You might also like
- 12 Awesome Free Quilt Patterns and Small Quilted ProjectsDocument55 pages12 Awesome Free Quilt Patterns and Small Quilted ProjectsMercia Janse van Noordwyk83% (6)
- 1946 Rusnok Mill Heads Cat PDFDocument25 pages1946 Rusnok Mill Heads Cat PDFfgrefeNo ratings yet
- Hats For Israeli Soldiers Crochet FinalDocument1 pageHats For Israeli Soldiers Crochet Finalchannahk544No ratings yet
- Landyn Tahj: A Yarn of SerendipityDocument11 pagesLandyn Tahj: A Yarn of SerendipityKateryna PanchenkoNo ratings yet
- Drills TheoryDocument56 pagesDrills TheoryrohanNo ratings yet
- Folklore Cardigan: Pattern Number: M20277 WEDocument12 pagesFolklore Cardigan: Pattern Number: M20277 WEMaria ReyNo ratings yet
- WWJ #6 1989Document76 pagesWWJ #6 1989ayamNo ratings yet
- How To Build A Wood Box: MaterialsDocument8 pagesHow To Build A Wood Box: MaterialsSoninho FelizNo ratings yet
- Reversible Octopus by Amanda GiraoDocument10 pagesReversible Octopus by Amanda GiraoDaxxii100% (1)
- Die Casting MachinesDocument78 pagesDie Casting MachinesluisA1923No ratings yet
- Cutting Tool FundamentalsDocument25 pagesCutting Tool FundamentalssatenawuNo ratings yet
- Metal Cutting and Machine ToolsDocument131 pagesMetal Cutting and Machine Toolsthirumalaikumaran100% (1)
- KNITmuch Issue 2 DownloadDocument64 pagesKNITmuch Issue 2 DownloadNina Serova100% (5)
- Cutting Tools TechnologyDocument47 pagesCutting Tools TechnologyJeff HardyNo ratings yet
- Cutting ToolsDocument60 pagesCutting ToolsNaman DaveNo ratings yet
- Lecture03 - Chapter 25-GrindingDocument54 pagesLecture03 - Chapter 25-GrindingFarhad AliNo ratings yet
- WORKSHOP REPORT Sheet MetalworkingDocument10 pagesWORKSHOP REPORT Sheet MetalworkingYuthinee100% (2)
- TCDPDocument88 pagesTCDPPrakash KumarNo ratings yet
- Cutting Tool Materials and Cutting Fluids by Dr. Oğuzhan YILMAZDocument33 pagesCutting Tool Materials and Cutting Fluids by Dr. Oğuzhan YILMAZpptmnltNo ratings yet
- Cutting Tool MaterialDocument41 pagesCutting Tool MaterialDheerajOmprasadNo ratings yet
- Cutting Tool MaterialsDocument5 pagesCutting Tool MaterialsMichael MeltzNo ratings yet
- Taper Turning OperationDocument17 pagesTaper Turning OperationRenmer N. Debil100% (2)
- Ing - Christmas ToyDocument8 pagesIng - Christmas ToyCamila Diniz100% (10)
- 7 Frida CAL Block 7 - Bouquet UK v5Document6 pages7 Frida CAL Block 7 - Bouquet UK v5Lucky CharmNo ratings yet
- Cutting ToolsDocument60 pagesCutting ToolsKedar Altekar0% (1)
- Technology of Machine ToolsDocument60 pagesTechnology of Machine Toolsaly_wael71No ratings yet
- New Cutting ToolsDocument102 pagesNew Cutting ToolsUmasankar IyerNo ratings yet
- Receitas de AmigurumiDocument10 pagesReceitas de AmigurumiMatheus Henrique100% (2)
- Winter The Deer GirlDocument8 pagesWinter The Deer Girlmagy4alex4min4100% (1)
- Notes 4 - Cutting Tools, Tool Geometry, Tool Wear, Tool LifeDocument101 pagesNotes 4 - Cutting Tools, Tool Geometry, Tool Wear, Tool LifeU2103097 STUDENTNo ratings yet
- Ceramic Ceremet PCBN and PCDDocument48 pagesCeramic Ceremet PCBN and PCDhsvjvv37No ratings yet
- 1-Cutting Tools & Tool Holders LectureDocument79 pages1-Cutting Tools & Tool Holders LectureWilliam Salazar100% (1)
- Tool MaterialDocument37 pagesTool Materialabhishek kumarNo ratings yet
- Chapter Five: Tools Classification and Design of ToolsDocument61 pagesChapter Five: Tools Classification and Design of ToolsTemuNo ratings yet
- Chapte 5 Single Point CuttingDocument52 pagesChapte 5 Single Point Cuttingmulugeta assefaNo ratings yet
- Cutting Tool MaterialsDocument4 pagesCutting Tool MaterialsJyoti KaleNo ratings yet
- Technology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsDocument44 pagesTechnology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsAnibal DazaNo ratings yet
- CNC Tool Holding DevicesDocument6 pagesCNC Tool Holding Devicesfebincnc50% (2)
- Slide ShowDocument11 pagesSlide ShowChethan HMNo ratings yet
- Unit-4 - Tool Materials Cutting Fluids and MachinabilityDocument63 pagesUnit-4 - Tool Materials Cutting Fluids and MachinabilityTharunNo ratings yet
- Technology of Machine ToolsDocument25 pagesTechnology of Machine ToolsAnibal DazaNo ratings yet
- Ch22 Cutting Tool Materials and Cutting FluidsDocument42 pagesCh22 Cutting Tool Materials and Cutting FluidsMuhammad YusufNo ratings yet
- Materials For Cutting ToolDocument19 pagesMaterials For Cutting ToolJyoti KaleNo ratings yet
- Unit 80Document72 pagesUnit 80Anibal DazaNo ratings yet
- 11 ME 505 Grinding Manufacturing Technology P2Document24 pages11 ME 505 Grinding Manufacturing Technology P2Shweta raiNo ratings yet
- Metal CuttingDocument24 pagesMetal CuttingFRANCIS THOMASNo ratings yet
- 08) Manufacturing Processes 1Document18 pages08) Manufacturing Processes 1DrMohamed MansourNo ratings yet
- Unit-4 Steels As Cutting Tool MaterialsDocument13 pagesUnit-4 Steels As Cutting Tool MaterialsItachi UchihaNo ratings yet
- Tool Materials, Life and Failure: Lecture No. 8Document47 pagesTool Materials, Life and Failure: Lecture No. 8Muhammad IrfanNo ratings yet
- Machinability of MetalsDocument22 pagesMachinability of MetalsClaudia MmsNo ratings yet
- M.E.I.M 2017 362 Cutting Tools (PM)Document42 pagesM.E.I.M 2017 362 Cutting Tools (PM)rohanNo ratings yet
- Screw & BarrelDocument32 pagesScrew & BarrelAkhilesh KumarNo ratings yet
- LATHEDocument32 pagesLATHEwinnieNo ratings yet
- Microfinishing Machines and OperationsDocument70 pagesMicrofinishing Machines and OperationsLibin AbrahamNo ratings yet
- Presented By:-: UTSAV (36637) Sudhanshu Nagarkoti (36635) ARUN PRASAD (36652) Kaushal Jaisar (36642) TUSHAR RAWAT (36636)Document54 pagesPresented By:-: UTSAV (36637) Sudhanshu Nagarkoti (36635) ARUN PRASAD (36652) Kaushal Jaisar (36642) TUSHAR RAWAT (36636)Nimish JoshiNo ratings yet
- Machinability of MetalsDocument22 pagesMachinability of MetalsmfchinNo ratings yet
- Machining 2Document44 pagesMachining 2Jayant SisodiaNo ratings yet
- Abrasive MachiningDocument77 pagesAbrasive MachiningIshu RathoreNo ratings yet
- 2 Drilling PDFDocument28 pages2 Drilling PDFgkhnNo ratings yet
- Cutting Tool Materials ME MechanicalDocument4 pagesCutting Tool Materials ME MechanicalManish Kumar100% (1)
- Abrasive Machining and Finishing Operations: Dr. Juma Yousuf AlaydiDocument77 pagesAbrasive Machining and Finishing Operations: Dr. Juma Yousuf AlaydiCatalin Vartosu-TomaNo ratings yet
- Select Abrasives SSPC - June - 2012 EVB VersionDocument55 pagesSelect Abrasives SSPC - June - 2012 EVB VersionJacoboNo ratings yet
- Manufacturing Technology MaterialDocument72 pagesManufacturing Technology Materialabhishekray6370No ratings yet
- Topic - Using Cast Iron For Machine PartsDocument14 pagesTopic - Using Cast Iron For Machine PartsAnkit BhadesiaNo ratings yet
- Unit 4 - Engineering CeramicsDocument20 pagesUnit 4 - Engineering Ceramicsmaximus4682No ratings yet
- Making Materials Matter: Product CatalogueDocument7 pagesMaking Materials Matter: Product Cataloguemustafasenbagci3693No ratings yet
- Chapter 26 Abrasive Machining and Finishing Operations 2019Document65 pagesChapter 26 Abrasive Machining and Finishing Operations 2019laurenNo ratings yet
- MMET 207 Tool Steels: Dr. Price Fall 2020Document21 pagesMMET 207 Tool Steels: Dr. Price Fall 2020Ryan WellsNo ratings yet
- Cutting ToolsDocument61 pagesCutting ToolsKalai SelvanNo ratings yet
- Die CastingDocument13 pagesDie CastingDENNY JACOBNo ratings yet
- Abrasive Machining and Finishing Operations: MAE 250 LDocument70 pagesAbrasive Machining and Finishing Operations: MAE 250 LBody NassifNo ratings yet
- Rose 1Document1 pageRose 1quidkkaNo ratings yet
- CastingDocument65 pagesCastingsamurai7_77No ratings yet
- Zar 400Document2 pagesZar 400WILLIAN PATRICK DA SILVA RODRIGUESNo ratings yet
- East Article p41 7Document36 pagesEast Article p41 712A8 THIÊN ÂNNo ratings yet
- Study Guide For CNC Milling (CV PRODUCTS)Document5 pagesStudy Guide For CNC Milling (CV PRODUCTS)ceskeenNo ratings yet
- Kimawari Engineering SDN: Claim NoDocument3 pagesKimawari Engineering SDN: Claim NoNor Hafiza ShnhNo ratings yet
- Making of Lathe DogDocument18 pagesMaking of Lathe DogAashi RoseNo ratings yet
- CNC Machine G-Code Tutorial - List of G-Codes For CNC Programming - CNCLATHINGDocument11 pagesCNC Machine G-Code Tutorial - List of G-Codes For CNC Programming - CNCLATHINGpriyankaNo ratings yet
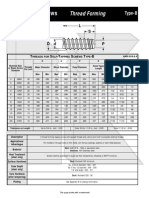
- Self Tapping ScrewsDocument1 pageSelf Tapping ScrewsGulfstream Data, IncNo ratings yet
- My Textile Notes - Count, Construction and Width of Common Cotton FabricsDocument5 pagesMy Textile Notes - Count, Construction and Width of Common Cotton FabricsRamasubramaniam PalaniswamyNo ratings yet
- Underwater Scuba Diving PowerPoint TemplatesDocument49 pagesUnderwater Scuba Diving PowerPoint Templatescristian jeremy jeremyNo ratings yet
- Rancang Bangun Mesin CNC Router Mini Untuk PembelaDocument7 pagesRancang Bangun Mesin CNC Router Mini Untuk PembelaMuhammad SamuelNo ratings yet
- C ChannelDocument1 pageC ChannelChandru ChristurajNo ratings yet
- Outokumpu Stainless - Steel GradesDocument1 pageOutokumpu Stainless - Steel GradesNshuti Rene FabriceNo ratings yet
- Origami - Kamiya Satoshi - Loggerhead Sea TurtleDocument13 pagesOrigami - Kamiya Satoshi - Loggerhead Sea TurtleJunior Alania67% (3)