You might also like
- Material Steel StandardsDocument25 pagesMaterial Steel StandardssamadhankadamNo ratings yet
- Sumitomo Products For The Oil and Gas IndustriesDocument36 pagesSumitomo Products For The Oil and Gas IndustriesRahulprabhakaran Vannostran100% (1)
- ISO 11064 1 2000 en Preview PDFDocument7 pagesISO 11064 1 2000 en Preview PDFAngelaNo ratings yet
- 5 - Duplex Stainless Steels and Nickel AlloysDocument44 pages5 - Duplex Stainless Steels and Nickel AlloysdennykvgNo ratings yet
- Steel Making PresentationDocument80 pagesSteel Making PresentationAlvin Garcia PalancaNo ratings yet
- Rail Specification S & CorrosionDocument94 pagesRail Specification S & CorrosionGowthami Priya HanumuthuNo ratings yet
- 4 - Stainless Steels - Wrought and CastDocument24 pages4 - Stainless Steels - Wrought and CastdennykvgNo ratings yet
- Böhler Nibas 625 PW-FD: DescriptionDocument1 pageBöhler Nibas 625 PW-FD: DescriptionBBalopesabbNo ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocument3 pagesMatmatch Is Trusted by 2 Million+ Engineers and Product Developers Each Yearhardeep SinghNo ratings yet
- 16 ApllicationsDocument57 pages16 ApllicationsBoni PrakasaNo ratings yet
- Minfm67089 Astm A1011 Ss Grade 250 Type 1Document4 pagesMinfm67089 Astm A1011 Ss Grade 250 Type 1أبومحمدالزياتNo ratings yet
- Sandvik 254 Smo Tube and Pipe, Seamless: DatasheetDocument9 pagesSandvik 254 Smo Tube and Pipe, Seamless: DatasheetReadersmoNo ratings yet
- Aerospace Materials: Aircraft Applications of Steel. Aircraft Applications of Steel. Advantages and DisadvantagesDocument55 pagesAerospace Materials: Aircraft Applications of Steel. Aircraft Applications of Steel. Advantages and DisadvantagesJASHANPREET SinghNo ratings yet
- 34 CR Ni Mo 6Document4 pages34 CR Ni Mo 6InaamNo ratings yet
- Microsoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsDocument56 pagesMicrosoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsMilanWaNo ratings yet
- MINEX Metallurgical CoDocument41 pagesMINEX Metallurgical CoPriyank SamagraNo ratings yet
- MDDocument17 pagesMDJay ShindeNo ratings yet
- P20 Steel Plate Tool SteelDocument4 pagesP20 Steel Plate Tool SteelSama UmateNo ratings yet
- Cuzr0,15: Uns:C15100 En:Cw120CDocument17 pagesCuzr0,15: Uns:C15100 En:Cw120CNut AssanaiNo ratings yet
- 34crnimo6: Steel GradeDocument4 pages34crnimo6: Steel GradeAndrea FerrerNo ratings yet
- Lecture 10Document24 pagesLecture 10spsu2010No ratings yet
- C15100 Alloy - CuZr0,15Document17 pagesC15100 Alloy - CuZr0,15kristechnikNo ratings yet
- Mechanical Engineering Design Presentation Bsme01183097Document30 pagesMechanical Engineering Design Presentation Bsme01183097Waqar KhanNo ratings yet
- Wuhan Jianheng Metal Technology CO - LTD 20201015Document20 pagesWuhan Jianheng Metal Technology CO - LTD 20201015梁庆民No ratings yet
- Alloy Steel Astm A217 Grade Wc6 1Document1 pageAlloy Steel Astm A217 Grade Wc6 1didi sudiNo ratings yet
- EN 10025 Grade S355J2C Normalized or Normalized Formed (+N)Document3 pagesEN 10025 Grade S355J2C Normalized or Normalized Formed (+N)melvin ekboteNo ratings yet
- CDA110 Specifaction SheetDocument5 pagesCDA110 Specifaction SheetGendakensNo ratings yet
- Metals: Sci 401 Lecture 8Document54 pagesMetals: Sci 401 Lecture 8Niña Viaña BinayNo ratings yet
- Aisi 200 SeriesDocument19 pagesAisi 200 Seriessgupta_192494No ratings yet
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDocument1 pageTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkNo ratings yet
- Alloy SteelDocument33 pagesAlloy SteelDhana LakshmiNo ratings yet
- Al en Ab 42000 DatasheetDocument2 pagesAl en Ab 42000 Datasheetc4pp3ll410_m4tt0No ratings yet
- B Bã-Hler Nibas 70 20-Fd Fcaw 02Document1 pageB Bã-Hler Nibas 70 20-Fd Fcaw 02kamals55No ratings yet
- Fundamentals of Fabrication WeldingDocument22 pagesFundamentals of Fabrication WeldingKevinNo ratings yet
- EN 1706 Grade AC-42100 T6: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocument4 pagesEN 1706 Grade AC-42100 T6: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each Yearmelvin ekboteNo ratings yet
- Iron Carbon Diagram (Fe FeC3)Document42 pagesIron Carbon Diagram (Fe FeC3)Aaditya NaikNo ratings yet
- Piping Materials Selection TrainingDocument60 pagesPiping Materials Selection TrainingKagira Drawing Soltuion100% (2)
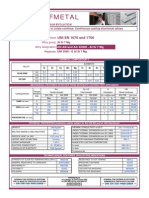
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Anshuman RoyNo ratings yet
- 2005 Carbon SteelDocument65 pages2005 Carbon SteelmageshkumarNo ratings yet
- Minfm32202 Din 17445 Grade G X5crni13 4 Quenched and Tempered qt1Document3 pagesMinfm32202 Din 17445 Grade G X5crni13 4 Quenched and Tempered qt1Biraj SahooNo ratings yet
- Weldeability Offshore SteelDocument12 pagesWeldeability Offshore Steelcarrotiron100% (1)
- AISI 1035 Steel, Cold Drawn, High Temperature, Stress Relieved, 16-22 MM (0.625-0.875 In) RoundDocument2 pagesAISI 1035 Steel, Cold Drawn, High Temperature, Stress Relieved, 16-22 MM (0.625-0.875 In) RoundJakJhonNo ratings yet
- Standards R M Salem - UserguideDocument49 pagesStandards R M Salem - Userguidearunas1081No ratings yet
- Carbone 2191 ISO Graphite Spec SheetDocument6 pagesCarbone 2191 ISO Graphite Spec Sheetmichaelstarr1969No ratings yet
- New 4130 Alloy SteelDocument3 pagesNew 4130 Alloy SteelfsijestNo ratings yet
- Spec 4140 & 4130Document7 pagesSpec 4140 & 4130Nisa_nisheNo ratings yet
- Data SAF2205 04Document8 pagesData SAF2205 04il_yoo_1No ratings yet
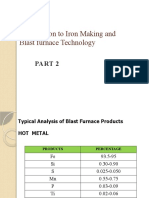
- Introduction To Iron Making and Blast Furnace TechnologyDocument24 pagesIntroduction To Iron Making and Blast Furnace TechnologyDevansh MankarNo ratings yet
- Welding Duplex Stainless SteelDocument44 pagesWelding Duplex Stainless SteelTran Thanh HaoNo ratings yet
- Steels Used Onboard Ships and How To Perform Maintenance WeldingDocument35 pagesSteels Used Onboard Ships and How To Perform Maintenance Weldingantonio111aNo ratings yet
- 4.4.4 Gold PlatingDocument12 pages4.4.4 Gold PlatingSalem GarrabNo ratings yet
- Etchant Test On CastingsDocument2 pagesEtchant Test On CastingsHarshaVeeragandhamNo ratings yet
- Materials For High Temperature High Pressure Applications andDocument28 pagesMaterials For High Temperature High Pressure Applications andDrVRKNo ratings yet
- 36CrB4 Rod - Wire Rev4 PDFDocument6 pages36CrB4 Rod - Wire Rev4 PDFKarthi KeyanNo ratings yet
- All Types of MaterialsDocument8 pagesAll Types of MaterialsAniket KabadeNo ratings yet
- 100 CR 62Document4 pages100 CR 62dadNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Deflection of Prismatic Beams: The Elastic Curve: Repetition, AssumptionsDocument4 pagesDeflection of Prismatic Beams: The Elastic Curve: Repetition, AssumptionsdearsaswatNo ratings yet
- Process ParagraphDocument2 pagesProcess Paragraphshams.hussaini101No ratings yet
- Scientific Graphing and Data Analysis: Spiral SoftwareDocument161 pagesScientific Graphing and Data Analysis: Spiral SoftwareJoyce Vera AyalaNo ratings yet
- The Habits of ManDocument19 pagesThe Habits of ManKJ QuilloNo ratings yet
- BATCH 8 MajorDocument52 pagesBATCH 8 MajorHemsundar ArepallyNo ratings yet
- Rcm&E 202201Document100 pagesRcm&E 202201Martijn HinfelaarNo ratings yet
- ISO 9001 Applied As A Healthcare Quality Management ToolDocument1 pageISO 9001 Applied As A Healthcare Quality Management ToolonatbrossNo ratings yet
- + Conceptual Interests and Analytical Shifts in Research On Rave CultureDocument21 pages+ Conceptual Interests and Analytical Shifts in Research On Rave CulturešpanjolaNo ratings yet
- Final Project Report Phase 1Document42 pagesFinal Project Report Phase 1gaurav salmutheNo ratings yet
- TDA9860 Philips Elenota - PL PDFDocument18 pagesTDA9860 Philips Elenota - PL PDFDamianNo ratings yet
- MicronDocument6 pagesMicroncitaanindikaNo ratings yet
- Australian Flying Saucer Review - Number 6 - December 1966Document19 pagesAustralian Flying Saucer Review - Number 6 - December 1966UFO Research (NSW) Incorporated, Australia100% (1)
- 2 3 EnglishPaperClass03Document4 pages2 3 EnglishPaperClass03Nitin DadooNo ratings yet
- Possessive Pronouns: Q3-Performance Tasks in English 3 Performance Task #1Document4 pagesPossessive Pronouns: Q3-Performance Tasks in English 3 Performance Task #1Grace MusicNo ratings yet
- CV Amartya BFT DelhiDocument2 pagesCV Amartya BFT Delhiamartya tiwariNo ratings yet
- AIR TECH Complete ManualDocument33 pagesAIR TECH Complete ManualEvandro OliveiraNo ratings yet
- STPM Maths T Sem 1 Trial 2014 P1 Port Dickson AnswerDocument2 pagesSTPM Maths T Sem 1 Trial 2014 P1 Port Dickson AnswerKenneth ChanNo ratings yet
- 0-WD110-EZ300-B2002 - Rev - 0 - Calculations For Safety Relief Valves and Silencers0Document10 pages0-WD110-EZ300-B2002 - Rev - 0 - Calculations For Safety Relief Valves and Silencers0carlos tapia bozzoNo ratings yet
- Vanessa: A Triple Offset Valve For Critical ApplicationsDocument8 pagesVanessa: A Triple Offset Valve For Critical ApplicationsMichell TurbayNo ratings yet
- Improving The High-Performance Inductively Coupled Plasma Optical Emission Spectrometry Methodology Through Exact MatchingDocument9 pagesImproving The High-Performance Inductively Coupled Plasma Optical Emission Spectrometry Methodology Through Exact MatchingLeonardo JaimesNo ratings yet
- District Diagnostic Study (DDS) : MaduraiDocument79 pagesDistrict Diagnostic Study (DDS) : MaduraiSheryl ShekinahNo ratings yet
- Master Thesis Themen IfrsDocument6 pagesMaster Thesis Themen Ifrsafiwhlkrm100% (2)
- Deakin University: Lesson Planning Template: School of EducationDocument4 pagesDeakin University: Lesson Planning Template: School of EducationJessicaNo ratings yet
- Chapter Two: Tires & WheelsDocument143 pagesChapter Two: Tires & WheelsMisga Bekele100% (1)
- Leaflet GVPF 750 - 1000M Mec-EnDocument2 pagesLeaflet GVPF 750 - 1000M Mec-EnRené Rocha MolinaNo ratings yet
- Americandownload b2 Extra Tasks and KeyDocument12 pagesAmericandownload b2 Extra Tasks and Keyangelos1apostolidisNo ratings yet
- F 1452 - 01 - Rje0ntiDocument11 pagesF 1452 - 01 - Rje0ntiAdrian GonzalezNo ratings yet
- ACTIVITY 5 - The Different Types of ResearchDocument2 pagesACTIVITY 5 - The Different Types of Researchjohnrollin oconNo ratings yet
- Power System Renewable Energy Source (Hydro Technology)Document9 pagesPower System Renewable Energy Source (Hydro Technology)Amir KhirNo ratings yet