You might also like
- Major Barbara: What's Inside in ContextDocument24 pagesMajor Barbara: What's Inside in ContextGAREN100% (1)
- Tool Room ProceduresDocument10 pagesTool Room ProceduresTerrence StaplesNo ratings yet
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsFrom EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsNo ratings yet
- Triplen Harmonics Review Paper - Myths and Reality PDFDocument9 pagesTriplen Harmonics Review Paper - Myths and Reality PDFUzair Ijaz KhanNo ratings yet
- Accelerated AgingDocument198 pagesAccelerated Aginganbuchelvan100% (1)
- Process PlanningDocument32 pagesProcess PlanningBalto YesurethnamNo ratings yet
- Knowledge-Based Process Planning for Construction and ManufacturingFrom EverandKnowledge-Based Process Planning for Construction and ManufacturingNo ratings yet
- Drug StudyDocument11 pagesDrug StudyHennah Reblando100% (3)
- Computer Aided Process Planning (CAPP): 2nd EditionFrom EverandComputer Aided Process Planning (CAPP): 2nd EditionNo ratings yet
- Computer Aided Process Planning Full Seminar ReportDocument32 pagesComputer Aided Process Planning Full Seminar ReportSarath Chandran100% (7)
- Brochure Guidewire PolicyCenter PDFDocument4 pagesBrochure Guidewire PolicyCenter PDFSaiKiran Tanikanti0% (1)
- Assignment 1Document6 pagesAssignment 1MUTHUKKANNU KRNo ratings yet
- Generative Approach Under Computer Aided Process Planning (Document14 pagesGenerative Approach Under Computer Aided Process Planning (asprillaNo ratings yet
- Computer Aided Process Planning-IDocument19 pagesComputer Aided Process Planning-IelkhawadNo ratings yet
- Computer Aided Process Planning (Capp)Document17 pagesComputer Aided Process Planning (Capp)sivaNo ratings yet
- DF Lecture 22-25Document44 pagesDF Lecture 22-25riya.3No ratings yet
- PPCEDocument39 pagesPPCEvarunaero4No ratings yet
- Computer Aided Process Planning-IDocument19 pagesComputer Aided Process Planning-IAnantha KumarNo ratings yet
- Computer Aided Process Planning-IDocument19 pagesComputer Aided Process Planning-IAnoop SavantNo ratings yet
- Computer Aided Process Planning-I 23Document19 pagesComputer Aided Process Planning-I 23familyumaNo ratings yet
- Cad and Cam Integration and Process Planning 1Document67 pagesCad and Cam Integration and Process Planning 1Pantho PanhoNo ratings yet
- Computer Aided Process Planning-IDocument19 pagesComputer Aided Process Planning-IPrabha KaranNo ratings yet
- CIMSDocument24 pagesCIMSAaryan MoreNo ratings yet
- CHAPTER 3 (B)Document38 pagesCHAPTER 3 (B)daneshnedaieNo ratings yet
- Lecture 11-12 - CAD-CAM Integration and Automated Process PlanningDocument60 pagesLecture 11-12 - CAD-CAM Integration and Automated Process PlanningRakibul HaqueNo ratings yet
- Chapter-8 Computer Aided Process Planning (Capp)Document16 pagesChapter-8 Computer Aided Process Planning (Capp)olyad ahmedinNo ratings yet
- Computer Aided Process Computer Aided Process PlanningDocument9 pagesComputer Aided Process Computer Aided Process PlanningDick Man0% (1)
- Computer Aided Process Planning-IDocument19 pagesComputer Aided Process Planning-IShamsir Ibni ShukriNo ratings yet
- Computer Aided Process Planning (CAPP) : Aris Hendaryanto, S.T., M.Eng. Program Studi D3 Teknik Mesin SV-UGMDocument55 pagesComputer Aided Process Planning (CAPP) : Aris Hendaryanto, S.T., M.Eng. Program Studi D3 Teknik Mesin SV-UGMchikamelsaNo ratings yet
- CO: 6: Adapt Recent Practices Like CAPP, CIM, AI, RP and FOF For Effective ProductionDocument8 pagesCO: 6: Adapt Recent Practices Like CAPP, CIM, AI, RP and FOF For Effective ProductionDivyeshparmar9077No ratings yet
- Computer Aided Process Planning (Capp)Document21 pagesComputer Aided Process Planning (Capp)raviNo ratings yet
- Computer Aided Process PlanningDocument6 pagesComputer Aided Process Planningaqtu12fucNo ratings yet
- Recent Trends in CappDocument23 pagesRecent Trends in CappharimankadaNo ratings yet
- Computer-Aided Process Planning (CAPP)Document26 pagesComputer-Aided Process Planning (CAPP)Akatew Haile MebrahtuNo ratings yet
- Computer Aided Process Planning CAPPDocument32 pagesComputer Aided Process Planning CAPPعبدالله عبداللهNo ratings yet
- UNIT-5: Omputer Ided Rocess LanningDocument28 pagesUNIT-5: Omputer Ided Rocess LanningDarbhalaPavanKumarNo ratings yet
- ArshadDocument15 pagesArshad20eebme009No ratings yet
- Nptel Computer Aided Process PlanningDocument2 pagesNptel Computer Aided Process Planningshamnadhm371No ratings yet
- Computer Aided Process Planning CAPP PDFDocument32 pagesComputer Aided Process Planning CAPP PDFMuizzuddin Rosli100% (1)
- Computer-Aided Process PlanningDocument3 pagesComputer-Aided Process PlanningAbdul-wahab RiyadhNo ratings yet
- Computer Aided Process Planning (CAPP)Document30 pagesComputer Aided Process Planning (CAPP)brijkishor2017100% (1)
- CAPP Final PPT 2.0Document21 pagesCAPP Final PPT 2.0Navya MNo ratings yet
- Computer Integrated Manufacturing: Computerized Manufacturing Planning SystemsDocument40 pagesComputer Integrated Manufacturing: Computerized Manufacturing Planning SystemsMuhd Sabry AnwarNo ratings yet
- CappDocument19 pagesCappSumanAgarwalNo ratings yet
- Lecture 10 Computer Aided PlanningDocument166 pagesLecture 10 Computer Aided PlanningCPT MechNo ratings yet
- Computer Aided Process PlanningDocument16 pagesComputer Aided Process PlanningLASINNo ratings yet
- Unit 4Document13 pagesUnit 4VikasNo ratings yet
- Module G (6) : Computer Aided Process PlanningDocument3 pagesModule G (6) : Computer Aided Process PlanningS Joe Patrick Gnanaraj0% (1)
- Computer Aided Process Planning For Milling Operation: PritiDocument8 pagesComputer Aided Process Planning For Milling Operation: PritiWahyu WidiantoNo ratings yet
- 12 - Chapter 2 PDFDocument14 pages12 - Chapter 2 PDFindra bhan SinghNo ratings yet
- Chapter 6 CAPPDocument31 pagesChapter 6 CAPPtrần thị ngọc trâmNo ratings yet
- Me 6703-Cim-Mech-Viist-Au-Unit-IiDocument29 pagesMe 6703-Cim-Mech-Viist-Au-Unit-IiSiva RamanNo ratings yet
- CaPP MainDocument9 pagesCaPP MainSulficker AliNo ratings yet
- Cim Technology DefinationsDocument3 pagesCim Technology DefinationsengmsaudanNo ratings yet
- CAPP Chapter4Document12 pagesCAPP Chapter4ShubhamNo ratings yet
- Unitwise 2 Marks Q ADocument14 pagesUnitwise 2 Marks Q AM Vinoth kumarNo ratings yet
- Computer Aided Process Planning: Date: 2/27/03 Room: MSE Computer Lab Presenters: Cem Toma Anthony NguyenDocument23 pagesComputer Aided Process Planning: Date: 2/27/03 Room: MSE Computer Lab Presenters: Cem Toma Anthony NguyenRjose PortilloNo ratings yet
- CappDocument14 pagesCappDerik Nelson100% (1)
- Denken A 2007Document6 pagesDenken A 2007Pay SohilauwNo ratings yet
- CAPPDocument25 pagesCAPPshubham_arora_19No ratings yet
- CappDocument24 pagesCappPRASHANTHNo ratings yet
- Ppce Essay Two MarksDocument29 pagesPpce Essay Two Markskarthiksubramanian94No ratings yet
- Unit - Ii: Process PlanningDocument24 pagesUnit - Ii: Process PlanningJackson ..No ratings yet
- Assessment of Anxiety & Aggression PDFDocument18 pagesAssessment of Anxiety & Aggression PDFJoysri RoyNo ratings yet
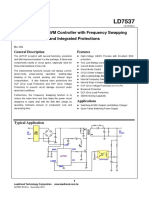
- LD 7537 - Controlador PWMDocument16 pagesLD 7537 - Controlador PWMTiago LeonhardtNo ratings yet
- Metaverse Presentation - CopieDocument30 pagesMetaverse Presentation - Copiem.e.r.m.2024No ratings yet
- Cade MY: Vineet Loomba UnacademyDocument2 pagesCade MY: Vineet Loomba Unacademyanita rani paloNo ratings yet
- Iso 6475 1989Document9 pagesIso 6475 1989Uswatun KhasanahNo ratings yet
- Performance Anxiety While Performing Music Huanhuan Xie Sophie RW5Document11 pagesPerformance Anxiety While Performing Music Huanhuan Xie Sophie RW5api-289670333No ratings yet
- Conventional Fire Alarm Control Panel: Manual BookDocument24 pagesConventional Fire Alarm Control Panel: Manual BookYudie AjeNo ratings yet
- LinkedIn Post TemplatesDocument24 pagesLinkedIn Post Templatesselosic298No ratings yet
- Essay About FutureDocument5 pagesEssay About Futurevqhfgqaeg100% (2)
- KMG Profile 202306013-WHDocument43 pagesKMG Profile 202306013-WHThương VuNo ratings yet
- Lec 10 NotesDocument3 pagesLec 10 NotesNehal SalemNo ratings yet
- 6951943-83b921-HINO 700 Series 05 OnDocument6 pages6951943-83b921-HINO 700 Series 05 OnYohanor Saputera100% (1)
- WASHINGTON, DC - JANUARY 04: U.S. House Majority Leader Rep. Eric Cantor (R-VA) (C) Walks Towards The HouseDocument6 pagesWASHINGTON, DC - JANUARY 04: U.S. House Majority Leader Rep. Eric Cantor (R-VA) (C) Walks Towards The HouseShie La Santillan MedezNo ratings yet
- SJ WP ManualDocument40 pagesSJ WP Manualjefferson pimboNo ratings yet
- r050 Stabilisation of EarthworksDocument31 pagesr050 Stabilisation of EarthworksRaja Rajamony BalakrishnanNo ratings yet
- TechRef VoltageSourceDocument22 pagesTechRef VoltageSourceZokiNo ratings yet
- Communication Gap Between Men and WomenDocument5 pagesCommunication Gap Between Men and WomenKevin Siber VairusNo ratings yet
- VR-4345S-3325S-2335S Operation Manual 1stDocument150 pagesVR-4345S-3325S-2335S Operation Manual 1stJoel David Espino BravoNo ratings yet
- Implementasi Blended Learning Dalam Pembelajaran Pai Di Man 4 Pasaman Barat Pada Masa Covid-19Document11 pagesImplementasi Blended Learning Dalam Pembelajaran Pai Di Man 4 Pasaman Barat Pada Masa Covid-19Artiaz AzzatriaNo ratings yet
- Essence of Buddhism - 1907Document242 pagesEssence of Buddhism - 1907mr-normanNo ratings yet
- APP3015 Session 6 Presentation - Person-Centred TherapiesDocument44 pagesAPP3015 Session 6 Presentation - Person-Centred Therapiesjames.hoppeNo ratings yet
- Casing-Running Challenges For Extended-Reach WellsDocument2 pagesCasing-Running Challenges For Extended-Reach Wellssaeed65No ratings yet
- AR and Sales Audit ProgramDocument10 pagesAR and Sales Audit ProgramHarold Dan AcebedoNo ratings yet
- Genesis-DT enDocument6 pagesGenesis-DT enabdoNo ratings yet