You might also like
- hw4 Sol PDFDocument23 pageshw4 Sol PDFEdwin Jonathan Urrea Gomez100% (1)
- Ch12-Intro Work Measure-SDocument5 pagesCh12-Intro Work Measure-SMonsh ManshNo ratings yet
- Soluionmanualmetricch 13Document16 pagesSoluionmanualmetricch 13Samir Nathu80% (5)
- User Manual PLC Customer Interface Unit - Technical StaffDocument25 pagesUser Manual PLC Customer Interface Unit - Technical StaffGavin Beckley100% (3)
- Chapter 2 Manual Work and Worker-Machine SystemsDocument117 pagesChapter 2 Manual Work and Worker-Machine SystemsSaied Aly Salamah0% (2)
- Chapter 3 Work Flow and Batch Processing MNDocument87 pagesChapter 3 Work Flow and Batch Processing MNSaied Aly Salamah0% (1)
- Chapter 2 - Database AnalyticsDocument64 pagesChapter 2 - Database AnalyticsRachel BrenerNo ratings yet
- Chapter 2 Manual Work and Worker Machine SystemsDocument48 pagesChapter 2 Manual Work and Worker Machine Systemsmtdesta100% (1)
- 5 Direct Time StudyDocument22 pages5 Direct Time StudyOwl BezariusNo ratings yet
- PPT8 - 11_Work Design_PMTS_Work Sampling_Worker-Machine RelationshipDocument33 pagesPPT8 - 11_Work Design_PMTS_Work Sampling_Worker-Machine RelationshipHASEL CONENo ratings yet
- Week 6 - Direct Time StudyDocument54 pagesWeek 6 - Direct Time StudyAysenur ErdoganNo ratings yet
- Work Centre Cumulative LoadDocument42 pagesWork Centre Cumulative LoadMalvika KapoorNo ratings yet
- 2476748Document120 pages2476748mehmoodNo ratings yet
- Work Measurement-Compressed VersionDocument48 pagesWork Measurement-Compressed VersionL.a. LadoresNo ratings yet
- Define WorkDocument26 pagesDefine Workcarlos juarezNo ratings yet
- Ch13-Direct Time StudyDocument22 pagesCh13-Direct Time StudysaidNo ratings yet
- Lecture 2Document41 pagesLecture 2Rawan AlkatheeriNo ratings yet
- Review 4Document36 pagesReview 4Mỹ QuyênNo ratings yet
- IEDocument103 pagesIEmchiranthan3No ratings yet
- Lean Production: Week 4: StandardizationDocument34 pagesLean Production: Week 4: StandardizationQuynh Chau TranNo ratings yet
- Ch02-Manual WorkDocument7 pagesCh02-Manual Workmuhammetaydeniz581No ratings yet
- Time and Motion StudyDocument52 pagesTime and Motion StudyJaymar M. JaminNo ratings yet
- Time StudyDocument26 pagesTime StudyNunuy Lacheng100% (2)
- Chapter 13Document24 pagesChapter 13assaNo ratings yet
- Work Study BasicsDocument20 pagesWork Study Basicsjesus784No ratings yet
- Work StudyDocument40 pagesWork Studyjsofv5533100% (1)
- Basics of IE Industrial Engineering YouDocument27 pagesBasics of IE Industrial Engineering YouIftakharul IslamNo ratings yet
- 3 Time StudyDocument14 pages3 Time StudySujay Vikram SinghNo ratings yet
- PmtsDocument46 pagesPmtsDhiraj ZanzadNo ratings yet
- Work measurement techniquesDocument7 pagesWork measurement techniquessamgeorgemaxNo ratings yet
- Chapter 5: Motion StudyDocument44 pagesChapter 5: Motion StudyBaleje JeremyNo ratings yet
- Ie ToolsDocument61 pagesIe ToolsDaizy SungaNo ratings yet
- Ch1-Intro Time StudyDocument23 pagesCh1-Intro Time Studybxnx joeNo ratings yet
- Time and Motion StudyDocument10 pagesTime and Motion StudyAvinash BarsaNo ratings yet
- Standard Time Calculation TechniquesDocument3 pagesStandard Time Calculation TechniquesHuzaifaNo ratings yet
- Assignment No.-1: AnswerDocument9 pagesAssignment No.-1: AnswerUnnat ChuriNo ratings yet
- Chapter 15Document17 pagesChapter 15assaNo ratings yet
- ProductivityDocument37 pagesProductivityKaewal GalaNo ratings yet
- Prepared by Md. Sumon Miah Assistant Professor Department of TE, DUETDocument20 pagesPrepared by Md. Sumon Miah Assistant Professor Department of TE, DUETUnjila PromiNo ratings yet
- Standard Time (Manufacturing) - Wikipedia, The Free EncyclopediaDocument3 pagesStandard Time (Manufacturing) - Wikipedia, The Free EncyclopediaavrverraNo ratings yet
- Work Study: Engr. Lamia AnzumDocument30 pagesWork Study: Engr. Lamia Anzumইমরানুল শহীদ আলভীNo ratings yet
- Work Measurement: A Methodology Used For Establishing Time StandardsDocument24 pagesWork Measurement: A Methodology Used For Establishing Time StandardsLa GraciahNo ratings yet
- PPCEDocument31 pagesPPCEbsamantonyNo ratings yet
- Chapter 13Document10 pagesChapter 13Bryan Andrés Peláez0% (1)
- Course Outcomes: Topic Iv: Time StudyDocument11 pagesCourse Outcomes: Topic Iv: Time StudyAngelo RoqueNo ratings yet
- Time Study Revised 2018Document21 pagesTime Study Revised 2018Shishir Kumar100% (1)
- Work MeasurementDocument15 pagesWork MeasurementBalaji BabuNo ratings yet
- 3 IE7591 Work System DesignDocument33 pages3 IE7591 Work System DesignMADANKISHORE KUMARNo ratings yet
- Week 5 Intro Time Study - Apr 3Document57 pagesWeek 5 Intro Time Study - Apr 3Aysenur ErdoganNo ratings yet
- Time and Motion StudyDocument20 pagesTime and Motion StudyJayson Pobar100% (2)
- Topic 4 ProcessDocument17 pagesTopic 4 Processjohn nderituNo ratings yet
- Work Study&Ergonomics 3Document42 pagesWork Study&Ergonomics 3YahyaNo ratings yet
- Line BalancingDocument62 pagesLine BalancingDrBollapu Sudarshan100% (1)
- Ch02 Manual WorkDocument20 pagesCh02 Manual WorkatikasilmyNo ratings yet
- Electronics Manufacturing Company Hand Assembly Productivity ImprovementDocument4 pagesElectronics Manufacturing Company Hand Assembly Productivity ImprovementPremchand RegarNo ratings yet
- Improve Factory Efficiency and Line CapacityDocument29 pagesImprove Factory Efficiency and Line CapacityMd. Riasat Arifin TanimNo ratings yet
- CHAPTER 7 - Work MeasurementDocument29 pagesCHAPTER 7 - Work MeasurementmeeyaNo ratings yet
- Questions For Practice - IE CourseDocument3 pagesQuestions For Practice - IE CourseYash KalaNo ratings yet
- WSAD Course SummaryDocument16 pagesWSAD Course SummaryAbdulwahab AlmaimaniNo ratings yet
- Work Measurement 3Document16 pagesWork Measurement 3Miguel HernandezNo ratings yet
- Takt Time: A Guide to the Very Basic Lean CalculationFrom EverandTakt Time: A Guide to the Very Basic Lean CalculationRating: 5 out of 5 stars5/5 (2)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- UM5K - Datasheet (Low) - LG UHD Signage - 230913Document3 pagesUM5K - Datasheet (Low) - LG UHD Signage - 230913javedashraf.ptNo ratings yet
- Laravel Collective HTML Form Installation and UsageDocument9 pagesLaravel Collective HTML Form Installation and UsageVin PixelerNo ratings yet
- Q7-T Instructions For USB Tester With Full Colour DisplayDocument4 pagesQ7-T Instructions For USB Tester With Full Colour DisplaymarkeqNo ratings yet
- Summative in MIL 3Q-M1 QuestionnairesDocument2 pagesSummative in MIL 3Q-M1 QuestionnairesRon AblanidaNo ratings yet
- Bobcat PDFDocument2 pagesBobcat PDFBart JohnNo ratings yet
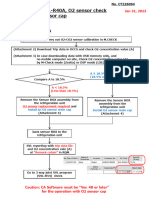
- Jan 31 2023) CT226094 SVL-R40A O2 Sensor CheckDocument13 pagesJan 31 2023) CT226094 SVL-R40A O2 Sensor CheckchristiamNo ratings yet
- 802.11a/b/g/n/ac 2G/5G Indoor High-Performance Wireless Ceiling APDocument4 pages802.11a/b/g/n/ac 2G/5G Indoor High-Performance Wireless Ceiling APbaluvelpNo ratings yet
- Qos Perssn 15 S BookDocument20 pagesQos Perssn 15 S BookSai Kyaw HtikeNo ratings yet
- Development of Finance Management System For Mwenge Catholic UniversityDocument55 pagesDevelopment of Finance Management System For Mwenge Catholic UniversityJames mollelNo ratings yet
- Cover Pageof Lab Assignments CryptoDocument10 pagesCover Pageof Lab Assignments CryptoMaster ManNo ratings yet
- 3.9.1 Crash 2019 11 29 07 45 35 1575009935671Document3 pages3.9.1 Crash 2019 11 29 07 45 35 1575009935671johnNo ratings yet
- LSB Steganography: by Tejasram (A046) & Soham Nanavati (A039)Document17 pagesLSB Steganography: by Tejasram (A046) & Soham Nanavati (A039)SHIIJIN KUMAR P SNo ratings yet
- IPC HDW2239T AS LED S2 - S2 - Datasheet - 20230110Document3 pagesIPC HDW2239T AS LED S2 - S2 - Datasheet - 20230110Diego GonzalezNo ratings yet
- MAP 1302 4 MCOSMOS E16008 4 LR f895bdb81f PDFDocument28 pagesMAP 1302 4 MCOSMOS E16008 4 LR f895bdb81f PDFMichael CabreraNo ratings yet
- Module 8. BLDG - EnhancingDocument12 pagesModule 8. BLDG - EnhancingCristherlyn DabuNo ratings yet
- Story Structure Analysis: The Matrix DeconstructedDocument15 pagesStory Structure Analysis: The Matrix DeconstructedAl DobkoNo ratings yet
- Android Lab ManualDocument63 pagesAndroid Lab ManualGarv BhattNo ratings yet
- The Effects of Integrating Mobile Devices With TeaDocument25 pagesThe Effects of Integrating Mobile Devices With Teahassan raza malikNo ratings yet
- Represent Shape ActivityDocument9 pagesRepresent Shape ActivityhuqdwuNo ratings yet
- APP ConnectorDocument233 pagesAPP ConnectorTasha RozsokhaNo ratings yet
- Parent To Child TriggerDocument3 pagesParent To Child TriggerYash Patel-YashuNo ratings yet
- Programmed Decisions Are Made Using A Rule, Procedure, or Quantitative Method. ForDocument3 pagesProgrammed Decisions Are Made Using A Rule, Procedure, or Quantitative Method. ForannNo ratings yet
- Malloc Lab NotesDocument30 pagesMalloc Lab NotesgregNo ratings yet
- Common IELTS Writing Topics and VocabularyDocument24 pagesCommon IELTS Writing Topics and VocabularySK RAYEN100% (1)
- Performance: Thinkpad P15V Gen 1Document6 pagesPerformance: Thinkpad P15V Gen 1HOSSANo ratings yet
- Asymptotic NotationsDocument23 pagesAsymptotic NotationsVikram SinghNo ratings yet
- PodofoDocument580 pagesPodofoRogerioFaria28No ratings yet