You might also like
- DislocationMotion STR Recovery Ch7Document42 pagesDislocationMotion STR Recovery Ch7subodhcebNo ratings yet
- Topic 07 StrengtheningMechanisms (Compatibility Mode)Document39 pagesTopic 07 StrengtheningMechanisms (Compatibility Mode)Selviya AvaurumNo ratings yet
- MEC 300-Materials Science Chapter 9Document19 pagesMEC 300-Materials Science Chapter 9akashNo ratings yet
- Mekanisme Penguatan PDFDocument78 pagesMekanisme Penguatan PDFAlan SetiawanNo ratings yet
- Dislocations & Strengthening Mechanisms: Issues To Address..Document34 pagesDislocations & Strengthening Mechanisms: Issues To Address..Faysal Qadeer KhanNo ratings yet
- Lecture 4 - 1Document39 pagesLecture 4 - 1Abdul AhadNo ratings yet
- Recalls - Defects in CrystalsDocument11 pagesRecalls - Defects in CrystalsMahender NagramNo ratings yet
- DislocationMotion STR Recovery Ch7Document40 pagesDislocationMotion STR Recovery Ch7Karthik SubramaniNo ratings yet
- Power Point Slides Lecture12Document15 pagesPower Point Slides Lecture12Sai KumarNo ratings yet
- NotesDocument54 pagesNotesShaiha AshrafNo ratings yet
- Strengthening MechanismsDocument43 pagesStrengthening MechanismsZahra KaylNo ratings yet
- M7 - Dislocations and StrengtheningDocument29 pagesM7 - Dislocations and StrengtheningKeith Tanaka MagakaNo ratings yet
- Chapter7 Presentation Materials Science - Dislocations and Strengthening MechanismsDocument31 pagesChapter7 Presentation Materials Science - Dislocations and Strengthening MechanismsAlex CiolkoNo ratings yet
- Dislocations & Strengthening Mechanisms Dislocations & Strengthening MechanismsDocument77 pagesDislocations & Strengthening Mechanisms Dislocations & Strengthening MechanismsRabab AssemNo ratings yet
- Dislocation MotionDocument40 pagesDislocation Motionart180No ratings yet
- Single Crystal Slip: Adapted From Fig. 7.9, Callister 7eDocument15 pagesSingle Crystal Slip: Adapted From Fig. 7.9, Callister 7epriyabrata maharanaNo ratings yet
- MSE - ChapterDocument44 pagesMSE - ChapterFaisal MumtazNo ratings yet
- Dislocation Strengthening CreepDocument22 pagesDislocation Strengthening CreepXyz AbcNo ratings yet
- ENGG 103 Imperfections in Solids II Dippenaar MoodleDocument27 pagesENGG 103 Imperfections in Solids II Dippenaar MoodleJB HIFINo ratings yet
- Dislocations and Strengthening: Issues To Address..Document30 pagesDislocations and Strengthening: Issues To Address..Yiğit IlgazNo ratings yet
- Chapter 13 - Heat Treatment of SteelsDocument61 pagesChapter 13 - Heat Treatment of SteelsMahmoud AsfourNo ratings yet
- 11 StrainHardeningDocument43 pages11 StrainHardeningRahman PratamaNo ratings yet
- Def by Slip TwinDocument39 pagesDef by Slip Twinakanksha.ja779No ratings yet
- ME201 Material Science & Engineering: Imperfections in SolidsDocument23 pagesME201 Material Science & Engineering: Imperfections in SolidsAmar BeheraNo ratings yet
- ME 1022 Materials TechnologyDocument77 pagesME 1022 Materials TechnologyShubham PadwalNo ratings yet
- Week3-dislocationsAndStrengthening FINALDocument40 pagesWeek3-dislocationsAndStrengthening FINALMPRajNo ratings yet
- 03 MaterialStructure V6Document64 pages03 MaterialStructure V6watsopNo ratings yet
- Silicate Ceramics: - Soils, Rocks, Clays, and Sand Come Under The Silicate ClassificationDocument32 pagesSilicate Ceramics: - Soils, Rocks, Clays, and Sand Come Under The Silicate ClassificationsairamNo ratings yet
- Solid Solution StrengtheningDocument23 pagesSolid Solution StrengtheningAdivadewanggaNo ratings yet
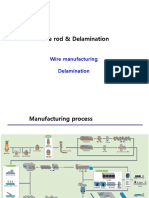
- Wire RodDocument71 pagesWire RodTeka KamNo ratings yet
- Addis Ababa Institute of Technology: School of Mechanical and Industrial Engineering Materials Science and EngineeringDocument37 pagesAddis Ababa Institute of Technology: School of Mechanical and Industrial Engineering Materials Science and EngineeringColorgold BirlieNo ratings yet
- CeramicsDocument32 pagesCeramicsalikytrnNo ratings yet
- CH 7 Dislocations and Strengthening Mechanisms 1Document74 pagesCH 7 Dislocations and Strengthening Mechanisms 1Nasser SA100% (1)
- Lec03 Plasticity P2Document35 pagesLec03 Plasticity P2Muna UnisaNo ratings yet
- StrengtheningDocument22 pagesStrengtheningeddickNo ratings yet
- Mechanical Properties of Metals - IIDocument33 pagesMechanical Properties of Metals - IIarulmuruguNo ratings yet
- Imperfections in Solids: Issues To Address..Document53 pagesImperfections in Solids: Issues To Address..jose antonio villena medinaNo ratings yet
- Engineering Materials 18-20 100922-150922Document33 pagesEngineering Materials 18-20 100922-150922Sanu SouravNo ratings yet
- CH07 - DislocationsStrengtheningDocument30 pagesCH07 - DislocationsStrengtheningEric WilliamNo ratings yet
- Elastic and Plastic Behaviour 2Document94 pagesElastic and Plastic Behaviour 2Anjana2893100% (1)
- Dislocations & Strengthening MechanismsDocument44 pagesDislocations & Strengthening MechanismsJatinder KumarNo ratings yet
- Week-5 Mechanisms of StrengtheningDocument23 pagesWeek-5 Mechanisms of Strengtheningyu yanNo ratings yet
- Engineering Materials-I: Chapter-4: Dislocations & Strengthening MechanismsDocument23 pagesEngineering Materials-I: Chapter-4: Dislocations & Strengthening MechanismsÇãłl Mê MęlkãNo ratings yet
- Deformation and Strengthening Mechanisms - Science and Engineering of Materials Lectures 8 and 9 With Two Slides On A PageDocument15 pagesDeformation and Strengthening Mechanisms - Science and Engineering of Materials Lectures 8 and 9 With Two Slides On A PageTradingView Alert100% (1)
- Deformation & Strengthening Mechanisms: Issues To Address..Document46 pagesDeformation & Strengthening Mechanisms: Issues To Address..Maryam FarhadNo ratings yet
- Module 4 Defects in Solids and Strengthening MechanismDocument45 pagesModule 4 Defects in Solids and Strengthening MechanismMuhammadFaishalFadhlurahmanNo ratings yet
- 322 F22 Lecture15 Plasticity Vs Defects1Document59 pages322 F22 Lecture15 Plasticity Vs Defects1lokeshNo ratings yet
- METE 230/MECH 227 Mechanical Properties Dr. Bilge İmerDocument73 pagesMETE 230/MECH 227 Mechanical Properties Dr. Bilge İmerAlpNo ratings yet
- 1 - Deformation of Materials-1Document89 pages1 - Deformation of Materials-1Revanth MuralidharNo ratings yet
- 第6章-Physical Basis of Yield Stress-FDocument30 pages第6章-Physical Basis of Yield Stress-Fyasinfanus149No ratings yet
- Ch-10 Compatibility ModeDocument51 pagesCh-10 Compatibility Modedreamgurl9011No ratings yet
- Manufacturing Technology (ME361) - Lecture 3: Shantanu BhattacharyaDocument20 pagesManufacturing Technology (ME361) - Lecture 3: Shantanu BhattacharyaSahil SundaNo ratings yet
- lectut-MTN-513-pdf-Structure of Crystalline CeramicsDocument53 pageslectut-MTN-513-pdf-Structure of Crystalline CeramicsAkash AgarwalNo ratings yet
- CH 08Document55 pagesCH 08Oyedokun Oluwademiladeayo OluwadamilareNo ratings yet
- Imperfections in MaterialsDocument19 pagesImperfections in MaterialsMuhammad ShoaibNo ratings yet
- ImperfectionDocument25 pagesImperfectionShiv Prakash SinghNo ratings yet
- Effect of Alloying Elements On SteelsDocument245 pagesEffect of Alloying Elements On SteelsCharlie Chong100% (9)
- Webinar Finland Applied Mineralogy ID 109Document90 pagesWebinar Finland Applied Mineralogy ID 109faouzi rachidNo ratings yet
- HT QualityDocument37 pagesHT QualityDouglas RodriguesNo ratings yet
- A Unique Product For Optimal Friction and Anticorrosion PerformanceDocument2 pagesA Unique Product For Optimal Friction and Anticorrosion PerformanceSannohashi MFGNo ratings yet
- ASTM E340 Macroetching Metals Alloy 1995Document10 pagesASTM E340 Macroetching Metals Alloy 1995Ignacio Hiram M Roque100% (1)
- Phase Diagrams & Heat Treatment of Carbon Steel PDFDocument96 pagesPhase Diagrams & Heat Treatment of Carbon Steel PDFSWAGATAM BAZNo ratings yet
- Assignments Bgyet-141-English - 2021-22Document3 pagesAssignments Bgyet-141-English - 2021-22Neraj 32No ratings yet
- Astm B363Document4 pagesAstm B363vantayusdNo ratings yet
- ASTM A580 18 Stainless Steel WireDocument5 pagesASTM A580 18 Stainless Steel WireMartin ÅkessonNo ratings yet
- Pub 157 Preventing Bio Fouling With Copper NickelDocument4 pagesPub 157 Preventing Bio Fouling With Copper NickelBiyong SantocildesNo ratings yet
- Hazelett Twin Belt Strip Casting Expanded Process CapabilitiesDocument9 pagesHazelett Twin Belt Strip Casting Expanded Process CapabilitiesZhixue Yuan0% (1)
- Re: AISI 1050 Steel For Injection MoldingDocument2 pagesRe: AISI 1050 Steel For Injection MoldingMaulana PanjiNo ratings yet
- Blogspot Co Id 2013 05 Berat Pipa Baja HTMLDocument4 pagesBlogspot Co Id 2013 05 Berat Pipa Baja HTMLHadianto JkNo ratings yet
- MobilCut Series PdsDocument4 pagesMobilCut Series PdsNoche de EstrellasNo ratings yet
- Petroleum MCQDocument35 pagesPetroleum MCQpriya dharshiniNo ratings yet
- Copper and The Copper-Base AlloysDocument32 pagesCopper and The Copper-Base AlloysVIVEK UPADHYAYNo ratings yet
- Tool Steels: Prepared byDocument35 pagesTool Steels: Prepared bySWAPNIL NIGAMNo ratings yet
- Practical Investigation of Weldment of FSS (AISI 430) Welded by TIG Welding ProcessDocument6 pagesPractical Investigation of Weldment of FSS (AISI 430) Welded by TIG Welding ProcessAshish Kumar AgrawalNo ratings yet
- Quartz GroupDocument10 pagesQuartz GroupJICA DE LA CRUZNo ratings yet
- Sm-309Lmo: Special Metal Korea Co., LTDDocument1 pageSm-309Lmo: Special Metal Korea Co., LTDWelli E SNo ratings yet
- The Impact of Fly Ash As A Raw Material On The Properties of Refractory Forsterite - CeramicsDocument12 pagesThe Impact of Fly Ash As A Raw Material On The Properties of Refractory Forsterite - CeramicsLlike Us BravoNo ratings yet
- Titanium Alloy GuideDocument48 pagesTitanium Alloy GuidePatrick DominguezNo ratings yet
- Cbte10 eDocument26 pagesCbte10 eImhekopNo ratings yet
- FOX CN 23-12 Mo-ADocument1 pageFOX CN 23-12 Mo-AVIRPOPNo ratings yet
- Geography Lesson 2 Class 7Document9 pagesGeography Lesson 2 Class 7RUDRA SHAHNo ratings yet
- Gorni SFHTHandbook PDFDocument218 pagesGorni SFHTHandbook PDFCristóbal BustamanteNo ratings yet
- StandardsDocument13 pagesStandardsSeth Aboagye JnrNo ratings yet
- Methods of Chemical Analysis of Steels: Indian StandardDocument5 pagesMethods of Chemical Analysis of Steels: Indian StandardNav TalukdarNo ratings yet
- BS1449-2 1983Document15 pagesBS1449-2 1983Rajlić Zoran0% (1)
- Los Hornos & El Cura Project: Auriferous Disseminated Mineralization-BuldibuyoDocument75 pagesLos Hornos & El Cura Project: Auriferous Disseminated Mineralization-BuldibuyoAlberto VillacortaNo ratings yet
- CG GemstoneDocument28 pagesCG GemstonesaraNo ratings yet