You might also like
- Milwright BookDocument470 pagesMilwright BookALFONSO THAWE100% (6)
- Metal CuttingDocument24 pagesMetal CuttingFRANCIS THOMASNo ratings yet
- Cutting Tool MaterialsDocument58 pagesCutting Tool MaterialsBikram Panthee100% (1)
- 006cutting Tool ProjectDocument5 pages006cutting Tool Projectরিপন মন্ডলNo ratings yet
- Cutting Tool Materials: ChapterDocument34 pagesCutting Tool Materials: ChapterMahmoud ElsamantyNo ratings yet
- Tool Materials PDFDocument34 pagesTool Materials PDFAvadhoot RajurkarNo ratings yet
- Lec 8Document67 pagesLec 8Pejman HNo ratings yet
- Class27 Cutting Tool MaterialsDocument25 pagesClass27 Cutting Tool MaterialsMohamed Farag MostafaNo ratings yet
- Cutting Tool Materials ME MechanicalDocument4 pagesCutting Tool Materials ME MechanicalManish Kumar100% (1)
- Class 6 - 19th AugustDocument50 pagesClass 6 - 19th AugustAADESH GUPTANo ratings yet
- Titanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowDocument19 pagesTitanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowhadeNo ratings yet
- Ceramic CoatDocument34 pagesCeramic CoatManoj IyengarNo ratings yet
- Cutting Tool Materials & Cutting FluidsDocument33 pagesCutting Tool Materials & Cutting FluidsNugrahaNo ratings yet
- Cutting Tool Materials and Cutting FluidsDocument34 pagesCutting Tool Materials and Cutting FluidsAnkush SethiNo ratings yet
- Cutting ToolsDocument61 pagesCutting ToolsKalai SelvanNo ratings yet
- Tooling and Work Holding Devices: Unit VDocument57 pagesTooling and Work Holding Devices: Unit VGowtham SakthivelNo ratings yet
- Ceramic Fabrication Methods (Iib) : Glass Forming CementationDocument26 pagesCeramic Fabrication Methods (Iib) : Glass Forming CementationAtakan BüyükNo ratings yet
- Module 3-CUTTING TOOL MATERIALSDocument88 pagesModule 3-CUTTING TOOL MATERIALSsushilNo ratings yet
- SE&T Week 7-1Document64 pagesSE&T Week 7-1Fahad ShakeelNo ratings yet
- Tool Materials, Life and Failure: Lecture No. 8Document47 pagesTool Materials, Life and Failure: Lecture No. 8Muhammad IrfanNo ratings yet
- IE 121 Metal: Asst. Prof. Dr. Oratai JongprateepDocument61 pagesIE 121 Metal: Asst. Prof. Dr. Oratai JongprateepAmaluddinNo ratings yet
- Stainlesssteel 160416193616Document12 pagesStainlesssteel 160416193616mandhirNo ratings yet
- 10 - Cutting Tool MaterialsDocument5 pages10 - Cutting Tool MaterialsEko Feri BudiNo ratings yet
- Cutting Tool MaterialsDocument4 pagesCutting Tool MaterialsJyoti KaleNo ratings yet
- Advanced Cutting ToolDocument11 pagesAdvanced Cutting ToolArun VigneshNo ratings yet
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- Mse 3107 (1,2)Document77 pagesMse 3107 (1,2)Sheikh Sabbir SarforazNo ratings yet
- Unit 3: CNC Tooling: Prepared By: MR.B.K Patil, DTCDocument58 pagesUnit 3: CNC Tooling: Prepared By: MR.B.K Patil, DTCDEVARAJU VNo ratings yet
- Cutting Tool MaterialDocument41 pagesCutting Tool MaterialDheerajOmprasadNo ratings yet
- Annealing TreatmentDocument18 pagesAnnealing TreatmentPT. Global indo PowerNo ratings yet
- Materials For Cutting ToolDocument19 pagesMaterials For Cutting ToolJyoti KaleNo ratings yet
- Introduction To Thin Film TechnologyDocument43 pagesIntroduction To Thin Film TechnologyZiad Mohmed Fawzy100% (1)
- 1 Cutting ToolDocument27 pages1 Cutting ToolKemalMalovcicNo ratings yet
- Stainless Steel With TIG WeldingDocument41 pagesStainless Steel With TIG Weldingaravindan100% (3)
- Cutting Tool Materials and Cutting Fluids by Dr. Oğuzhan YILMAZDocument33 pagesCutting Tool Materials and Cutting Fluids by Dr. Oğuzhan YILMAZpptmnltNo ratings yet
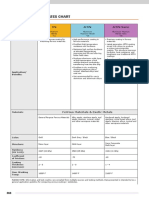
- Coatings & Substrates Chart: Tin Altin Altin Nano CBNDocument2 pagesCoatings & Substrates Chart: Tin Altin Altin Nano CBNKiên Trung NguyễnNo ratings yet
- Unit - 2 Cutting-Tool MaterialsDocument23 pagesUnit - 2 Cutting-Tool MaterialsRavichandran G100% (3)
- Teknologi Film Tipis: MikroelektronikaDocument31 pagesTeknologi Film Tipis: Mikroelektronika21Rivaldus LonggesNo ratings yet
- Inserts Chart CoatingsDocument2 pagesInserts Chart CoatingsRelu ChiruNo ratings yet
- Iip Metal ContainersDocument32 pagesIip Metal ContainersAnand KumarNo ratings yet
- Ferrous Alloys Eutectoid Portion of Fe-C DiagramDocument28 pagesFerrous Alloys Eutectoid Portion of Fe-C DiagramcastibraNo ratings yet
- Advanced Tool MaterialsDocument8 pagesAdvanced Tool MaterialsSry Putri AbdullahNo ratings yet
- M.E.I.M 2017 362 Cutting Tools (PM)Document42 pagesM.E.I.M 2017 362 Cutting Tools (PM)rohanNo ratings yet
- Coating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in ServiceDocument6 pagesCoating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in Serviceharish mohammedNo ratings yet
- Steels in Turbines-6Document15 pagesSteels in Turbines-6anwarsadiquesNo ratings yet
- Lec 5-Heat Treatment, Alloy Steels, Cast IronDocument26 pagesLec 5-Heat Treatment, Alloy Steels, Cast IronMobashir AliNo ratings yet
- Metal Cutting and Machine ToolsDocument131 pagesMetal Cutting and Machine Toolsthirumalaikumaran100% (1)
- CeramicDocument15 pagesCeramicramizNo ratings yet
- Cutting Tool Materials, Geometry and Surface FinishDocument28 pagesCutting Tool Materials, Geometry and Surface FinishgaviNo ratings yet
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsAnkit MauryaNo ratings yet
- Surface Hardening: - Core With Fine Pearlite, Surface MartensiticDocument28 pagesSurface Hardening: - Core With Fine Pearlite, Surface MartensiticRaghuNo ratings yet
- Case HardeningDocument34 pagesCase HardeningSachinNo ratings yet
- Structure and Application of Non Ferrous MetalsDocument79 pagesStructure and Application of Non Ferrous MetalsRachmat HermawanNo ratings yet
- Neutral Refractories 2021Document36 pagesNeutral Refractories 2021Daniel AppuingNo ratings yet
- Heat Treatment of Glass and Ceramics FinalDocument34 pagesHeat Treatment of Glass and Ceramics FinalSief MohyNo ratings yet
- Reducing Die Soldering in Die Casting - NADCADocument33 pagesReducing Die Soldering in Die Casting - NADCAAntonio MagañaNo ratings yet
- 05 PED121 Lecture 6 Tool MaterialDocument58 pages05 PED121 Lecture 6 Tool MaterialAhmed MahmoudNo ratings yet
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- R0001Document3 pagesR0001amra_41No ratings yet
- H.C. Starck Tungsten Powders - Empowering Innovative CustomersDocument16 pagesH.C. Starck Tungsten Powders - Empowering Innovative CustomerszahiraNo ratings yet
- All Data PDFDocument1,636 pagesAll Data PDFHoHoangMinhChinhNo ratings yet
- Production Engineering Questions and Answers Indo German Tool Room Ahmedabad by Sudhir ChauhanDocument37 pagesProduction Engineering Questions and Answers Indo German Tool Room Ahmedabad by Sudhir ChauhanSUDHIR CHAUHAN91% (23)
- Ktu 303 U1 Notes MachinetoolDocument39 pagesKtu 303 U1 Notes MachinetoolLivin VargheseNo ratings yet
- M.E.I.M 2017 362 Cutting Tools (PM)Document42 pagesM.E.I.M 2017 362 Cutting Tools (PM)rohanNo ratings yet
- Chapter 10Document27 pagesChapter 10Yash GandhiNo ratings yet
- CNC Tool Holding DevicesDocument6 pagesCNC Tool Holding Devicesfebincnc50% (2)
- Company Profile - Mitsubishi Metal - 2014 - en PDFDocument16 pagesCompany Profile - Mitsubishi Metal - 2014 - en PDFAnton AviyantoNo ratings yet
- Review On Single Point Cutting ToolDocument5 pagesReview On Single Point Cutting ToolHarsh100% (1)
- Jin 2017Document14 pagesJin 2017abdul basitNo ratings yet
- Endurance Carbide CatalogDocument4 pagesEndurance Carbide CatalogAmy SalaskeNo ratings yet
- Unit II - Geometry of Cutting ToolsDocument31 pagesUnit II - Geometry of Cutting ToolsMr. Swapnil S. JadhavNo ratings yet
- C E P S I: Joël RECHDocument12 pagesC E P S I: Joël RECHwitiabNo ratings yet
- ( (Manufacturing) ) : Example 21.1 Orthogonal CuttingDocument8 pages( (Manufacturing) ) : Example 21.1 Orthogonal CuttingNavish KotwalNo ratings yet
- Advanced Manufacturing Systems and TechnologyDocument871 pagesAdvanced Manufacturing Systems and TechnologyEbrahim Hanash100% (6)
- NanotecnologiaDocument27 pagesNanotecnologiaviniciushiperNo ratings yet
- Milling 6050 CompleteDocument539 pagesMilling 6050 CompletePrecase ARVNo ratings yet
- 096-11487-59 - 487 Installation ManualDocument11 pages096-11487-59 - 487 Installation ManualMuhamad Samsul BahriNo ratings yet
- Manufacturing Technology Lab-II Viva QuestionsDocument11 pagesManufacturing Technology Lab-II Viva Questionssenthilkumarksk5585100% (1)
- PD1005 / PD1010: DLC-Coated Inserts For Non-Ferrous MetalsDocument8 pagesPD1005 / PD1010: DLC-Coated Inserts For Non-Ferrous Metalsxmen norNo ratings yet
- Sandvik - Technical Guide - Materials ISODocument41 pagesSandvik - Technical Guide - Materials ISOznovak77100% (1)
- Application Marten Last LectDocument76 pagesApplication Marten Last Lectmm11_nedNo ratings yet
- Tungaloy Tungdrill Twisted TDX KorthalsborrDocument20 pagesTungaloy Tungdrill Twisted TDX KorthalsborrWilserWeltecNo ratings yet
- Tricone Drill Bits - Hole ProductsDocument12 pagesTricone Drill Bits - Hole ProductsAnonymous OrDYCIUNo ratings yet
- Black&BlackDocument149 pagesBlack&BlackLuiggi FayadNo ratings yet
- Advances in Micro Cutting Tool Design and Fabrication: International Journal of Extreme ManufacturingDocument30 pagesAdvances in Micro Cutting Tool Design and Fabrication: International Journal of Extreme Manufacturingarvind kumarNo ratings yet
- Carbide Roll MaterialDocument10 pagesCarbide Roll MaterialziadNo ratings yet