopi Krishna NakkalaNo ratings yet
- Non Destructive Testing Experiment ReportDocument15 pagesNon Destructive Testing Experiment ReportsinabirecikNo ratings yet
- NDT MiDocument13 pagesNDT MijishnusajiNo ratings yet
- Non-Destructive TestingDocument75 pagesNon-Destructive TestingHimanshu ShuklaNo ratings yet
- Intro To NDTDocument33 pagesIntro To NDTLeo LionNo ratings yet
- Destructive TestDocument3 pagesDestructive TestAshok PradhanNo ratings yet
- UstDocument22 pagesUstraisNo ratings yet
- Wa0000Document29 pagesWa0000মহিবুল আলম মানিকNo ratings yet
- Unit 1-Complete Notes With MCQDocument73 pagesUnit 1-Complete Notes With MCQshriman100% (1)
- Amatconrep PPT 8 DT and NDTDocument30 pagesAmatconrep PPT 8 DT and NDTMark Jovince CardenasNo ratings yet
- Condition Assessmen B&W Chap 45Document22 pagesCondition Assessmen B&W Chap 45Busairi AchmadNo ratings yet
- Non Destructive Testing ENGG PHY 107002 RDBDocument11 pagesNon Destructive Testing ENGG PHY 107002 RDBgotu123No ratings yet
- Department of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus)Document42 pagesDepartment of Chemical & Polymer Engineering University of Engineering & Technology Lahore (FSD Campus)Muhammad Waqas AkbarNo ratings yet
- Eddy Current Testing (ECT) for Flaw DetectionDocument3 pagesEddy Current Testing (ECT) for Flaw DetectionJacques SauNo ratings yet
- Introduction To Nondestructive TestingDocument22 pagesIntroduction To Nondestructive TestingAnadipal Bantra100% (1)
- NDT Methods for Flaw DetectionDocument32 pagesNDT Methods for Flaw DetectionMaari DonNo ratings yet
- Module 6 MaterialsDocument14 pagesModule 6 MaterialsRubio Billy JoeNo ratings yet
- Introduction To Eddy Current TestingDocument4 pagesIntroduction To Eddy Current TestingyatheendravarmaNo ratings yet
- Experimental Validation On ASTM A516 Grade 70 Carbon Steel by Non-Destructive TestingDocument4 pagesExperimental Validation On ASTM A516 Grade 70 Carbon Steel by Non-Destructive TestingIJMTST-Online JournalNo ratings yet
- Dimensional Measurements, Material Characterization, and MoreDocument4 pagesDimensional Measurements, Material Characterization, and Moreozlem3472265No ratings yet
- NDT - Unit-1Document73 pagesNDT - Unit-1NABIL HUSSAIN100% (1)
- Non Destructive Tests - 1Document14 pagesNon Destructive Tests - 1me0906840087No ratings yet
- Guide to common NDT methodsDocument3 pagesGuide to common NDT methodsmabppuNo ratings yet
- ASNT NDT Certification GuideDocument93 pagesASNT NDT Certification GuideVincent Vijayakumar33% (3)
- Dhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksDocument11 pagesDhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksRAJESH. RNo ratings yet
- Non Destructive Testing::Akash Tripathi Mechanical Engineering (2014-18:D41 (4 Year)Document29 pagesNon Destructive Testing::Akash Tripathi Mechanical Engineering (2014-18:D41 (4 Year)Akash TripathiNo ratings yet
- 3.1 NDI Demonstration of Crack Detection CapabilityDocument28 pages3.1 NDI Demonstration of Crack Detection CapabilitypolistaNo ratings yet
- Overview of NDT Methods & ApplicationsDocument7 pagesOverview of NDT Methods & Applicationsgeorgescribd1103No ratings yet
- NDTDocument33 pagesNDTParvind Lolldharry100% (1)
- New Materials and Intelligent Manufacturing (NMIM) : Pulse Eddy Current Nondestructive TestingDocument3 pagesNew Materials and Intelligent Manufacturing (NMIM) : Pulse Eddy Current Nondestructive TestingAgung P WibowoNo ratings yet
- 4-Introduction To NDT-05!08!2021 (05-Aug-2021) Material I 05-Aug-2021 Module 1 - Introduction (12 Files Merged)Document56 pages4-Introduction To NDT-05!08!2021 (05-Aug-2021) Material I 05-Aug-2021 Module 1 - Introduction (12 Files Merged)Sachin kumar MaileNo ratings yet
- Corrosion Monitoring in Petroleum Refineries: K.R. Soni, Saga Global ConsultantsDocument40 pagesCorrosion Monitoring in Petroleum Refineries: K.R. Soni, Saga Global Consultantsokoro matthewNo ratings yet
- Eddy Current White PaperDocument25 pagesEddy Current White PapervrapciudorianNo ratings yet
- Introduction of Non-Destructive Test: ENCE710 - Advanced Steel StructuresDocument44 pagesIntroduction of Non-Destructive Test: ENCE710 - Advanced Steel Structuresconmec.crplNo ratings yet
- Non-Destructive Testing For Non-Ferrous Materials Like Aluminium and Copper.Document9 pagesNon-Destructive Testing For Non-Ferrous Materials Like Aluminium and Copper.Raushan JhaNo ratings yet
- 10 Non Destructive Testing PDFDocument8 pages10 Non Destructive Testing PDFGosaye DesalegnNo ratings yet
- Introduction To Nondestructive TestingDocument18 pagesIntroduction To Nondestructive TestingVaibhav ShrivastavaNo ratings yet
- NDT and InspectionDocument41 pagesNDT and InspectionchuahuipengNo ratings yet
- Non-Destructive Testing Methods GuideDocument47 pagesNon-Destructive Testing Methods GuideAustin Okoth OmondiNo ratings yet
- AIRFRAME INSPECTION METHODSDocument6 pagesAIRFRAME INSPECTION METHODSAmiera NorazmiNo ratings yet
- NDT ExplainDocument25 pagesNDT ExplainUdaivir Yadav100% (2)
- Penetrant Testing: Principles, Techniques, Applications and Interview Q&AFrom EverandPenetrant Testing: Principles, Techniques, Applications and Interview Q&ANo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- CV KuDocument11 pagesCV KuPrabhuNo ratings yet
- NDT INTRO-final 2Document12 pagesNDT INTRO-final 2PrabhuNo ratings yet
- Intro To NDTDocument34 pagesIntro To NDTkbldamNo ratings yet
- Intro To NDTDocument34 pagesIntro To NDTkbldamNo ratings yet
- NDT INTRO-final 2Document12 pagesNDT INTRO-final 2PrabhuNo ratings yet
- Sharath Babu Chintala QaDocument3 pagesSharath Babu Chintala QaPrabhuNo ratings yet
- CV KuDocument11 pagesCV KuPrabhuNo ratings yet
- Industrex Films: Film Types and FeaturesDocument17 pagesIndustrex Films: Film Types and FeaturesPrabhuNo ratings yet
- Flaw Max New Loaction PDFDocument1 pageFlaw Max New Loaction PDFPrabhuNo ratings yet
- HQSM 12 Tank Details1Document2 pagesHQSM 12 Tank Details1PrabhuNo ratings yet
- Pmi Master Smart BrochureDocument8 pagesPmi Master Smart BrochureAjimKe'enNo ratings yet
- Book Low Fares from JHB to TRZ for 926 MYRDocument2 pagesBook Low Fares from JHB to TRZ for 926 MYRPrabhuNo ratings yet
- Sharath Babu Chintala QaDocument3 pagesSharath Babu Chintala QaPrabhuNo ratings yet
- Ananth Kumar Katuri Qa-QcDocument2 pagesAnanth Kumar Katuri Qa-QcPrabhuNo ratings yet
- Nominal Pipe Size Chart in Inch and MMDocument2 pagesNominal Pipe Size Chart in Inch and MMMehman NasibovNo ratings yet
- Muhammad Zikril Hafiz B Mohd Maizam ResumeDocument8 pagesMuhammad Zikril Hafiz B Mohd Maizam ResumePrabhuNo ratings yet
- Advances Tube - en PDFDocument8 pagesAdvances Tube - en PDFJai PatelNo ratings yet
- Hardnessappguide PDFDocument21 pagesHardnessappguide PDFPrabhuNo ratings yet
- GT50 256Document1 pageGT50 256PrabhuNo ratings yet
- Ultradoc PDFDocument1 pageUltradoc PDFPrabhuNo ratings yet
- Local Heat Treatment ServiceDocument3 pagesLocal Heat Treatment Servicejperdigon9634No ratings yet
- NDT 15aDocument2 pagesNDT 15aPrabhuNo ratings yet
- Info Sheet Chemical Products 2013 11 PDFDocument2 pagesInfo Sheet Chemical Products 2013 11 PDFTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- Ultradoc PDFDocument1 pageUltradoc PDFPrabhuNo ratings yet
- DPS TargetDocument1 pageDPS TargetPrabhuNo ratings yet
- 24inchx 32MM-38.89MMDocument9 pages24inchx 32MM-38.89MMTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- Info Sheet Chemical Products 2013 11 PDFDocument2 pagesInfo Sheet Chemical Products 2013 11 PDFTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- X-MET Presentation PDFDocument39 pagesX-MET Presentation PDFTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- Nominal Pipe Size Chart in Inch and MMDocument2 pagesNominal Pipe Size Chart in Inch and MMMehman NasibovNo ratings yet
- Table of BenefitDocument2 pagesTable of BenefitPrabhuNo ratings yet
- Current Sense Circuit CollectionDocument5 pagesCurrent Sense Circuit CollectionDalla Torre CustomsNo ratings yet
- Star Delta Starter Guide - Maximum Torque & Efficiency ProofsDocument12 pagesStar Delta Starter Guide - Maximum Torque & Efficiency ProofsMostafa Faisal AboelezzNo ratings yet
- CRI PumpsDocument5 pagesCRI Pumpskumarvishal07No ratings yet
- Practical Electronics 1966 02 PDFDocument84 pagesPractical Electronics 1966 02 PDFCarlos Soares100% (1)
- Prabal Ji - Indore - VOLTAS - VRF - 140HPDocument2 pagesPrabal Ji - Indore - VOLTAS - VRF - 140HPTech MongerNo ratings yet
- 11 000 Measuring Equipment SummaryDocument38 pages11 000 Measuring Equipment SummaryAdrian GarciaNo ratings yet
- AbsolyteGP PDFDocument12 pagesAbsolyteGP PDFedin PopNo ratings yet
- C37 1-1987 PDFDocument52 pagesC37 1-1987 PDFAlejandro Noe NavarroNo ratings yet
- Installation and Operating Instructions 1VDD005976 GB - 8Document24 pagesInstallation and Operating Instructions 1VDD005976 GB - 8Vivek KakkothNo ratings yet
- Data Sheet: Oxygen-Free Copper Cu-OF - Luvata Alloy OF-OKDocument2 pagesData Sheet: Oxygen-Free Copper Cu-OF - Luvata Alloy OF-OKMuhammad Asif IqbalNo ratings yet
- (1 - 02) Capacitors Type EX-7L Single-Phase UnitsDocument4 pages(1 - 02) Capacitors Type EX-7L Single-Phase UnitsDaniela Emilia Insuaste CorreaNo ratings yet
- BBD Bucket StandfordDocument33 pagesBBD Bucket StandfordKotorrNo ratings yet
- 64 2096pbf KNHuDWrv 2j6YLvwomDocument10 pages64 2096pbf KNHuDWrv 2j6YLvwomCh Jameel SidhuNo ratings yet
- η= P P P η=97.09 % P P x P P P P: Problem Set No. 4 Transformer EfficiencyDocument6 pagesη= P P P η=97.09 % P P x P P P P: Problem Set No. 4 Transformer EfficiencyGeva GarradoNo ratings yet
- Programming Amd'S Cmos EpromsDocument11 pagesProgramming Amd'S Cmos EpromsrwpaulaNo ratings yet
- KoneCranes Manuals 2898Document136 pagesKoneCranes Manuals 2898Jairo Garcia Domenique67% (18)
- 1LUB000001-BLE InstallationManual Dry 201402Document24 pages1LUB000001-BLE InstallationManual Dry 201402Anonymous mcCJYBoNo ratings yet
- Renr7885renr7885 03 Sis CMCDocument2 pagesRenr7885renr7885 03 Sis CMCsayeed younis sadaatNo ratings yet
- MFL Tank Floor Scanning 2009Document28 pagesMFL Tank Floor Scanning 2009Justin Diraviraj100% (3)
- Experiment 2Document3 pagesExperiment 2Gurdeep Singh SagguNo ratings yet
- cw2 PVH Neelaka.Document15 pagescw2 PVH Neelaka.hasitha neelakaNo ratings yet
- Digital Signal Processing AssignmentDocument5 pagesDigital Signal Processing AssignmentM Faizan FarooqNo ratings yet
- Indoor Lighting - 380 KV GIS Building - Ground FloorDocument3 pagesIndoor Lighting - 380 KV GIS Building - Ground FloorSomnath DasNo ratings yet
- SEMIKRON Technical Explanation SKiiP4 F-Option EN 2017-08-30 Rev-02Document21 pagesSEMIKRON Technical Explanation SKiiP4 F-Option EN 2017-08-30 Rev-02mastechNo ratings yet
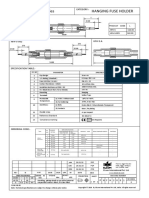
- Hanging fuse holder product detailsDocument1 pageHanging fuse holder product detailsbemlNo ratings yet
- 422e 428e Elektro2 PDFDocument4 pages422e 428e Elektro2 PDFdenisNo ratings yet
- Proceq Resipod PDFDocument2 pagesProceq Resipod PDFLucky ZozagallaNo ratings yet
- XXGP65-16 18-TV VDocument1 pageXXGP65-16 18-TV VИмяNo ratings yet
- Paper - 062 - INTEGRATION OF SOLAR PHOTOVOLTAIC DISTRIBUTED GENERATION IN NIGERIAN POWER SYSTEM NETWORKDocument6 pagesPaper - 062 - INTEGRATION OF SOLAR PHOTOVOLTAIC DISTRIBUTED GENERATION IN NIGERIAN POWER SYSTEM NETWORKabera alemayehuNo ratings yet
- Recent Trend in Electrochemical Science and TechnologyDocument316 pagesRecent Trend in Electrochemical Science and TechnologyCherry HamsteadNo ratings yet