You might also like
- Data Table CarbonDocument2 pagesData Table Carbonyodaswarrior33% (15)
- Lesson Plan SETS 2 PDFDocument10 pagesLesson Plan SETS 2 PDFHelmi Tarmizi83% (6)
- Teachers Book - Smarty 4 PDFDocument77 pagesTeachers Book - Smarty 4 PDFFlorenciaRivichini50% (2)
- The Math-Hacker Book PDFDocument797 pagesThe Math-Hacker Book PDFAnderson Alfred100% (1)
- Certificate of Incorporation Phlips India LimitedDocument1 pageCertificate of Incorporation Phlips India LimitedRam AgarwalNo ratings yet
- 5 - Architect Fee AgreementDocument4 pages5 - Architect Fee AgreementJoevince Neil Gacus100% (2)
- Pearson Knowledge Management An Integrated Approach 2nd Edition 0273726854Document377 pagesPearson Knowledge Management An Integrated Approach 2nd Edition 0273726854karel de klerkNo ratings yet
- Partlist Sym Vf3i 185Document83 pagesPartlist Sym Vf3i 185Jack Wilder100% (1)
- Coal and OilDocument48 pagesCoal and OilAnjaly KumariNo ratings yet
- Blending Coal PDFDocument68 pagesBlending Coal PDFNur DiansyahNo ratings yet
- Energy for Sustainable Development Through Coal UtilizationDocument30 pagesEnergy for Sustainable Development Through Coal UtilizationAkmal Hafeez Muhammad HafeezNo ratings yet
- VSK process specification for small cement plantsDocument3 pagesVSK process specification for small cement plantsArjun Chetri BhandariNo ratings yet
- rp003 ICAER2015-A0003Document6 pagesrp003 ICAER2015-A0003Bekraoui KeltoumNo ratings yet
- Gasification by ShellDocument22 pagesGasification by Shellkagaku09100% (1)
- Department of Chemical Engineering: Analysis & Comparison of Cheaper Binder For Coal FinesDocument26 pagesDepartment of Chemical Engineering: Analysis & Comparison of Cheaper Binder For Coal FinesVijaya GosuNo ratings yet
- Gas Cleaning For IC Engine Applications From Fixed Bed Biomass GasificationDocument11 pagesGas Cleaning For IC Engine Applications From Fixed Bed Biomass GasificationHotib PerwiraNo ratings yet
- Blending of Coals To Meet Power Station Requirements CCC 238Document69 pagesBlending of Coals To Meet Power Station Requirements CCC 238Ali SalehiNo ratings yet
- Biothermalenergy Lecture.156903.1555765393.5236 PDFDocument19 pagesBiothermalenergy Lecture.156903.1555765393.5236 PDFSitiMursidahNo ratings yet
- AF Ash IncorporationDocument7 pagesAF Ash Incorporationirfan100% (1)
- makalah fly ash dari ibu januarty jaya ekaputri_084822Document47 pagesmakalah fly ash dari ibu januarty jaya ekaputri_084822Resqi NandaNo ratings yet
- APGENCO FlyashDocument37 pagesAPGENCO Flyashlokesh0144No ratings yet
- Appliances For Domestic Biogas Plants: Biogas Compact Course PPRE-Oldenburg University April 26 28, 2011Document47 pagesAppliances For Domestic Biogas Plants: Biogas Compact Course PPRE-Oldenburg University April 26 28, 2011erkiruthirajNo ratings yet
- LWAASHJSPLANGULDocument5 pagesLWAASHJSPLANGULAmiy SrivastavaNo ratings yet
- Paper On Diversification of Power Producer Into Pellet Manufacturing ProcessDocument5 pagesPaper On Diversification of Power Producer Into Pellet Manufacturing ProcessPranjul SaxenaNo ratings yet
- SOP - Biomass Cofiring Final - PFDocument14 pagesSOP - Biomass Cofiring Final - PFAmit MishraNo ratings yet
- en Nox and Co Emissions of Rice Straw CoconDocument5 pagesen Nox and Co Emissions of Rice Straw CoconGamma OktaNo ratings yet
- Our ReportDocument85 pagesOur ReportDivyansh Singh ChauhanNo ratings yet
- National Mission On Use of Biomass in Thermal Power PlantsDocument12 pagesNational Mission On Use of Biomass in Thermal Power PlantsPMG Bhuswal ProjectNo ratings yet
- 151 40412 135 PDFDocument6 pages151 40412 135 PDFJJNo ratings yet
- Options For Steam Efficiency: 22 February 2010 Datta KuvalekarDocument48 pagesOptions For Steam Efficiency: 22 February 2010 Datta KuvalekarJagney DaveNo ratings yet
- Pine Needle Briquettes: A Renewable Source of Energy: June 2013Document8 pagesPine Needle Briquettes: A Renewable Source of Energy: June 2013Lexus Zander RambaudNo ratings yet
- Coal Bed Methane Resource Estimation & Production TechniquesDocument83 pagesCoal Bed Methane Resource Estimation & Production TechniquesDivyansh Singh ChauhanNo ratings yet
- Introduction To Fuels: CoalDocument6 pagesIntroduction To Fuels: Coalkcp1986No ratings yet
- Bioresources: Preparation and Properties of Pulp Black Liquor BriquettesDocument13 pagesBioresources: Preparation and Properties of Pulp Black Liquor BriquettesarjunanpnNo ratings yet
- Coal Gassification FM KoreaDocument40 pagesCoal Gassification FM KoreaJim BoothNo ratings yet
- SBB Energy Canada Emissions InventoryDocument1 pageSBB Energy Canada Emissions InventoryRufus D SNo ratings yet
- 1 coalPREDocument24 pages1 coalPREsameh ibrahemNo ratings yet
- South African Journal of Chemical Engineering: A B A A CDocument4 pagesSouth African Journal of Chemical Engineering: A B A A CFood CatNo ratings yet
- Module 7 Activity No. 5 Experiment No. 7Document9 pagesModule 7 Activity No. 5 Experiment No. 7MARIANNEANGEL DEVILLENANo ratings yet
- Solid waste charcoal briquette as alternative energyDocument5 pagesSolid waste charcoal briquette as alternative energyastri handayaniNo ratings yet
- A Framework for Sustainable Concrete ConstructionDocument32 pagesA Framework for Sustainable Concrete ConstructionAshok Kumar TiwariNo ratings yet
- CO Adsorption Performance of Rubber Wood Activated CarbonDocument6 pagesCO Adsorption Performance of Rubber Wood Activated CarbonZackkNo ratings yet
- Characteristics of Briquette As An Alternative Fuel Made of Mixed-Biomass Waste (Dairy Sludge and Coconut Shell)Document7 pagesCharacteristics of Briquette As An Alternative Fuel Made of Mixed-Biomass Waste (Dairy Sludge and Coconut Shell)Jasper MacalisangNo ratings yet
- Identificationof Coaland Gangueby Feedforward Neural Network Basedon Data AnalysisDocument12 pagesIdentificationof Coaland Gangueby Feedforward Neural Network Basedon Data AnalysisAnjanaNo ratings yet
- Operating Guidelines for Biomass Pellet co-firing in PF Boilers - NTPCDocument16 pagesOperating Guidelines for Biomass Pellet co-firing in PF Boilers - NTPCincantationNo ratings yet
- Green field cement plant design questionnaireDocument6 pagesGreen field cement plant design questionnaireIshaan AgarwalNo ratings yet
- Recovery of Proteins and Chromium Complexes From Chromium - Containing Leather Waste (CCLW)Document9 pagesRecovery of Proteins and Chromium Complexes From Chromium - Containing Leather Waste (CCLW)Oyeniyi Samuel KehindeNo ratings yet
- Analisis Kualitas Briket Arang Tempurung Kelapa Dengan Bahan Perekat Tepung Kanji Dan Tepung Sagu Sebagai Bahan Bakar AlternatifDocument10 pagesAnalisis Kualitas Briket Arang Tempurung Kelapa Dengan Bahan Perekat Tepung Kanji Dan Tepung Sagu Sebagai Bahan Bakar AlternatifTK NEGERI NURUL A'LANo ratings yet
- Analisa Pemanfaatan Briket Limbah Arang Kayu Alaban Di Desa Tapuk Kecamatan Limpasu Kabupaten Hulu Sungai TengahDocument10 pagesAnalisa Pemanfaatan Briket Limbah Arang Kayu Alaban Di Desa Tapuk Kecamatan Limpasu Kabupaten Hulu Sungai TengahAzhar FaqihNo ratings yet
- Clean Coal Technologies For Power GenerationDocument315 pagesClean Coal Technologies For Power GenerationAaditya Pratap Sanyal100% (1)
- Thar Coal PropertiesDocument20 pagesThar Coal PropertiesHydel & Thermal PP S&MNo ratings yet
- Semantic ScholarlyDocument5 pagesSemantic ScholarlyAndrian LumanglasNo ratings yet
- Ash Handling System Design For The Power Plant: 1.0 Boiler Data: Description ParametersDocument4 pagesAsh Handling System Design For The Power Plant: 1.0 Boiler Data: Description ParametersvesselNo ratings yet
- Biogas Design 20190924Document26 pagesBiogas Design 20190924Epa PaulNo ratings yet
- Coal Quality IndiaDocument54 pagesCoal Quality IndiarajeevkumarrajeevNo ratings yet
- Research Article: Adsorption of Carbon Dioxide Onto Activated Carbon Prepared From Coconut ShellsDocument11 pagesResearch Article: Adsorption of Carbon Dioxide Onto Activated Carbon Prepared From Coconut ShellsBarış GürelNo ratings yet
- Cement 2020 Biomass Forum April 14, 2011 Technical PresentationDocument22 pagesCement 2020 Biomass Forum April 14, 2011 Technical PresentationAlejandro SanchezNo ratings yet
- 2346 4583 1 SMDocument11 pages2346 4583 1 SMALE SYAIBAN78No ratings yet
- 2 Rajiv Aggarwal Bio CNG A Green Alternate To Fossil FuelsDocument28 pages2 Rajiv Aggarwal Bio CNG A Green Alternate To Fossil FuelsGaneshkumar AmbedkarNo ratings yet
- Characterization of Carbonized Municipal Waste As Substitute For Coal FuelDocument9 pagesCharacterization of Carbonized Municipal Waste As Substitute For Coal FuelDadanNo ratings yet
- Carbon Product Infused Concrete CharacterizationDocument1 pageCarbon Product Infused Concrete CharacterizationJeffrey HeoNo ratings yet
- Experimental Analysis of Minimum Ignition Temperature of Coal Dust Layers in Oxy-Fuel Combustion AtmospheresDocument10 pagesExperimental Analysis of Minimum Ignition Temperature of Coal Dust Layers in Oxy-Fuel Combustion AtmospheresAnand SehgalNo ratings yet
- DATE:-2020.01.07 Experiment No: - 09 Experiment Name: - Determination of Ash Content Natural RubberDocument6 pagesDATE:-2020.01.07 Experiment No: - 09 Experiment Name: - Determination of Ash Content Natural RubberChalani KuruneruNo ratings yet
- Proximate Analysis FinalDocument19 pagesProximate Analysis FinalGlobal LogisticsNo ratings yet
- Chemistry and Metallurgy: Second Revised and Enlarged EditionFrom EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryNo ratings yet
- Handbook of Composites from Renewable Materials, Design and ManufacturingFrom EverandHandbook of Composites from Renewable Materials, Design and ManufacturingNo ratings yet
- Chemical Analysis of Contaminated LandFrom EverandChemical Analysis of Contaminated LandK. Clive ThompsonNo ratings yet
- TGE 3668 - Rev-01 - Write-Up of Generator Primary Water SystemDocument11 pagesTGE 3668 - Rev-01 - Write-Up of Generator Primary Water SystemPMG Bhuswal ProjectNo ratings yet
- Smart Grid Kumud WadhwaDocument52 pagesSmart Grid Kumud WadhwaPMG Bhuswal ProjectNo ratings yet
- Bhusawal 1X660 CO 106 R03 PDFDocument1 pageBhusawal 1X660 CO 106 R03 PDFPMG Bhuswal ProjectNo ratings yet
- CEA Report On Fly Ash Utilization Jan.2014Document45 pagesCEA Report On Fly Ash Utilization Jan.2014Pradeepkumar GNo ratings yet
- ConstructionRegulation ConsDocument127 pagesConstructionRegulation ConsanuragpugaliaNo ratings yet
- Notes For SCH ReadingDocument7 pagesNotes For SCH ReadingPMG Bhuswal ProjectNo ratings yet
- Commissioning of DAVRDocument70 pagesCommissioning of DAVRPMG Bhuswal Project100% (1)
- Bhusawal 1X660 DMS 110 R01Document1 pageBhusawal 1X660 DMS 110 R01PMG Bhuswal ProjectNo ratings yet
- SLD GT Unit#4 400kV Buses I & IIDocument7 pagesSLD GT Unit#4 400kV Buses I & IIPMG Bhuswal ProjectNo ratings yet
- MiCOM IDMT Curves CalculatorDocument2 pagesMiCOM IDMT Curves CalculatorYigit SarıkayaNo ratings yet
- Field and Stator Ground Fault Protection Modules: Grid SolutionsDocument64 pagesField and Stator Ground Fault Protection Modules: Grid SolutionsPMG Bhuswal ProjectNo ratings yet
- Exe Sum Eng Tangedco 251121Document10 pagesExe Sum Eng Tangedco 251121PMG Bhuswal ProjectNo ratings yet
- Pre CommisioningDocument7 pagesPre CommisioningPMG Bhuswal ProjectNo ratings yet
- Bhusawal HPH Rev02 PDFDocument26 pagesBhusawal HPH Rev02 PDFPMG Bhuswal ProjectNo ratings yet
- UntitledDocument2 pagesUntitledPMG Bhuswal ProjectNo ratings yet
- CRS - SLD-Turbine Valve MCC - 6KB-R02Document2 pagesCRS - SLD-Turbine Valve MCC - 6KB-R02PMG Bhuswal ProjectNo ratings yet
- Protection Guide enDocument74 pagesProtection Guide enEmad100% (28)
- Online coaching classes for electrical machines and transformersDocument79 pagesOnline coaching classes for electrical machines and transformersPMG Bhuswal ProjectNo ratings yet
- UntitledDocument8 pagesUntitledPMG Bhuswal ProjectNo ratings yet
- English Alphabets Capital Letters WorksheetDocument10 pagesEnglish Alphabets Capital Letters WorksheetPMG Bhuswal ProjectNo ratings yet
- Maths Sutra The Art of Vedic Speed Calculation by Gaurav TekriwalDocument277 pagesMaths Sutra The Art of Vedic Speed Calculation by Gaurav TekriwalDheeraj Kumar100% (9)
- Maths Sutra The Art of Vedic Speed Calculation by Gaurav TekriwalDocument277 pagesMaths Sutra The Art of Vedic Speed Calculation by Gaurav TekriwalDheeraj Kumar100% (9)
- 2020Document52 pages2020PMG Bhuswal ProjectNo ratings yet
- KC CottrellDocument47 pagesKC CottrellAnindya Paul Chowdhury100% (1)
- Maths Sutra The Art of Vedic Speed Calculation by Gaurav TekriwalDocument277 pagesMaths Sutra The Art of Vedic Speed Calculation by Gaurav TekriwalDheeraj Kumar100% (9)
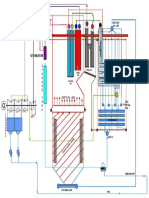
- 660MW Boiler Steam and Water Flow CircuitDocument1 page660MW Boiler Steam and Water Flow CircuitPMG Bhuswal ProjectNo ratings yet
- Motor ProtectionDocument20 pagesMotor ProtectiondipenkhandhediyaNo ratings yet
- B.Tech - Electrical Engineering: "Manipulate The Power"Document8 pagesB.Tech - Electrical Engineering: "Manipulate The Power"PMG Bhuswal ProjectNo ratings yet
- Power system protection techniques and protective devices explained by Dr. Prof. Mohammed Tawfeeq LazimDocument20 pagesPower system protection techniques and protective devices explained by Dr. Prof. Mohammed Tawfeeq Lazimmughees_itcompNo ratings yet
- Analyzing an Anti-Smoking Poster Using a Formalist ApproachDocument20 pagesAnalyzing an Anti-Smoking Poster Using a Formalist ApproachAlphred Jann NaparanNo ratings yet
- BITS Vulnerability Management Maturity ModelDocument19 pagesBITS Vulnerability Management Maturity ModelJack JacksonNo ratings yet
- Find Out Real Root of Equation 3x-Cosx-1 0 by Newton's Raphson Method. 2. Solve Upto Four Decimal Places by Newton Raphson. 3Document3 pagesFind Out Real Root of Equation 3x-Cosx-1 0 by Newton's Raphson Method. 2. Solve Upto Four Decimal Places by Newton Raphson. 3Gopal AggarwalNo ratings yet
- How to Critique a Work in 40 StepsDocument16 pagesHow to Critique a Work in 40 StepsGavrie TalabocNo ratings yet
- Maths Homework Project Year 4Document8 pagesMaths Homework Project Year 4afeuwbdev100% (1)
- Function Apollo Amadeus: Sign In/OutDocument16 pagesFunction Apollo Amadeus: Sign In/OutMabs GaddNo ratings yet
- Solve Equations and InequalitiesDocument13 pagesSolve Equations and InequalitiesFons Roxas-ChuaNo ratings yet
- Get Lucky LetraDocument1 pageGet Lucky LetraDante Jhonatan Kamt GarciaNo ratings yet
- The University, Bhopal: National Law InstituteDocument19 pagesThe University, Bhopal: National Law InstituteOk OkNo ratings yet
- Volkswagen 2.0L TDI Common Rail Engine Service TrainingDocument90 pagesVolkswagen 2.0L TDI Common Rail Engine Service TrainingАлла Харютина100% (1)
- Talento 371/372 Pro Talento 751/752 Pro: Installation and MountingDocument1 pageTalento 371/372 Pro Talento 751/752 Pro: Installation and MountingFareeha IrfanNo ratings yet
- Vastu House PlanDocument187 pagesVastu House Planshilpa shahNo ratings yet
- Filipinism 3Document3 pagesFilipinism 3Shahani Cel MananayNo ratings yet
- Gen Math Module 6 Solving Exponential Equation and Inequalities - 112920 PDFDocument18 pagesGen Math Module 6 Solving Exponential Equation and Inequalities - 112920 PDFMGrace P. VergaraNo ratings yet
- Resume summary of monthly sparepart costs and production in 2021Document590 pagesResume summary of monthly sparepart costs and production in 2021winda listya ningrumNo ratings yet
- Sleep Hygiene Sleep QualityandDocument8 pagesSleep Hygiene Sleep QualityandVriddhi AgrawalNo ratings yet
- Jenny Randles - Mind Monsters - Invaders From Inner Space (1990)Document219 pagesJenny Randles - Mind Monsters - Invaders From Inner Space (1990)DirkTheDaring11100% (15)
- Oven Nordson ElectronicDocument60 pagesOven Nordson ElectronicDanijela KoNo ratings yet
- IEU - BBA - Final Project - Business Plan - Guidelines and Requirements - v02.07Document11 pagesIEU - BBA - Final Project - Business Plan - Guidelines and Requirements - v02.07Jorge Eduardo Ortega PalaciosNo ratings yet
- 07 FSM PDFDocument25 pages07 FSM PDFnew2trackNo ratings yet
- 4-Day Hands-On Python ProgrammingDocument3 pages4-Day Hands-On Python ProgrammingÃmåñûēl DïrïbãNo ratings yet
- P0880 TCM Power Circuit InspectionDocument5 pagesP0880 TCM Power Circuit InspectionLojan Coronel José HumbertoNo ratings yet
- Oc Curve BasicsDocument25 pagesOc Curve BasicsRohit SoniNo ratings yet