You might also like
- Welding Symbols Guide For Fillet WeldsDocument10 pagesWelding Symbols Guide For Fillet WeldsGerardo JM PalaciosNo ratings yet
- Welding Engineering - FALL2021-22 - Module 1Document44 pagesWelding Engineering - FALL2021-22 - Module 1dhaya nidhiNo ratings yet
- Resistance Welding Manual (RWMA)Document27 pagesResistance Welding Manual (RWMA)Ahmadreza Aminian83% (6)
- AWS A5.12 Tungsten Electrodes For Arc Welding and CuttingDocument22 pagesAWS A5.12 Tungsten Electrodes For Arc Welding and CuttingFernando LoboNo ratings yet
- AWS D8.8M-2007 Specification For AutomotiveWeld Quality-Arc Welding of Steel PDFDocument28 pagesAWS D8.8M-2007 Specification For AutomotiveWeld Quality-Arc Welding of Steel PDFcesardario90100% (1)
- Certification Manual For Welding Inspectors 2000, 4th EditionDocument24 pagesCertification Manual For Welding Inspectors 2000, 4th EditionCak NhassNo ratings yet
- Aws Qc13 2006 Specification For The Certification of Welding SupervisorsDocument18 pagesAws Qc13 2006 Specification For The Certification of Welding SupervisorsWaldo AtNo ratings yet
- Is 13871 1993 Powder Coating SpecificationDocument14 pagesIs 13871 1993 Powder Coating SpecificationArunashish Mazumdar50% (2)
- D8.1M 2007PV PDFDocument5 pagesD8.1M 2007PV PDFkhadtarpNo ratings yet
- AWS D16.1M D16.1 - 2004 Specification For Robotic Arc Weldinf SafetyDocument27 pagesAWS D16.1M D16.1 - 2004 Specification For Robotic Arc Weldinf Safetymasv792512100% (2)
- ISO 3834-1 Quality RequirenmentsDocument15 pagesISO 3834-1 Quality RequirenmentszstNo ratings yet
- d8 9mPVDocument9 pagesd8 9mPVFarid HasannudinNo ratings yet
- Aws Nema d16 2d16 2mDocument6 pagesAws Nema d16 2d16 2mjessy eghNo ratings yet
- AWS a3.0-2001PVDocument6 pagesAWS a3.0-2001PVEdison Manriquez AlegriaNo ratings yet
- C1 1 PDFDocument114 pagesC1 1 PDFVidaurri100% (1)
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocument71 pagesEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938No ratings yet
- Welding Metallurgy of Stainless Steels 12363Document12 pagesWelding Metallurgy of Stainless Steels 12363claude.bouillot3566100% (1)
- Forensic Science From The Crime Scene To The Crime Lab 2nd Edition Richard Saferstein Test BankDocument36 pagesForensic Science From The Crime Scene To The Crime Lab 2nd Edition Richard Saferstein Test Bankhilaryazariaqtoec4100% (25)
- Honda Wave Parts Manual enDocument61 pagesHonda Wave Parts Manual enMurat Kaykun86% (94)
- The Berkeley Review: MCAT Chemistry Atomic Theory PracticeDocument37 pagesThe Berkeley Review: MCAT Chemistry Atomic Theory Practicerenjade1516No ratings yet
- Aws C1.5 2015Document2 pagesAws C1.5 2015SARATH KRISHNAKUMAR0% (3)
- GMAW Practical Slide Show - FINALDocument36 pagesGMAW Practical Slide Show - FINALDanem HalasNo ratings yet
- STTDocument11 pagesSTTamr kouranyNo ratings yet
- AWS Certification for Robotic Arc Welding OperatorsDocument26 pagesAWS Certification for Robotic Arc Welding OperatorsKiukStaksNo ratings yet
- Symbols For Welding and InspectionDocument24 pagesSymbols For Welding and InspectionRajan Steeve100% (1)
- Introduction To Welding TechnologyDocument67 pagesIntroduction To Welding TechnologyChris PurbaNo ratings yet
- Resistance AWSDocument82 pagesResistance AWSaravindan100% (1)
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- AWS D1.1 Skewed T-Joint Exam QuestionsDocument3 pagesAWS D1.1 Skewed T-Joint Exam QuestionsMalcolm DiamondNo ratings yet
- Weld FinishesDocument3 pagesWeld FinishesDee DeeNo ratings yet
- RSW Lab Guide: Resistance Spot Welding Process ParametersDocument11 pagesRSW Lab Guide: Resistance Spot Welding Process ParametersAli Raza JuttNo ratings yet
- Polyol polyether+NCO Isupur PDFDocument27 pagesPolyol polyether+NCO Isupur PDFswapon kumar shillNo ratings yet
- Laser Beam WeldingDocument45 pagesLaser Beam WeldingAhmed El Morsy0% (1)
- Welding AutomationDocument15 pagesWelding AutomationRajesh Kumar RNo ratings yet
- Handbook For Resistance Spot WeldingDocument20 pagesHandbook For Resistance Spot WeldingsatebekicotNo ratings yet
- Design of Spot WeldDocument15 pagesDesign of Spot Weldkaustubh girgasNo ratings yet
- Resistance WeldingDocument22 pagesResistance WeldingLOKENDRA91100% (2)
- Laser WeldingDocument17 pagesLaser WeldingSaurabh GuptaNo ratings yet
- On Resistance WeldingDocument18 pagesOn Resistance WeldingMadhup Kulshrestha100% (1)
- DLL - The Firm and Its EnvironmentDocument5 pagesDLL - The Firm and Its Environmentfrances_peña_7100% (2)
- Weld Tech TrainingDocument44 pagesWeld Tech TrainingEduardo ContrerasNo ratings yet
- Laser Beam WeldingDocument17 pagesLaser Beam WeldingSwati AgarwalNo ratings yet
- Spot Welding Process and ApplicationsDocument10 pagesSpot Welding Process and ApplicationsAcerz VillagraciaNo ratings yet
- Ford Spot Weld SpecDocument12 pagesFord Spot Weld SpecJonathan Davies0% (1)
- Section 09 Weld QualityDocument32 pagesSection 09 Weld Qualityforlan pinheiro100% (1)
- Projection Welding NutDocument1 pageProjection Welding NutMadhav RajpurohitNo ratings yet
- Metal Repairs: Laser WeldingDocument24 pagesMetal Repairs: Laser WeldingV DhinakaranNo ratings yet
- Postgraduate Notes in OrthodonticsDocument257 pagesPostgraduate Notes in OrthodonticsSabrina Nitulescu100% (4)
- New StandardsWELDING STANDARDS - VOLVODocument22 pagesNew StandardsWELDING STANDARDS - VOLVORadivojJovanovNo ratings yet
- Fronius Cold Metal TransferDocument16 pagesFronius Cold Metal Transferbonmarche28No ratings yet
- Spot Weld Parameters HLSDocument10 pagesSpot Weld Parameters HLSHemantNo ratings yet
- Pulse Mig WeldingDocument7 pagesPulse Mig WeldingajayNo ratings yet
- Pulsed MIG WeldingDocument68 pagesPulsed MIG Weldingcentaury2013No ratings yet
- AWS J1.1-2013 Resistance Weld. ControlsDocument49 pagesAWS J1.1-2013 Resistance Weld. ControlsJRodengineerNo ratings yet
- Resistance WeldingDocument5 pagesResistance WeldingJoel BrasilBorgesNo ratings yet
- Welding Quality Management System (QMSDocument103 pagesWelding Quality Management System (QMSFaiz IshakNo ratings yet
- Resistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FDocument9 pagesResistance Welding Electrodes: Tips With Tapered Shanks Nose Types A, B, C, D, E & FreachfsrNo ratings yet
- Nelson n4s 60 A Main Fuse Stud Welder System PDFDocument8 pagesNelson n4s 60 A Main Fuse Stud Welder System PDFFrancisco R. Souffle100% (1)
- Transamerican Manufacturing Group: Document Title: Weld Standards, SteelDocument16 pagesTransamerican Manufacturing Group: Document Title: Weld Standards, SteelQuoc VinhNo ratings yet
- Aws C7.1Document64 pagesAws C7.1Renier KoenNo ratings yet
- AWS A4.4 Standard Procedure For Determination of Moisture Content of Welding Fluxes and Welding Electrode Flux CoveringDocument33 pagesAWS A4.4 Standard Procedure For Determination of Moisture Content of Welding Fluxes and Welding Electrode Flux CoveringJairo ContrerasNo ratings yet
- Projection Welding Guide for Materials & DesignDocument20 pagesProjection Welding Guide for Materials & DesignCebrac ItatibaNo ratings yet
- Gen - Importance of Welding in L & T PDFDocument30 pagesGen - Importance of Welding in L & T PDFSivaNo ratings yet
- TT3 3rd Floor SketchDocument1 pageTT3 3rd Floor SketchLutfi IsmailNo ratings yet
- Attachment 1 - Attendance List (20171011)Document1 pageAttachment 1 - Attendance List (20171011)Lutfi IsmailNo ratings yet
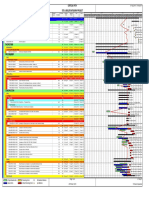
- PSB Schedule Sep 2015 - Critical PathDocument4 pagesPSB Schedule Sep 2015 - Critical PathLutfi IsmailNo ratings yet
- SPLM Licence AgrreementDocument8 pagesSPLM Licence AgrreementFaisca_RNo ratings yet
- QM 9001Document33 pagesQM 9001Lutfi IsmailNo ratings yet
- Boundary Work With Instrument MechanicalDocument7 pagesBoundary Work With Instrument MechanicalLutfi IsmailNo ratings yet
- Release BulletinDocument64 pagesRelease BulletinLutfi IsmailNo ratings yet
- User Guidekis 2010 enDocument96 pagesUser Guidekis 2010 enLutfi IsmailNo ratings yet
- Abbreviations for commodity classification and measurement unitsDocument1 pageAbbreviations for commodity classification and measurement unitscharan74No ratings yet
- SPR Get StartDocument28 pagesSPR Get StartLutfi IsmailNo ratings yet
- SPLM Licence AgrreementDocument8 pagesSPLM Licence AgrreementFaisca_RNo ratings yet
- SPLM Licence AgrreementDocument8 pagesSPLM Licence AgrreementFaisca_RNo ratings yet
- S3DInstall ChecklistDocument7 pagesS3DInstall Checklistsenthilsp3dNo ratings yet
- SPLM Licence AgrreementDocument8 pagesSPLM Licence AgrreementFaisca_RNo ratings yet
- Cover Dokumen VendorDocument1 pageCover Dokumen VendorLutfi IsmailNo ratings yet
- STG & Boiler Batubara Project: Certificate of OriginDocument1 pageSTG & Boiler Batubara Project: Certificate of OriginLutfi IsmailNo ratings yet
- Cover Dokumen VendorDocument1 pageCover Dokumen VendorLutfi IsmailNo ratings yet
- SPR Get StartDocument28 pagesSPR Get StartLutfi IsmailNo ratings yet
- STG & Boiler Batubara Project Organization ChartDocument1 pageSTG & Boiler Batubara Project Organization ChartLutfi IsmailNo ratings yet
- STG & Boiler Batubara Project: Vendor Print ScheduleDocument1 pageSTG & Boiler Batubara Project: Vendor Print ScheduleLutfi IsmailNo ratings yet
- Motor Outline DrawingDocument1 pageMotor Outline DrawingLutfi IsmailNo ratings yet
- VpsDocument1 pageVpsLutfi IsmailNo ratings yet
- Viking Conveyor REMA Tip TopDocument5 pagesViking Conveyor REMA Tip TopLutfi IsmailNo ratings yet
- Y1811 - Piping Layout For RO& Demin Syatem 2 of 3 Rev3Document1 pageY1811 - Piping Layout For RO& Demin Syatem 2 of 3 Rev3Lutfi IsmailNo ratings yet
- Company Profile: Pt. Megatech IndotamaDocument6 pagesCompany Profile: Pt. Megatech IndotamaLutfi IsmailNo ratings yet
- Preventive Maintenace Check ListDocument6 pagesPreventive Maintenace Check ListLutfi IsmailNo ratings yet
- Masjid Al Haram MAPDocument1 pageMasjid Al Haram MAPLutfi IsmailNo ratings yet
- Checklist Parameter Teknis Mobil Rakata V3Document2 pagesChecklist Parameter Teknis Mobil Rakata V3Lutfi IsmailNo ratings yet
- Wuerth IndonesiaDocument1 pageWuerth IndonesiaLutfi IsmailNo ratings yet
- #12 Conveyor Belt Repair OptionsDocument7 pages#12 Conveyor Belt Repair OptionsawfahNo ratings yet
- QueriesDocument50 pagesQueriesBajji RajinishNo ratings yet
- BIBLIO Eric SwyngedowDocument34 pagesBIBLIO Eric Swyngedowadriank1975291No ratings yet
- Reflection Homophone 2Document3 pagesReflection Homophone 2api-356065858No ratings yet
- KSEB Liable to Pay Compensation for Son's Electrocution: Kerala HC CaseDocument18 pagesKSEB Liable to Pay Compensation for Son's Electrocution: Kerala HC CaseAkhila.ENo ratings yet
- Lankeda 3d Printer Filament Catalogue 2019.02 WGDocument7 pagesLankeda 3d Printer Filament Catalogue 2019.02 WGSamuelNo ratings yet
- Rtsa 2012Document7 pagesRtsa 2012Justin RobinsonNo ratings yet
- Logic and Set Theory PropositionDocument3 pagesLogic and Set Theory PropositionVince OjedaNo ratings yet
- Memo Roll Out Workplace and Monitoring Apps Monitoring Apps 1Document6 pagesMemo Roll Out Workplace and Monitoring Apps Monitoring Apps 1MigaeaNo ratings yet
- 2014 mlc703 AssignmentDocument6 pages2014 mlc703 AssignmentToral ShahNo ratings yet
- #### # ## E232 0010 Qba - 0Document9 pages#### # ## E232 0010 Qba - 0MARCONo ratings yet
- Decision Maths 1 AlgorithmsDocument7 pagesDecision Maths 1 AlgorithmsNurul HafiqahNo ratings yet
- 2023 Test Series-1Document2 pages2023 Test Series-1Touheed AhmadNo ratings yet
- Modified Syllabus of Control SystemDocument2 pagesModified Syllabus of Control SystemDigambar PatilNo ratings yet
- всё необходимое для изучения английского языкаDocument9 pagesвсё необходимое для изучения английского языкаNikita Chernyak100% (1)
- Tension field beams: Aircraft wing spar analysisDocument19 pagesTension field beams: Aircraft wing spar analysisPrajeesh RajNo ratings yet
- PointerDocument26 pagesPointerpravin2mNo ratings yet
- Important Instructions To Examiners:: Calculate The Number of Address Lines Required To Access 16 KB ROMDocument17 pagesImportant Instructions To Examiners:: Calculate The Number of Address Lines Required To Access 16 KB ROMC052 Diksha PawarNo ratings yet
- Column Array Loudspeaker: Product HighlightsDocument2 pagesColumn Array Loudspeaker: Product HighlightsTricolor GameplayNo ratings yet
- House Rules For Jforce: Penalties (First Offence/Minor Offense) Penalties (First Offence/Major Offence)Document4 pagesHouse Rules For Jforce: Penalties (First Offence/Minor Offense) Penalties (First Offence/Major Offence)Raphael Eyitayor TyNo ratings yet
- IDocument2 pagesIsometoiajeNo ratings yet
- India: Kerala Sustainable Urban Development Project (KSUDP)Document28 pagesIndia: Kerala Sustainable Urban Development Project (KSUDP)ADBGADNo ratings yet
- Contact and Profile of Anam ShahidDocument1 pageContact and Profile of Anam ShahidSchengen Travel & TourismNo ratings yet
- 3ccc PDFDocument20 pages3ccc PDFKaka KunNo ratings yet
- 2-Port Antenna Frequency Range Dual Polarization HPBW Adjust. Electr. DTDocument5 pages2-Port Antenna Frequency Range Dual Polarization HPBW Adjust. Electr. DTIbrahim JaberNo ratings yet