You might also like
- Foundry and Casting OperationDocument176 pagesFoundry and Casting OperationABHINAV KUMAR ROY100% (26)
- Metal Casting Process OverviewDocument125 pagesMetal Casting Process OverviewSabir AliNo ratings yet
- Types of Pattern and Its ApplicationDocument27 pagesTypes of Pattern and Its ApplicationKarthik GanesanNo ratings yet
- FUNDAMENTALS OF METAL CASTING (Autosaved)Document45 pagesFUNDAMENTALS OF METAL CASTING (Autosaved)İREM TaşlıNo ratings yet
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Fundamentals of Metal Casting ProcessesDocument37 pagesFundamentals of Metal Casting ProcessesSachin RanaNo ratings yet
- Ch10 Casting Fund WileyDocument38 pagesCh10 Casting Fund WileyAbdur Rahman SultanNo ratings yet
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocument40 pagesFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and Coolingalemu170No ratings yet
- Casting in Manufacturing ProcessesDocument106 pagesCasting in Manufacturing ProcessesAhsan MukhtarNo ratings yet
- Chapter Ten - Fundamental of Metal CastingDocument35 pagesChapter Ten - Fundamental of Metal CastingWael W. AlsousNo ratings yet
- Chapter 10 Casting IDocument38 pagesChapter 10 Casting IMinhaj UllahNo ratings yet
- 2nd Class Notes 17.01Document48 pages2nd Class Notes 17.01EDISON OCHIENGNo ratings yet
- Fundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingDocument32 pagesFundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingAkash GuptaNo ratings yet
- 1st Class 13.01.2020Document18 pages1st Class 13.01.2020EDISON OCHIENGNo ratings yet
- METAL CASTING FUNDAMENTALSDocument30 pagesMETAL CASTING FUNDAMENTALSchincha chuNo ratings yet
- Chap 4 CastingProcessesDocument48 pagesChap 4 CastingProcessesTshiamo MontsoNo ratings yet
- Chap 4-CastingProcessesDocument68 pagesChap 4-CastingProcessesfarayi.gadahNo ratings yet
- Metal Casting: Compiled By: Norliana Mohd AbbasDocument34 pagesMetal Casting: Compiled By: Norliana Mohd AbbasAziful AimanNo ratings yet
- Casting Processes: March 2020Document26 pagesCasting Processes: March 2020Bhavin DesaiNo ratings yet
- L5-Fundamentals of Metal CastingDocument22 pagesL5-Fundamentals of Metal CastingKhayrulIslamNo ratings yet
- Fundamentals of Metal CastingDocument18 pagesFundamentals of Metal CastingtmcoachingcentreNo ratings yet
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocument35 pagesFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and Coolingb0zzch4No ratings yet
- Metal CastingDocument22 pagesMetal CastingANKIT RAJNo ratings yet
- Chapter 4 CastingDocument90 pagesChapter 4 CastingA TalkNo ratings yet
- Lec 2castingpdfDocument26 pagesLec 2castingpdfHải TrầnNo ratings yet
- A402072949 - 17676 - 17 - 2018 - Casting 2Document39 pagesA402072949 - 17676 - 17 - 2018 - Casting 2KushNo ratings yet
- Final Metal CastingDocument38 pagesFinal Metal CastingishanNo ratings yet
- Casting Processes CompleteDocument49 pagesCasting Processes CompleteRavi KumarNo ratings yet
- Enme 331-Fundamentals of CastingDocument48 pagesEnme 331-Fundamentals of CastingAhmed AbdulrhmanNo ratings yet
- 1 - Metal Casting Fundamentals PDFDocument38 pages1 - Metal Casting Fundamentals PDFHusain AliNo ratings yet
- Foundry CourseDocument62 pagesFoundry CoursePradip Gupta0% (1)
- Manufacturing Processes Ch.4 (10 and 11) CastingDocument143 pagesManufacturing Processes Ch.4 (10 and 11) Castingashoku24007No ratings yet
- Introduction To CastingDocument16 pagesIntroduction To CastingOkari100% (1)
- 3.1 Casting ProcessDocument4 pages3.1 Casting Processزينب عبد الخالق كاملNo ratings yet
- Metal Casting Process GuideDocument48 pagesMetal Casting Process GuidesumikannuNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting IM Kafeel KhanNo ratings yet
- Casting NameDocument18 pagesCasting NameShanmugam BalasubramaniamNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting Iking slayerNo ratings yet
- Metal-Casting Processes and EquipmentDocument48 pagesMetal-Casting Processes and EquipmenttemesgenNo ratings yet
- Metal Casting I: Manufacturing ProcessesDocument36 pagesMetal Casting I: Manufacturing Processesavinash 879No ratings yet
- 3 1and3 2Document110 pages3 1and3 2MPRajNo ratings yet
- Mechanical Castings Ppt-2Document49 pagesMechanical Castings Ppt-2PubgArena 01No ratings yet
- Lecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal AhmadDocument99 pagesLecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal Ahmadjawad khalidNo ratings yet
- Casting Manufacturing Processes FundamentalsDocument47 pagesCasting Manufacturing Processes FundamentalsarobaidiNo ratings yet
- Metal Casting Technology OverviewDocument4 pagesMetal Casting Technology OverviewTasnim ArifNo ratings yet
- Chapter 4 - Casting ProcessesDocument40 pagesChapter 4 - Casting ProcessesErnawati ZailiNo ratings yet
- Overview of Casting TechnologyDocument5 pagesOverview of Casting TechnologySK Kushwah RajputNo ratings yet
- Manu Fact Ech Lecture 2 and 3Document125 pagesManu Fact Ech Lecture 2 and 3Sasi aeroNo ratings yet
- Chapter 5Document14 pagesChapter 5Phuc Truong DucNo ratings yet
- Casting Process: Steps of Casting AreDocument10 pagesCasting Process: Steps of Casting AreReham Emad Ezzat MohamedNo ratings yet
- Manufacturing Processes Manufacturing Processes ME ME - 222 222Document66 pagesManufacturing Processes Manufacturing Processes ME ME - 222 222shahnawaz875No ratings yet
- Fluidity of Molten MetalDocument18 pagesFluidity of Molten Metalbittu kumarNo ratings yet
- Overview of Metal CastingDocument43 pagesOverview of Metal CastingAhmad FaidhiNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- Week 2 Advanced Workshop PracticeDocument28 pagesWeek 2 Advanced Workshop PracticeBasit AliNo ratings yet
- Mech202 - 2015-16 Fall - l02 - Casting IDocument75 pagesMech202 - 2015-16 Fall - l02 - Casting IDanish IftikharNo ratings yet
- Metal Casting TechniquesDocument125 pagesMetal Casting TechniquesobvertNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Foundry Shop ManualDocument9 pagesFoundry Shop ManualRanjit Singh67% (3)
- 55 MCQ on METAL CASTINGDocument8 pages55 MCQ on METAL CASTINGVivek Bajpai100% (1)
- Riser DesignDocument4 pagesRiser DesignJiggy Jick100% (1)
- NPTL CompressedDocument228 pagesNPTL CompressedAniketan kumar Singh - EC-32No ratings yet
- Assignment 5Document9 pagesAssignment 5عمر صرانNo ratings yet
- Sec B Batch 5 Fabrication of Excavator TeethDocument27 pagesSec B Batch 5 Fabrication of Excavator TeethSai DeepthiNo ratings yet
- Tool Design Theory (DCD)Document252 pagesTool Design Theory (DCD)Bhavsar ChiragNo ratings yet
- Disamatic Casting - ProjectDocument9 pagesDisamatic Casting - ProjectAndrei D.No ratings yet
- BENG (HONS) MECHANICAL ENGINEERING MANUFACTURING PROCESS MACHINING TOPICDocument16 pagesBENG (HONS) MECHANICAL ENGINEERING MANUFACTURING PROCESS MACHINING TOPICNaeem DeenNo ratings yet
- Study of Casting Defects by Varying Molding Sand Properties &temperatureDocument8 pagesStudy of Casting Defects by Varying Molding Sand Properties &temperatureruturajNo ratings yet
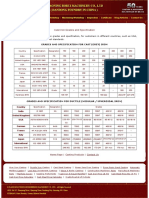
- Cast Iron Grades and SpecificationDocument1 pageCast Iron Grades and SpecificationRajagopal100% (1)
- Grades Gray Ductile SG Nodular GrapDocument2 pagesGrades Gray Ductile SG Nodular Grapjose.figueroa@foseco.comNo ratings yet
- Previous Years Gate Questions On Casting 2007-2013 - Engineering Tutorials PDFDocument5 pagesPrevious Years Gate Questions On Casting 2007-2013 - Engineering Tutorials PDFnallsrajj100% (1)
- Casting Process ComparisonDocument6 pagesCasting Process ComparisonRajaSekarsajjaNo ratings yet
- ME 2202 Casting Gating SystemsDocument67 pagesME 2202 Casting Gating Systemsyash guptaNo ratings yet
- Full Mould Casting: Pradeep Kumar.T.PDocument26 pagesFull Mould Casting: Pradeep Kumar.T.PVetrivel SezhianNo ratings yet
- Casting DefectsDocument5 pagesCasting DefectsNayeem pashaNo ratings yet
- Manufacturing Processes Ch.4 (10 and 11) CastingDocument143 pagesManufacturing Processes Ch.4 (10 and 11) Castingashoku24007No ratings yet
- Casting & Welding MF F343: BITS PilaniDocument26 pagesCasting & Welding MF F343: BITS Pilanivishwak tejaNo ratings yet
- Lecture6 PDFDocument2 pagesLecture6 PDFkosmitoNo ratings yet
- Unit 3Document98 pagesUnit 3Sudharshan IyengarNo ratings yet
- SWL90 ShadowCollective AssemblyDocument15 pagesSWL90 ShadowCollective AssemblyJózsef SchwarczNo ratings yet
- Casting Process GuideDocument120 pagesCasting Process GuidecelinaNo ratings yet
- General Casting ToleranceDocument2 pagesGeneral Casting ToleranceMuhammad M ElhafidNo ratings yet
- Foundry CourseDocument62 pagesFoundry CoursePradip Gupta0% (1)
- A New Shell Casting Process Based On Expendable Pattern With Vacuum and Low-Pressure Casting For Aluminum and Magnesium AlloysDocument11 pagesA New Shell Casting Process Based On Expendable Pattern With Vacuum and Low-Pressure Casting For Aluminum and Magnesium AlloysHani BanatNo ratings yet
- 11 (1) 1Document24 pages11 (1) 1অর্ঘ্য রায়No ratings yet
- SNTTM XXI - 2023 Full Paper 91Document8 pagesSNTTM XXI - 2023 Full Paper 91indra adriansyahNo ratings yet
- Chapter 1 - Fundamentals of Metal CastingDocument43 pagesChapter 1 - Fundamentals of Metal CastingSeab PisethNo ratings yet