You might also like
- Cost Acc Chapter 12Document8 pagesCost Acc Chapter 12ElleNo ratings yet
- BT3002B - Module 1 - Strategic PlanningDocument30 pagesBT3002B - Module 1 - Strategic PlanningJorge Arturo Flores Montes de OcaNo ratings yet
- BIQS TrainingMaterial 2015Document115 pagesBIQS TrainingMaterial 2015jd4u100% (7)
- GM 1927-36 BIQS Training Material (Read-Only)Document115 pagesGM 1927-36 BIQS Training Material (Read-Only)dreyes130No ratings yet
- Batch Packaging Record (Final) PDFDocument13 pagesBatch Packaging Record (Final) PDFatiq100% (4)
- 1) Test Glo-Qc-Tm-10043Document4 pages1) Test Glo-Qc-Tm-10043Toe PaingNo ratings yet
- Postobon SWOT AnalysisDocument4 pagesPostobon SWOT AnalysisScribdTranslationsNo ratings yet
- GM 1927 87 Special Nonconforming Material AuditDocument6 pagesGM 1927 87 Special Nonconforming Material AuditNeumar Neumann100% (1)
- Problem 7 Job Order Costing Jessica Company Cma CompressDocument27 pagesProblem 7 Job Order Costing Jessica Company Cma CompressKryzzel Anne JonNo ratings yet
- Improvement of Contact Lens Field Complaint Rate Using The DMAIC ApproachDocument11 pagesImprovement of Contact Lens Field Complaint Rate Using The DMAIC ApproachPrateek Kharbanda 79No ratings yet
- PosterDocument1 pagePosterKafuko MarvinNo ratings yet
- PDF p2 Guerrero Ch15 CompressDocument27 pagesPDF p2 Guerrero Ch15 CompressWillisNo ratings yet
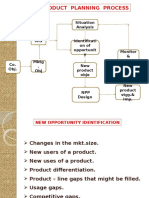
- New Product Planning Process: Situation AnalysisDocument11 pagesNew Product Planning Process: Situation AnalysisRaman KulkarniNo ratings yet
- Analysis of Print Quality Control of Canned Materials With The DMAIC Method in PT United Can Company New Printing DepartmentDocument6 pagesAnalysis of Print Quality Control of Canned Materials With The DMAIC Method in PT United Can Company New Printing DepartmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Product Non Conformance ReportDocument2 pagesProduct Non Conformance ReportAlaa100% (1)
- U2 AddSAM 2019 PartB ExampleSolutionDocument11 pagesU2 AddSAM 2019 PartB ExampleSolutionbmashrequiNo ratings yet
- Unidad 5-Importancia Del Embalaje y EmpaqueDocument12 pagesUnidad 5-Importancia Del Embalaje y EmpaqueIsabella Jimenez IdroboNo ratings yet
- NNG Jakob's Usability Heuristic 4Document1 pageNNG Jakob's Usability Heuristic 4Putri AzharikaNo ratings yet
- SOP For In-Process Sampling and Analysis of Oral Drug ProductsDocument9 pagesSOP For In-Process Sampling and Analysis of Oral Drug ProductsMubarak PatelNo ratings yet
- Chapter 2 Cost ClassificationsDocument18 pagesChapter 2 Cost Classificationsmarizemeyer2No ratings yet
- Allocation of Joint CostDocument11 pagesAllocation of Joint CostMercy NunezNo ratings yet
- Ingles HW1 KaizenDocument7 pagesIngles HW1 KaizenLalo HdzNo ratings yet
- Sub Production Concept Pegged Supply BOM 1710677054Document114 pagesSub Production Concept Pegged Supply BOM 1710677054nt.choudhary1No ratings yet
- Ppgp-Mfg-Oc G3 - Pd-2 - CP, CPP, Cqa NOTES On The ActivityDocument5 pagesPpgp-Mfg-Oc G3 - Pd-2 - CP, CPP, Cqa NOTES On The ActivityIsabel Peralta50% (2)
- World Class Pharma Manufacturing - Philip Leslie PresDocument37 pagesWorld Class Pharma Manufacturing - Philip Leslie PresHerdisNo ratings yet
- Seventeenth Edition: Spoilage, Rework, and ScrapDocument49 pagesSeventeenth Edition: Spoilage, Rework, and ScrapSilver QueenNo ratings yet
- Topic 6 - Process CostingDocument7 pagesTopic 6 - Process CostingMuhammad Alif100% (1)
- Test Glo-Qc-Tm-0733Document3 pagesTest Glo-Qc-Tm-0733rx bafnaNo ratings yet
- AF3112 Lec 5 Joint and By-Product CostingDocument12 pagesAF3112 Lec 5 Joint and By-Product CostingRoseNo ratings yet
- Reward Your Curiosity: p2 - Guerrero Ch15Document1 pageReward Your Curiosity: p2 - Guerrero Ch15Chan YeolNo ratings yet
- Polaroid - Process and Quality Control Case Study: Preparation by Presentation byDocument6 pagesPolaroid - Process and Quality Control Case Study: Preparation by Presentation byVinit Vijay SankheNo ratings yet
- Material Dutic UCPS UNSA PDFDocument51 pagesMaterial Dutic UCPS UNSA PDFAnonymous KqXmitNo ratings yet
- ContentServer Asp-3 PDFDocument18 pagesContentServer Asp-3 PDFMishell Parra SalasNo ratings yet
- DMAIC (Project)Document10 pagesDMAIC (Project)KalAsh Kumar0% (1)
- Work in Progress (WIP) Batch With Quality ManagementDocument4 pagesWork in Progress (WIP) Batch With Quality ManagementsowjanyaNo ratings yet
- PFD FileDocument44 pagesPFD FilerahulkhakhriyaNo ratings yet
- Acetaminophen TabletsDocument1 pageAcetaminophen TabletsAnonymous Qebs6djToNo ratings yet
- F2-10 Process CostingDocument30 pagesF2-10 Process CostingJaved ImranNo ratings yet
- Solved - Direct, Indirect, Fixed, and Variable Costs. Wonder Bak... - CheggDocument3 pagesSolved - Direct, Indirect, Fixed, and Variable Costs. Wonder Bak... - CheggumarNo ratings yet
- Chap007 27102021 110417amDocument30 pagesChap007 27102021 110417amAzaz IftikharNo ratings yet
- Accounting For Joint ProductsDocument16 pagesAccounting For Joint ProductsVince Christian PadernalNo ratings yet
- Difference Between Joint Product and byDocument6 pagesDifference Between Joint Product and byRidoyNo ratings yet
- Approaches To Problem-Solving Techniques: Fishbone AnalysisDocument23 pagesApproaches To Problem-Solving Techniques: Fishbone AnalysisKassandra KayNo ratings yet
- Variable Costing: A Tool For Management: © 2010 The Mcgraw-Hill Companies, IncDocument30 pagesVariable Costing: A Tool For Management: © 2010 The Mcgraw-Hill Companies, IncInga ApseNo ratings yet
- 8D Problem Solving Worksheet - Long FormDocument7 pages8D Problem Solving Worksheet - Long FormdanielonnarNo ratings yet
- Combination Topic Page OnlyDocument1 pageCombination Topic Page Onlyapi-894731No ratings yet
- Group9 ToyotaDocument1 pageGroup9 Toyotavy lêNo ratings yet
- Casebook - ESADE 2014 (2057)Document3 pagesCasebook - ESADE 2014 (2057)Garance MichelNo ratings yet
- Chapter-10 Joint Product and by ProductDocument14 pagesChapter-10 Joint Product and by ProductAdi PrajapatiNo ratings yet
- Competitor A Competitor B Strengths: Dashmatological SoapDocument2 pagesCompetitor A Competitor B Strengths: Dashmatological SoapDasha FamatNo ratings yet
- Cost Accounting and Control: Joint and By-Products Standard CostingDocument6 pagesCost Accounting and Control: Joint and By-Products Standard CostingMaricon BerjaNo ratings yet
- CarsPackaging PrintmeDocument11 pagesCarsPackaging Printmeapi-26419872100% (2)
- Developing A Business Case For Integrating Manufacturing and Supply Chain White Paper 1Document12 pagesDeveloping A Business Case For Integrating Manufacturing and Supply Chain White Paper 1Jason (이재승 20238230)No ratings yet
- CMA I - Chapter 4, Process CostingDocument68 pagesCMA I - Chapter 4, Process CostingLakachew GetasewNo ratings yet
- Bain Packaging CaseDocument8 pagesBain Packaging CaseThanh Phu TranNo ratings yet
- DataKart Brochure Revised 31july2017Document4 pagesDataKart Brochure Revised 31july2017Kv KumarNo ratings yet
- 201 Module 8 ReveiwerDocument6 pages201 Module 8 ReveiwerFerl RamaNo ratings yet
- Module 3. Job Order and Process CostingDocument16 pagesModule 3. Job Order and Process CostingAISLINENo ratings yet
- Acfm CH - Four 2022Document182 pagesAcfm CH - Four 2022mihiretche0No ratings yet
- KANBAN: Streamlining Workflow for Effortless Efficiency (2023 Guide for Beginners)From EverandKANBAN: Streamlining Workflow for Effortless Efficiency (2023 Guide for Beginners)No ratings yet
- Is Amendment List of Colourants For Use in Plastics in FoodstuffsDocument3 pagesIs Amendment List of Colourants For Use in Plastics in Foodstuffsjai soniNo ratings yet
- 2020 Shelf Life Studies Quick TipsDocument1 page2020 Shelf Life Studies Quick Tipsjai soniNo ratings yet
- ESS DEE RX Spectrum Technical Data SheetDocument4 pagesESS DEE RX Spectrum Technical Data Sheetjai soniNo ratings yet
- Guidance Brochure BRCGS Transition ENG A4 Final 1Document8 pagesGuidance Brochure BRCGS Transition ENG A4 Final 1jai soniNo ratings yet
- IQ Consortium Data Integrity Risk Assessment Tool: Click Here To Enter TextDocument13 pagesIQ Consortium Data Integrity Risk Assessment Tool: Click Here To Enter Textjai soni100% (1)
- Consleg 2002L0072 20091109 enDocument78 pagesConsleg 2002L0072 20091109 enjai soniNo ratings yet
- Nestle Standards Abstract (Version 5.0, 2018) ..Document4 pagesNestle Standards Abstract (Version 5.0, 2018) ..jai soniNo ratings yet
- Copeland PresentationDocument26 pagesCopeland Presentationjai soniNo ratings yet
- BRC Packaging System Start Up Guide Sample 2020Document14 pagesBRC Packaging System Start Up Guide Sample 2020jai soniNo ratings yet
- A Microbial Assessment Scheme To MeasureDocument13 pagesA Microbial Assessment Scheme To Measurejai soniNo ratings yet
- ASTM F 1306-16 Puncture ResistanceDocument5 pagesASTM F 1306-16 Puncture Resistancejai soni100% (2)
- Sustainability Management Manual: Revision Date Description Sections Affected Revised by Approved byDocument7 pagesSustainability Management Manual: Revision Date Description Sections Affected Revised by Approved byjai soniNo ratings yet
- SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument13 pagesSECTION 1: Identification of The Substance/mixture and of The Company/undertakingjai soniNo ratings yet
- Packaging Materials and Packaged Commodities - Laws and RegulationsDocument16 pagesPackaging Materials and Packaged Commodities - Laws and Regulationsjai soniNo ratings yet
- 504 - RM Vehicle Chekc ListDocument1 page504 - RM Vehicle Chekc Listjai soniNo ratings yet
- CEPE Inventory ListDocument153 pagesCEPE Inventory Listjai soniNo ratings yet
- Declaration of ComplianceDocument1 pageDeclaration of Compliancejai soniNo ratings yet
- Astm D 1434-1982 Old Method Otr TestDocument12 pagesAstm D 1434-1982 Old Method Otr Testjai soniNo ratings yet
- AbdellatiefWeltOTR JAPRDocument12 pagesAbdellatiefWeltOTR JAPRjai soniNo ratings yet
- Speech Analysis Guidelines: The ContentDocument1 pageSpeech Analysis Guidelines: The ContentChristian MorenoNo ratings yet
- Banasthali Vidyapith: Bachelor of Arts and Bachelor of LawsDocument172 pagesBanasthali Vidyapith: Bachelor of Arts and Bachelor of Lawssimranrai122002No ratings yet
- AS 3 Mid-Year TestDocument2 pagesAS 3 Mid-Year TestМар'яна НагорнюкNo ratings yet
- Quantity Calculation FormatDocument8 pagesQuantity Calculation FormatNabraiz AnsariNo ratings yet
- Cot On Theoretical and Experimental ProbabilityDocument8 pagesCot On Theoretical and Experimental ProbabilityNoemie BautistaNo ratings yet
- IS30 IS50 WM CWL WM-L Schnittstellendoku enDocument250 pagesIS30 IS50 WM CWL WM-L Schnittstellendoku enspidigeNo ratings yet
- How To ApplyDocument129 pagesHow To ApplySasa KasaNo ratings yet
- Entry Req EngDocument4 pagesEntry Req EngMatheus StefaniNo ratings yet
- Measurement of Hardness of Rubber CompoundsDocument8 pagesMeasurement of Hardness of Rubber CompoundsDarshan VariaNo ratings yet
- The Sniper - Storey PDFDocument177 pagesThe Sniper - Storey PDFJose Luis95% (19)
- Eia 1163final Commercial and Recreational DVLPMTDocument144 pagesEia 1163final Commercial and Recreational DVLPMTAimanNo ratings yet
- Ecosystem ScriptDocument7 pagesEcosystem ScriptGeraldine Co TolentinoNo ratings yet
- Study of Steam Generation Units With Their Accessories and MountingsDocument64 pagesStudy of Steam Generation Units With Their Accessories and MountingsMasudur RahmanNo ratings yet
- UNIT 2 - LESSON 1 - Overview To Qualitative ResearchDocument31 pagesUNIT 2 - LESSON 1 - Overview To Qualitative ResearchmikkaellaNo ratings yet
- Assembly Senate Response.2.10.21. Final PDFDocument16 pagesAssembly Senate Response.2.10.21. Final PDFZacharyEJWilliamsNo ratings yet
- English Compulsory (1) PrintDocument15 pagesEnglish Compulsory (1) PrintZakir KhanNo ratings yet
- Aubrey Jaffer: Scheme Implementation Version 5f1Document149 pagesAubrey Jaffer: Scheme Implementation Version 5f1kevinmcguireNo ratings yet
- Did Tucson City Attorney Mike Rankin Commit A Half Million Dollar Fraud On Tucson Taxpayers?Document4 pagesDid Tucson City Attorney Mike Rankin Commit A Half Million Dollar Fraud On Tucson Taxpayers?Roy Warden50% (2)
- Backup PolicyDocument2 pagesBackup PolicyEdwin SemiraNo ratings yet
- Article Review FormDocument2 pagesArticle Review FormdinarsyifaNo ratings yet
- PolicySchedule PDFDocument1 pagePolicySchedule PDFSandeep Borse100% (1)
- Teaching & Learning Activities: Biology (Sb015) - PelajarDocument2 pagesTeaching & Learning Activities: Biology (Sb015) - PelajarLeevandraaNo ratings yet
- On Campus BA - Consultant JDDocument2 pagesOn Campus BA - Consultant JDSivaramakrishna SobhaNo ratings yet
- N5K Troubleshooting GuideDocument160 pagesN5K Troubleshooting GuideLenin KumarNo ratings yet
- CSN-261: Data Structures Laboratory: Lab Assignment 5 (L5)Document3 pagesCSN-261: Data Structures Laboratory: Lab Assignment 5 (L5)GajananNo ratings yet
- Nike Marketing Plan PDFDocument1 pageNike Marketing Plan PDFSumaira Binte SaleemNo ratings yet
- Report Mii 1023 Marketing Management 2Document6 pagesReport Mii 1023 Marketing Management 2qibNo ratings yet
- Best Python TutorialDocument32 pagesBest Python Tutorialnord vpn1No ratings yet
- 11th Bio Botany Important Questions For Volume 1 PDFDocument6 pages11th Bio Botany Important Questions For Volume 1 PDFNaren44% (9)