You might also like
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- JF 302 - Material Technology 1Document18 pagesJF 302 - Material Technology 1Arif AzizAnNo ratings yet
- Chapter 6 Report - Group1 PDFDocument63 pagesChapter 6 Report - Group1 PDFLazadaNo ratings yet
- Determination of the Mechanical and Technological Properties of MetalsFrom EverandDetermination of the Mechanical and Technological Properties of MetalsNo ratings yet
- NDT ProcessDocument12 pagesNDT ProcessBRENT_09059669No ratings yet
- Aggressive Environment TestingDocument13 pagesAggressive Environment TestingJoseph saturNo ratings yet
- Destructive and Non-Destructive TestingDocument12 pagesDestructive and Non-Destructive TestingKailas Sree Chandran100% (5)
- Ensure Aviation Safety with Rigorous Fastener TestingDocument2 pagesEnsure Aviation Safety with Rigorous Fastener TestingJay VoraNo ratings yet
- Module - 5 Inspection & Quality Control Applications of Composites MaterialsDocument42 pagesModule - 5 Inspection & Quality Control Applications of Composites MaterialsSuresh DhanasekarNo ratings yet
- Destructive TestingDocument8 pagesDestructive TestingAbdul Rehman100% (2)
- Non-Destructive TestingDocument75 pagesNon-Destructive TestingHimanshu ShuklaNo ratings yet
- Portable Hardness Testing - Principles and ApplicationsDocument8 pagesPortable Hardness Testing - Principles and ApplicationsvrapciudorianNo ratings yet
- 1 Introduction To Nondestructive TestingDocument26 pages1 Introduction To Nondestructive TestingsivasaNo ratings yet
- Overview of NDT Methods & ApplicationsDocument7 pagesOverview of NDT Methods & Applicationsgeorgescribd1103No ratings yet
- Materials Testing Methods GuideDocument44 pagesMaterials Testing Methods GuideRed CrazyNo ratings yet
- A. Destructive Weld TestingDocument2 pagesA. Destructive Weld TestingAshok PradhanNo ratings yet
- Hardness Testing Part 2Document3 pagesHardness Testing Part 2tuanNo ratings yet
- Determine The Indentation Hardness of Mild Steel, Brass, Aluminium Etc. Using Vickers Hardness Testing MachineDocument13 pagesDetermine The Indentation Hardness of Mild Steel, Brass, Aluminium Etc. Using Vickers Hardness Testing MachineEriane GarciaNo ratings yet
- Intro To NDTDocument33 pagesIntro To NDTLeo LionNo ratings yet
- Vicker's Hardness TestDocument9 pagesVicker's Hardness Testinnocentsoul75% (4)
- Chapter4 150109005052 Conversion Gate02Document56 pagesChapter4 150109005052 Conversion Gate02زهديابوانسNo ratings yet
- What Is The Definition of Hardness TestingDocument8 pagesWhat Is The Definition of Hardness TestingJonathan FloresNo ratings yet
- NDTDocument35 pagesNDTningshaNo ratings yet
- Chapter 8Document25 pagesChapter 8kamzhankhang123No ratings yet
- NDT TechniquesDocument59 pagesNDT TechniquesSaadFarooq100% (1)
- Hardness TestingDocument10 pagesHardness TestingMekhmanNo ratings yet
- Government Engineering College Gandhinagar: Long Range Ultrasonic TestingDocument21 pagesGovernment Engineering College Gandhinagar: Long Range Ultrasonic TestingJaynish IdhariyaNo ratings yet
- What is hardness testingDocument17 pagesWhat is hardness testingJonathan FloresNo ratings yet
- Destructive TestDocument3 pagesDestructive TestAshok PradhanNo ratings yet
- Material Testing MethodsDocument18 pagesMaterial Testing MethodsMathanNo ratings yet
- Equotip Rebound Hardness Testing After D. Leeb: M. KompatscherDocument7 pagesEquotip Rebound Hardness Testing After D. Leeb: M. KompatscherGagrigoreNo ratings yet
- 1 Introduction To Nondestructive TestingDocument24 pages1 Introduction To Nondestructive TestingAmol DeshmukhNo ratings yet
- Leeb - Mjerenje TvrdoćeDocument12 pagesLeeb - Mjerenje TvrdoćedragoslavNo ratings yet
- Material TestingDocument7 pagesMaterial TestingkimsonNo ratings yet
- Standards and Codes: What Is A Standard?Document78 pagesStandards and Codes: What Is A Standard?Sachin kumar MaileNo ratings yet
- Materials TestingDocument33 pagesMaterials TestinggrantarvinNo ratings yet
- Destructive TestingDocument12 pagesDestructive TestingGowriShankarNo ratings yet
- Destructive Testing of WeldsDocument4 pagesDestructive Testing of Weldsvikram5211No ratings yet
- Materials Lab REPORT 3Document5 pagesMaterials Lab REPORT 31803040035No ratings yet
- Aws HardnessDocument4 pagesAws HardnessAlanka PrasadNo ratings yet
- Charpy TestDocument10 pagesCharpy TestAsad AliNo ratings yet
- Non-Destructive Testing (CHAPTER 6)Document63 pagesNon-Destructive Testing (CHAPTER 6)imfendi100% (4)
- Nondestructive Testing HHHDocument13 pagesNondestructive Testing HHHzidaaanNo ratings yet
- LINE PIPE INSPECTION TECHNIQUESDocument32 pagesLINE PIPE INSPECTION TECHNIQUESRaza MehdiNo ratings yet
- (Useful) Unit 2 Mechanical Test of MaterialDocument57 pages(Useful) Unit 2 Mechanical Test of Materialbalajimeie100% (1)
- ASNT NDT Certification GuideDocument93 pagesASNT NDT Certification GuideVincent Vijayakumar33% (3)
- Material Case StudyDocument8 pagesMaterial Case StudyI'NhonqMinnie100% (1)
- EXP 5 - MaterialsDocument18 pagesEXP 5 - MaterialsLeslie CatindigNo ratings yet
- Me136p Exp8 Tensile Test of Welded JointDocument11 pagesMe136p Exp8 Tensile Test of Welded JointJohn Henry SalvadoNo ratings yet
- Mech Property TestingDocument103 pagesMech Property TestingShivanand ArwatNo ratings yet
- Is 15060:2001/iso 10321-1992Document13 pagesIs 15060:2001/iso 10321-1992Antonette LimNo ratings yet
- Ultrasonic InspectionDocument20 pagesUltrasonic Inspectionabraham silva hernandezNo ratings yet
- Lab Activity 1Document4 pagesLab Activity 1Ren RenNo ratings yet
- Lecture 2 - Impact TestingDocument23 pagesLecture 2 - Impact TestingabgkkmjqpemmcvfpcuNo ratings yet
- DT&NDTDocument26 pagesDT&NDTCepi Sindang KamulanNo ratings yet
- Sec 4 Destructive TestingDocument20 pagesSec 4 Destructive TestingAbdullahNo ratings yet
- 6 Destructive Testing 2Document20 pages6 Destructive Testing 2AlaaNo ratings yet
- Destructive TestingDocument4 pagesDestructive TestingPramod PamuNo ratings yet
- NDT - Unit-1Document73 pagesNDT - Unit-1NABIL HUSSAIN100% (1)
- Environmental, Health and Safety Guidelines For Textiles ManufacturingDocument20 pagesEnvironmental, Health and Safety Guidelines For Textiles ManufacturingHitesh ShahNo ratings yet
- NCM 105-Lesson 2Document68 pagesNCM 105-Lesson 2Roshin TejeroNo ratings yet
- Asme A112.4.14-2004 PDFDocument14 pagesAsme A112.4.14-2004 PDFAmer AmeryNo ratings yet
- Open University of Tanzania Term PaperDocument7 pagesOpen University of Tanzania Term Paperafmzfmeeavndqe100% (1)
- DesignMind Data WarehouseDocument31 pagesDesignMind Data WarehouseMark GinnebaughNo ratings yet
- Writing Part 2 - An Essay: (120-180 Words)Document7 pagesWriting Part 2 - An Essay: (120-180 Words)María Daniela BroccardoNo ratings yet
- Way Back To The BibleDocument19 pagesWay Back To The BiblePearlCladelLapidezNo ratings yet
- Kuruk Etra:: Dharma-K Etra Śalya-ParvaDocument1 pageKuruk Etra:: Dharma-K Etra Śalya-ParvaRavinder Khullar100% (1)
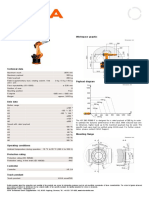
- KR 280 R3080 F technical specificationsDocument1 pageKR 280 R3080 F technical specificationsDorobantu CatalinNo ratings yet
- Murder Conviction UpheldDocument9 pagesMurder Conviction UpheldBobNo ratings yet
- Cultural Understanding Impacts Consumer BehaviorDocument10 pagesCultural Understanding Impacts Consumer BehaviorNguyễn Hữu Thảo NguyênNo ratings yet
- Listado 2 4ghzDocument4 pagesListado 2 4ghzRogerNo ratings yet
- Kinetic Study of The Catalytic Reforming of Methane With Carbon Dioxide To Synthesis Gas Over Ni - La2O3 Catalyst PDFDocument8 pagesKinetic Study of The Catalytic Reforming of Methane With Carbon Dioxide To Synthesis Gas Over Ni - La2O3 Catalyst PDFMarcus NguyễnNo ratings yet
- PR & PublicityDocument16 pagesPR & PublicityVipul Partap100% (2)
- CXO 7050 Rev 14.3.13 PDFDocument1 pageCXO 7050 Rev 14.3.13 PDFrajaramghoshNo ratings yet
- EN3: Introduction To Engineering and Statics: 3. Resultant of Systems of ForcesDocument6 pagesEN3: Introduction To Engineering and Statics: 3. Resultant of Systems of ForceskarthikaNo ratings yet
- Flygt 4660 EnglishDocument2 pagesFlygt 4660 EnglishVictor Manuel Lachira YarlequeNo ratings yet
- 21eb7 0 PDFDocument1 page21eb7 0 PDFdediranduNo ratings yet
- 1st Summative Test in Tle SmawDocument2 pages1st Summative Test in Tle Smawjenky agnoteNo ratings yet
- Epiroc MTH46BDocument8 pagesEpiroc MTH46BGalo DoloresNo ratings yet
- Power Grid FailureDocument18 pagesPower Grid Failurechandra 798No ratings yet
- Weekly TestDocument12 pagesWeekly Testrossana rondaNo ratings yet
- The Next Questions Will Depend On Your Answer(s) in Question Number 4: 6. The Next Questions Will Depend On Your Answer(s) in Question Number 4: 6Document1 pageThe Next Questions Will Depend On Your Answer(s) in Question Number 4: 6. The Next Questions Will Depend On Your Answer(s) in Question Number 4: 6cgranzore8833% (3)
- S1.8 Template of REAL Table For Power and Supporting CompetenciesDocument3 pagesS1.8 Template of REAL Table For Power and Supporting CompetenciesJamir SalongaNo ratings yet
- Small BusinessDocument22 pagesSmall BusinessAngelie Dela CruzNo ratings yet
- ST Patrick Lodge 199 BibleDocument5 pagesST Patrick Lodge 199 Bibletofique_fatehiNo ratings yet
- 7 Principles Video Content CreationDocument2 pages7 Principles Video Content CreationJackiee Fiorela PalaciosNo ratings yet
- O & M Manual TemplateDocument11 pagesO & M Manual Templatesooriya_82No ratings yet
- MS6711 Data Mining Homework 1: 1.1 Implement K-Means Manually (8 PTS)Document6 pagesMS6711 Data Mining Homework 1: 1.1 Implement K-Means Manually (8 PTS)Yihan WangNo ratings yet
- Exercise 15 Signal TransductionDocument4 pagesExercise 15 Signal TransductionTrina Rose AutidaNo ratings yet