Professional Documents
Culture Documents
Chapter 2 New
Uploaded by
Kishore BhatOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Chapter 2 New
Uploaded by
Kishore BhatCopyright:
Available Formats
Chap2.
doc
9/29/2011
in_____________________________________ Chapter 2 Engineering Specification and Qualification
2.0 Design Specification and Interpretation 2.1 Product Engineering 2.2 Design Drafting 2.2.1 Multiview Drawing 2.3 Design Interpretation 2.2.2 Partial Views 2.3.1 Tolerancing 2.2.3 Dimensioning and Tolerancing 2.3.1.1 Parametric Tolerancing 2.2.3.1 Conventional Tolerancing 2.2.4 Geometric Tolerancing 2.3.1.2 Geometric tolerances 2.3.2 Tolerancing Examples 2.3.3 Limit and Fit 2.4 Inspection and Measurement 2.4.1 Inspection Errors 2.4.2.4 Gage Blocks 2.4.2 General Purpose Measurement Equipment 2.4.2.5 Optical Flats 2.4.2.1 Scales 2.4.2.6 Air and Electric Comparator 2.4.2.2 Vernier Caliper 2.4.2.3 Micrometer 2.4.2.7 Strain Gages 2.4.2.8 Photoelasticity 2.4.2.9 Stress Paints 2.4.2.10 Hardness Testers 2.4.3 Nondestructive Inspection 2.4.3.1 X-ray 2.4.3.2 Ultrasonic Equipment 2.4.3.3 Fluorescent Penetrants 2.4.3.4 Machine Vision 2.4.4 Test Equipment 2.4.5 Surface Finish 2.4.5.1 Measurement or Evaluation 2.5 Case Study-Inspection with Special Purpose Gages 2.6 Summary 2.7 Questions 2.8 Problems 2.9 References 2.10 Recommended Reading
__________________________________________________________
More important than the quest for certainty is the quest for clarity. Francois Gautier 2.0 Design specification and interpretation
Product engineering, as you learned in Chapter 1, is a key activity in the conversion of an idea into a finished product. Product engineering typically culminates with the creation of an engineering drawing, which is used to represent the designer's ideas. The engineering drawing represents several characteristics of the product. For mechanical products, the most notable feature of the engineering drawing is the geometry that it represents. The engineering drawing however contains several other important specifications. The material(s) to be used are defined on the drawing along with the dimensions, datums and tolerances in accordance to which the product is to be produced. The engineering drawing may also contain surface or material preparation instructions, such as painting or tempering. The product geometry and material are most certainly critical aspects of the engineering design. From a manufacturing point of view; the datum specification, tolerance requirements and surface and material specification may be even more critical to the efficient manufacture of a product. In this Chapter, we examine product engineering more closely with a specific focus on the engineering drawing, how a designer creates an engineering drawing, and how tolerance specifications of the design are interpreted so that an inspector can qualify a product. Before our industrial revolution, skilled artisans like blacksmiths, carpenters or scientists skilled in woodworking or metalworking produced products. For simple items like farm tools and
Chap2.doc
9/29/2011
carpenter's planes, a farmer would simply describe his need and the function of the tool. This would be described verbally to a blacksmith. The blacksmith would serve as both a designer as well as a manufacturer. No formal design was undertaken. He would instead try to duplicate as closely as possible some similar product given his materials and processes, such as forging with a hammer and pressure welding. More complex items created more difficult problems. For example when James Watt invented the steam engine (1775), it took some twenty-five years to bring this concept to fruition. Watt described his concept to fellow inventor James Wilkerson. However, no standard manufacturing techniques were available to create the required parts. The concept was probably first expressed as words and then as a sketch where a piston fit within a cylindrical housing. Forged or cast components did not fit well enough to function as required. Wilkerson eventually invented and produced a verticalboring machine that could hold the required tolerances to make pistons and cylinders for the steam engine. These activities were critical events in our industrial development in that the steam engine became one of the sources for industrial power and the boring machine became a model for other machine tool advances. Today, we would never attempt to produce a complex product without first creating an engineering drawing of the product. The drawing allows us to envisage the gross geometry and action of the product before it ever exists. The designer can make several design iterations before the first product is ever manufactured. The geometry and material specification can also be used to analyze the product's capacities (weight limits, product weight, envelope, etc.) before the product is ever made. Finally, the engineering drawing is the model used to check or qualify the product that gets produced when it is inspected to make sure that it meets the specifications of the design. Prior to manufacture, a products intended function and specification must be determined. These activities are normally referred to as product engineering or design. The product design process can be divided into five basic steps: (1) design conceptualization, (2) design synthesis, (3) design analysis, (4) design evaluation, and (5) design representation. Based on the functional requirements of a product, a product engineer conceptualizes a solution (or design). The initial solution is usually rather aggregate, and normally contains the general elements of the product, without a lot of detail. The synthesis step adds more detail to the initial concept. In this stage, the product engineer lays out geometry and dimensions are assigned to the product. Steps 1 and 2 rely heavily on the creativity of a designer. That is the process is more of an art than an exercise in scientific basis exists for these activities. During the first two steps, the designer investigates by the designer. As the design takes on more definition, a sketch is frequently used to help clarify the idea. When the design task is carried out by a group of people, like for an automobile or and aircraft a common, understandable representation schema must be used in order for all involved to share in the development. The solution is then analyzed and evaluated in order to identify viable and, eventually, the best design alternative. Before the design is released for manufacture, a design must detail the design, which includes the selection of standard components, the determination of dimensions and tolerances, the determination of special manufacturing notes, and final drafting, is performed. The design representation step includes both the rough sketch and the design layout detail. In order for a product to be properly manufactured, several activities must be completed. Most products consist of more than one part. For each part to be properly manufactured, a detailed part representation with information pertinent to manufacturing must be received before any production activity can begin. In addition to the individual part drawings, the designer must also prepare an assembly drawing of the product (or a subassembly). An assembly drawing shows the relationship of how parts fit together to make an assembly. Assembly drawings normally do not contain dimensions and tolerances as these specifics are included in the individual part drawings. In this chapter, various procedures used to specify a part design are discussed. This chapter begins with a general discussion on engineering design, followed by a discussion of interpretation of engineering drawings and inspection required to certify that a good product has been manufactured.
2.1
PRODUCT ENGINEERING
An engineering drawing is the output from the product engineering process, but only represents the partial realization of a designers concept. That is, the designer transforms an idea in his
Chap2.doc
9/29/2011
head to one on an engineering drawing since the designer cannot normally directly transform a concept into a physical item. The designer conveys an idea to other key personnel via a engineering drawing, for instance purchasing agents, process engineers and production managers. A process engineer will then determine how to produce the design (Figure 2.1). For example, let us suppose that a product engineer is charged with the task of designing a wagon that will be used as a toy. The product engineer has many decisions to make. In this case a 3 or 4 wheel wagon will function reasonably well. The 4 wheel wagon will produce a more stable toy, but will also increase the cost of the product. The product engineer must also select the suspension and steering apparatus for the wagon. Finally, the designer will need to specify what type of frame will be used (unibody or a separate frame structure). Each of these decisions affect not only the performance of the product, but they also affect: 1) The number of components that make up the product, 2) The raw material (and initial form) that goes into the product, 3) The manufacturing and assembly method used to produce the product, 4) The maintainability of the product, and 5) The cost of the product. The intent of this book is not to provide the student with a treatise on how to design and evaluate the functionality of product, but rather to relate how design decisions affect the choice of raw materials, manufacturing methods and production management. As a result, we will not dwell upon how a product engineer develops a concept, but rather what the affects of the design decisions will be on the process and production engineer. Many of these decisions are somewhat obvious. For instance in the case of a 3 versus 4 wheel wagon, 25% of the assembly time and wheel purchase cost could be saved by choosing the 3 wheel design. There are many far more subtle affects that the product engineer imposes on the process and production engineer. In order to illustrate some of these affects, we will first look at how a product is typically represented. A pictorial image of the product is necessary to relate information to others. Traditionally, engineers have used multiview orthographic drawings as the standard tool to represent a design. Orthographic drawings allow the designer to convey design information to others reading the drawings. The viewer can use the drawing to reconstruct and interpret the object that the designer has portrayed in the engineering design. To interpret the information in the drawing, the reader must be able to transform the object from one medium to another who are well, specifically from a two-dimensional three-view drawing to a three-dimensional picture. In addition, the viewer must be able to understand the rules used to construct the drawing. We review these rules in Section 2.2.2. There are several methods used to represent an engineering drawing. The conventional method is drafting on paper with pen or pencil. Manual drafting has been the standard for developing and representing engineering product. Manual drafting however is tedious and requires a tremendous amount of patience and time. Computer-aided drafting or Computer-aided design (CAD) systems improve drafting efficiency because they eliminate tedious drawing and redrawing. CAD systems store partially completed or completed drawings in a computer and the drafter can retrieve them when needed. CAD has become to designers what word processing has become to writers.
Chap2.doc
9/29/2011
O R PL N PE . A SA 1` * 44 * 1` W ` D IL R L
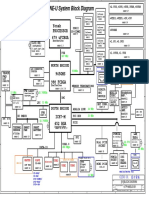
PA T N R O D A N R W Idea Engineerin g design Process desig n
M facture anu
F igure 2.1.
E volution/realization of a product.
Most CAD systems store drawings as a three-dimensional representation. Points (vertices), lines (edges), and curves are represented in (X, Y, Z) space. When a CAD user requests a drawing, the computer performs a series of transformations on the data, and a drawing is presented either in two- or three-dimensional perspective or in sectional views. The resultant drawing using a plotter or printer, and displayed on a monitor. The drawing is represented to the computer in a very different way then it is displayed on the plotter or monitor. The use of points, lines, edges and curves makes up an internal representation for a computer. Such internal representations can be used not only for design drafting, but also for engineering analysis, such as volumetric calculations and finite-element analysis of a product. CAD is a tremendous productivity tool for the product engineer. The ultimate goal of using CAD is to produce efficiently an engineering drawing.
2.2
DESIGN DRAFTING
An engineering drawing is an abstract universal language used to represent a designers ideas to others. It is the most accepted medium of communication in all phases of industrial and engineering work. In ancient times, before multiview drawing standards were adopted, designers used perspective drawings. The great master of art during the Renaissance, Leonardo da Vinci, designed several machines and mechanical components (which still amaze contemporary designers) using perspective sketches (Figure 2.2). Today, pictorial drawings still supplement other design representations. The basic engineering drawing is a complete and unambiguous representation of a part or product.
Chap2.doc
9/29/2011
Figure 2.2. Idea sketch prepared by Leonardo da Vinci (1452-1519) (Courtesy of Institut de France.)
Chap2.doc
9/29/2011
2.2.1 Multiview Drawing
In todays modern manufacturing industry, design engineers prepare several types of drawings. However, the standard is still the multiview drawing (Figure 2.3). A multiview drawing usually contains two or three views (front, top, and side). Each view is an orthographic projection of a plane. In the United States and Canada, designers often use the third-angle projection system (see Figure 2.4). Figure 2.4 illustrates the four quadrants of the Y-Z plane (called the I, II, III, and IV angles). To create a third-angle projection, we always place the object in the third quadrant and project the object in three planes. This is done by projecting the object onto the frontal, horizontal, and profile planes. The projection on the frontal plane (X-Y) is fixed and the image is called the front view. With the projected image, we rotate the horizontal plane (X-Y) 90 clockwise on the X axis. The result is a top view of the object. We then rotate the profile plane (Y-Z) 90 clockwise about the Y axis to obtain a right-hand side view. Dashed lines in engineering drawings represent hidden lines.
2.2.2 Partial Views
Two views are sufficient to represent a symmetrical object. (Typically, the designer omits one view.) A partial view such as the one shown in Figure 2.5 can substitute for one of the two views. Designers commonly use sectional and auxiliary views to present part detail as well. Sectional views, Figure 2.5(b), are extremely useful in displaying the detailed design of a complicated internal configuration. If the section is symmetrical around a center line, you need only to show the upper half. The lower half is typically shown only in outline form. Casting designers often employ sectional views to describe internal casting detail. When a major surface is inclined to all three projection planes, the viewer sees only a distorted picture. An auxiliary plane that is parallel to the major surface, as shown in Figure 2.5(a), can be used to display an undistorted view.
0.001 M
A B M
19.00 9.500 + 0.001 5.000 9.500 + 0.001 14.00 19.00 A
7.00 + 0.005 -
10
Figure 2.3. Multiview drawing of a bracket
Chap2.doc
9/29/2011
Figure 2.4. Third Angle projection. (a) Front-view (b) Side-view
Figure 2.5. Partial views
2.2.3 Dimensioning and Tolerancing
A drawing should convey a complete description of every detail of a part. However, dimensioning is as important as the geometric information. In manufacturing, a drawing without dimensions is only worth as much as the paper on which it is drawn. Dimensions convey the required size, while tolerances connote the required precision. According to the American National Standards Institute (ANSI) standards, designers and drafters should observe these basic rules in dimensioning any drawing: 1. 2. 3. 4. 5. 6. 7. Show enough dimensions so that the reader can interpret intended sizes and shapes without calculating or assuming any distances. State each dimension clearly, so that the reader can interpret the drawing in only one way. Show the dimensions between points, lines, or surfaces that have a necessary and specific relation to each other or that control the location of other components or mating parts. Select and arrange dimensions to avoid accumulations of tolerances that may permit various interpretations and cause unsatisfactory mating of parts and failure in use. Show each dimension only once. Where possible, dimension each feature in the view where it appears in profile, and where its true shape appears. Wherever possible, specify dimensions that will make use of readily available materials, parts, tools, and gauges. Savings are often possible when drawings specify (a) commonly used materials
Chap2.doc
9/29/2011
in stock sizes, (b) parts generally recognized as commercially standard, (c) sizes that can be produced with standard tools and inspected with standard gauges, and (d) tolerances from accepted published standards. 2.2.3.1 Conventional Tolerancing Most designers are well aware of the impact of the mechanisms that they choose in creating a product. As with the example of a 3 versus 4 wheel wagon, the product engineer scrutinizes the number of parts required to achieve a function. The product engineer is also constantly concerned with the performance of the design. Unfortunately, dimensioning and tolerancing often are an afterthought to the process even though the dimensioning and tolerancing of a part frequently implies information critical to the manufacture of a part and significantly influences its cost. This information can effect the choice of processes to be used, tooling to be used, fixtures and fixture location and machines required to produce a part. In the following sections, we will discuss some of the other specifics often neglected. Because it is impossible to produce the exact dimension specified on an engineering drawing, designers specify the acceptable variation in a dimension. This variation is the tolerance. The higher the quality a product has, the smaller the tolerance value specified. Tighter tolerances(small values that may be less than .001 inch) require more careful production procedures and more rigorous inspection. There are three types of tolerance specifications: bilateral, unilateral, and limiting condition (Figure 2.6). Limiting condition is a specification of the acceptable extremes of a dimension. For instance, a dimension might be specified as 0.995 1.005 This specification cannotes that any dimension between 0.995 and 1.005 (inclusive) is acceptable. A bilateral tolerance is specified using a nominal value with allowable variation on both sides of the nominal size. For instance, a bilateral tolerance might be given as 1.000 0.005 The limits of this specification are again 0.995 1.005. Unilateral tolerances such as
0.995
+0.01 -0.00
specify dimensional variation from the basic size (i.e., decrease) in one direction in relation to the basic size. For example,
0.995
+0.010 -0.000
= 0.995 ~ 1.005
There is a unique geometric interpretation for each of these specifications all of which ends up with limits of 0.995 1.005. Although there is no unique manufacturing interpretation, many industries use the nominal value as the manufacturing target. The implication for unilateral specification is that a part of dimension 0.995 is more desirable than one with a value of 1.000 or 1.005. This however is company specific. The basic location where most dimension lines originate is the reference location (datum). For machining, the reference location provides the base from which all other measurements are taken.
Chap2.doc
9/29/2011
The process engineer uses the datum to determine how to hold (fixture) the part. By stating tolerances from a standard reference location, the product engineer can eliminate cumulative errors. Most mechanical parts contain both working surfaces and nonworking surfaces. Working surfaces are surfaces on items such as bearings, pistons, and gear teeth, for which optimum performance may require control of the surface characteristics. Nonworking surfaces, such as the exterior walls of an engine block, crankcase, or differential housings, seldom require surface control. For surfaces that require surface control, control surface symbols can be used. Figure 2.7 shows how these tolerance symbols are used. Figure 2.7 and 2.8 specifies several surface tolerance characteristics. The roughness height is the roughness value as normally related to the surface finish. It is the average amount of irregularity above or below an assumed center line. It is expressed in microinches (in. = 0.000001 in.) or, in the metric system, in micrometers (m = 0.000001 m). Table 2.1 lists recommended roughness heights. Lay is another property of a machined surface. It indicates the direction of the predominant pattern of surface irregularities produced by the tool. Lay symbols are listed in Figure 2.8. Figure 2.9 shows an example of using control surface symbols, where specifications are given for both the external and internal tube surfaces.
1.00
+1.00 + 0.05
No tolerance
Bilateral tolerance
1.00 +0 -0.05
1.00 + 0.05 -0
Unilateral tolerance
Unilateral tolerance
Figure 2.6. Tolerancing: bilateral and unilateral. Dashed lines show the tolerance limits.
Chap2.doc Figure 2.7. Surface control symbols.
9/29/2011
Parallel to the boundary line of the nominal surface indicated by the symbol Perpendicular to the boundary line of the nominal surface indicated by the symbol Angular in both directions to the boundary line of the nominal surface indicated by the symbol M C R Multidirectional Approximately circular relative to the center of the nominal surface indicated by the symbol Approximately radial relative to the corner of the nominal surface indicated by the symbol
Figure 2.8. Lay symbols.
Table 2.1. Recommended Height Values Roughness value (in.) 1000 500 close 250 125 motion Medium Average smooth Type of surface Extremely rough Rough Purpose Used for clearance surfaces only where good appearance is not required. Used where vibration, fatigue, and stress concentration are not critical and tolerances are not required. Most popular for general use where stress requirements and appearance are essential. Suitable for mating surfaces of parts held together by bolts and rivets with no between them.
10
Chap2.doc 63 Better-than-average finish Fine finish Very fine finish
9/29/2011 For close fits or stressed parts except rotating shafts, axles, and parts subject to extreme vibration. Used where stress concentration is high and for such applications as bearings. Used where smoothness is of primary importance, such as high-speed shaft bearings, heavily loaded bearings, and extreme tension members. Used for such parts as surfaces of cylinder.
32 16
Extremely fine finish produced by cylindrical grinding, honing, lapping, or buffing Superfine finish produced by honing, lapping, buffing, or polishing
Used on areas where packings and rings must slide across the surface where lubrication is not dependable.
0.002 0.001 0.030 32 63 0.030 A
Section A-A Interpretation: Roughness height (OD) ..............................................................................................................63 Roughness height (ID) ............................................................................................................32
in. in.
Roughness-width cutoff (OD and ID) ......................................................................................0.030 Waviness height (OD) ..............................................................................................................0.002 Waviness height (ID) ................................................................................................................0.001 Lay (OD) .................................................................................................................................. Lay (ID) ....................................................................................................................................Axial Circumferential
Figure 2.9.
Application and interpretation of the surface roughness symbols.
11
Chap2.doc
9/29/2011
Figure 2.10. Illustration of some additional part conditions. All dimensions shown are in inches. Conventional methods of dimensioning with limiting tolerances only provide information concerning size and surface condition. Using only conventional tolerances, a component can be produced without a guarantee of interchangeability. For example, in Figure 2.10, both components (b) and (c) satisfy the dimension specified in (a), that is, the diameter of components (b) and (c) is 0.501 in. over the entire length of the component. Obviously, both (b) and (c) are not desirable. However, as specified, both (b) and (c) meet specifications. Form geometry or geometric tolerancing is used to qualify different aspects of a part, and in some cases to insure part interchangeability.
2.2.4 Geometric Tolerancing
Geometric tolerancing specifies the tolerance of geometric characteristics. Basic geometric characteristics as defined by the ANSI Y14.5M I994 standard include: Straightness Flatness Roundness Cylindricity Profile Parallelism Table 2.2 lists symbols that represent these characteristics. To specify the geometric tolerances, the designer must add reference features to the engineering drawing either planes, lines, or surfaces. A datum is a plane, surface, point, line, axis, or other information source on an object used to provide a reference location. Datums are assumed to be exact; and from them, the product engineer specifies reference-location dimensions. Datums are used for geometric dimensioning, and frequently imply fixturing location information. The correct use of datums can significantly affect the manufacturing cost of a part. Table 2.2 Geometric Tolerancing Symbols Perpendicularity Angularity Concentricity Runout True position
12
Chap2.doc
9/29/2011
The product engineer frequently uses symbolic modifiers in conjunction with datums to explicitly define tolerances. The maximum material condition (MMC) can be used to constrain the tolerance of the produced dimension at the maximum designed dimension. It can be defined as the condition of a part feature where the maximum amount of material is contained. For example, maximum shaft size and minimum hole size can be illustrated, as shown in Figure 2.11. Note that the symbol M is used to depict maximum material condition. Least material condition (LMC) specifies the opposite of the maximum material condition. These symbol modifiers can be applied only when both of the following conditions hold: 1. 2. Two or more features are interrelated with respect to the location or form (e.g., two holes). At least one of the features must refer to size, and MMC or LMC must directly reference a size feature.
13
Chap2.doc
9/29/2011
Hole 2 + 0.05 -0 0.01 M Shaft 2 + 0.05 -0 0.01 M
Hole Diameter MMC LMC 2 2.05
Shaft Diameter 2.05 2.00
Figure 4.11
Maximum material diameter and least material diameter.
When MMC or LMC are used to specify the tolerance of a hole or shaft, it implies that the tolerance specified is constrained at the maximum or least material condition as well as some other dimensional features. For MMC, the tolerance may increase when the actual produced feature size is larger (for a hole) or smaller (for a shaft). Because the increase in the tolerance is compensated by the deviation of size in production, the final combined hole-size error and geometric tolerance error will still be larger than the anticipated smallest hole. Figure 2.12 illustrates the allowed positional tolerance under the produced hole size. The allowed tolerance is the actual acceptable tolerance limit; it varies as the size of the produced hole changes. The specified tolerance is the value specified on the drawing. Hole size D is the specified value, and D is the produced hole size, which is measured from the actual hole produced. The silhouette of the part at MMC produces a virtual part. The third modifier is regardless of feature size (RFS). RFS is the default modifier when MMC or LMC is not specifically called out. When RFS is used, the position tolerance does not change even when the produced diameter varies. Table 2.3 shows the application of three modifiers applied to the hole and shaft shown in Figure 2.11. Figure 2.13 illustrates the use of form geometry symbols and their meanings. In all of the examples (except true position), RFS is assumed. The first drawing in each group of drawings represents the original drawing. The second drawing illustrates the interpretation of the geometric tolerance specified. All variations on the surfaces have been exaggerated.
14
Chap2.doc
9/29/2011
Figure 2.12: Allowed tolerance under the produced hole size.
Table 4.3. Maximum Out-of-True Position Allowable Under Three Modifiers
Maximum Out-of-True Position Allowable Holea Shaftb MMC M LMC L RFS S MMCM LMC L 0.05 0.04 0.03 0.02 0.01 0.01 0.02 0.03 0.04 0.05 0.06 0.06 0.05 0.04 0.03 0.02 0.01 0.01 0.01 0.01 0.01 0.01 0.01 0.02 0.03 0.04 0.05 0.06
Produced Size 1.95 1.96 1.97 1.98 1.99 2.00 2.01 2.02 2.03 2.04 2.05
RFS S 0.01 0.01 0.01 0.01 0.01
2.00 +0.05 -0 +0 2.00 -0.05
0.01 M 0.01 M
or or
0.01 L 0.01 L
or or
0.01 S 0.01 S
15
Chap2.doc
9/29/2011
Figure 2.13: Illustration of form geometry symbols
16
Chap2.doc
9/29/2011
Figure 2.13
(Continued)
17
Chap2.doc
9/29/2011
A 0.005 0.50 + 0.10 -A-
0.005 A (g) Parallelism A 0.005
0.005 (h) Perpendicularity
A 0.005 30
0.005
30
(i) Angularity
Figure 2.13
(Continued)
18
Chap2.doc
9/29/2011
1.50 Dia. .. 0.750 Dia.
A 0.005
0.005
..
A
.. ..
..
(j) Concentricity
1.50 + 0.01 A
0.75 + 0.01
TOT 0.005
0.005 Total .. .. . .. ..
(k) Symmetry
Figure 2.13. (continued) In Figure 2.13(a) (where straightness is illustrated), straightness defines the maximum deviation on the assumed center line over the entire length of a cylindrical component. It is useful in specifying the fit of shafts and holes. A dial indicator moving along the ideal line can be used to measure the deviation. Flatness, Figure 2.13(b), is the maximum deviation allowed on a flat surface. It is important for plane surface fit (e.g., gasket surfaces). Flatness can be checked by taking a dial indicator reading over the surface in both the X and Y directions. Roundness, Figure 2.13(c), defines the irregularity of the diameter at any given cross-sectional location of a cylindrical component. Roundness can be checked by using a V-block and a dial indicator. The cylinder is set between centers
19
Chap2.doc
9/29/2011
and a dial indicator measures the deviation over one complete 360 turn. Cylindricity, Figure 2.13(d), is similar to roundness except that it defines the irregularity over the entire length. It is the diameter difference between two cylinders sandwiching the cylinder being measured. Again, these symbols are useful in specifying the fit for shafts and holes. The inspection of cylindricity is similar to that of roundness except measurement is taken over the entire length of the cylinder. Profile of a line, Figure 2.13(e), and profile of a surface, Figure 2.13(f) describe the deviation on the profile except that profile of a line focuses on any cross-sectional location and profile of a surface looks at the entire surface. They can be checked by comparing the readings of an actual profile with the limits of the ideal profile. Any feature of a component can be specified as being parallel to any given datum. Figure 2.13(g) shows the use of the parallelism symbol. Perpendicularity, Figure 2.13(h), defines the tolerance of a feature that is 90 to a given datum. Angularity, Figure 2.13(i), is similar to perpendicularity except that the relationship of a feature to a given datum need not be 90. The axis of a hole or cylindrical object can also be dimensioned with angularity. Concentricity, Figure 2.13(j), is used to establish a relationship between the axes of two or more cylindrical parts of a component. Runout, Figure 2.13(k), is the composite deviation from the desired form of a rotational part during a full rotation (360 ) of the part on a datum axis. True position, Figure 2.13(1), expresses the location of the center line with respect to a feature. Conventional tolerancing methods produce a tolerance area that is greater than the round tolerance area that true position ( ) specifies. Thus far, basic drafting methods and symbols have been discussed. By using this knowledge of basic engineering geometry, dimensioning, and tolerancing symbols, any proper engineering design drawing can be interpreted precisely.
2.3 DESIGN INTERPRETATION
The specification of an engineering design carries with it a tremendous amount of detail. Tolerance specification sometimes is the job of an inexperienced draftsperson who may not be aware of the interpretation and impact of these details. These geometric details may increase the production cost of a part by as much as an order of magnitude. In the following sections, we will provide details and examples of tolerancing a mechanical product. The interpretation will be followed by defining the inspection requirements and interpretations for the parts.
2.3.1 Tolerancing
Two types of tolerancing schema are allowed in the specification of geometric entities: parametric and geometric. Most engineers and drafters are taught parametric tolerancing in basic engineering drawing. The term parametric refers to the limiting conditions or control parameters that are defined based on normal Cartesian (or Polar) dimensions. Figure 2.14 illustrates the use of parametric tolerancing. 2.3.1.1 Parametric Tolerancing In parametric tolerancing, datum surfaces depend on the placement of the arrows on the drawing. When the drafter specifies a dimension from another dimensioned surface, the tolerances for the surfaces stack (become additive). Figure 2.15 a-c illustrates the stacking of dimensions expressed sequentially. In Figure 2.15a, each face is specified as a function of the previous face. The first flat is specified as 1.000 + .010. This implies that the second face can be from .990 - 1.01 from the left side of the part (labeled datum B in the figure). Since the next face is specified in reference to the second face, the tolerance of the first flat convolutes the second flat. The face labeled datum C can be from 1.975 - 2.025
20
Chap2.doc
9/29/2011
Figure 2.14.
Simple bracket with parametric tolerancing
from face datum A. Finally, the total width of the block can be from 2.970 - 3.030. In general, dimensions chained together in this manner accumulate as:
Max dn =
di
all i
2.1
Where dn is the maximum possible error and di represents the individual stack tolerances In the case of Figure 12.15b, the tolerances stack differently. Since the entire width is specified, the width of the block is acceptable if the dimensions are from 2.990 - 3.010. Face datum B can now be from 0.975 - 1.025 from datum A, and surface datum C from 1.983 - 2.017 from datum A and so forth. In Figure 2.15c, the leftmost surface labeled datum A becomes an implicit datum as all measurements are made with respect to it. An implicit datum is a feature that is used several times for dimensioning without being explicitly labeled as a reference datum.
21
Chap2.doc
9/29/2011
Figure 2.15
Examples of interpreting parametric tolerance specification
Figure 2.16 A-C again illustrates the chaining of tolerances for the parts shown in Figure 2.15A-C. The figure represents the accumulation of errors as they are specified on the drawings. The chaining of the tolerances should always be viewed critically, because the surface relationships affect the manufacturing (both sequence and process) and fixturing of the part. The tolerances will accumulate, and therefore reducing them is a poor substitute for correct specification. Special care should be taken in specifying tolerances, because they effect both the functionality as well as the manufacturability of a part. 2.3.1.2 Geometric Tolerances Geometric tolerances were created to eliminate deficiencies in the parametric tolerancing scheme. Geometric tolerancing is normally used to describe attributes of specific geometric features. The feature as we refer to it here qualifies a geometric entity, e.g., roundness or cylindricity of a hole, true position of a geometric feature, etc. Geometric tolerancing allows a designer to state allowable deviations in geometric
22
Chap2.doc
9/29/2011
Figure 2.16
Accumulation of tolerance errors.
form where parametric tolerancing allows only Cartesian (and sometimes polar) implementation. In the following section, we will provide a set of examples and interpretations using both parametric and geometric tolerancing.
2.3.2 Tolerancing Examples
Figure 2.14 contains a sample bracket dimensioned using parametric specifications. Because parametric tolerances use translation to create the allowable range of inaccuracy, the part essentially grows or shrinks along the dimension axis. Figure 2.17 shows the acceptable ranges of tolerances for each feature on the bracket. Note that the holes on the bracket must fit into a rectangular start point as defined by the center hole specification. Any center point located within
23
Chap2.doc
9/29/2011
Figure 2.17
Interpreting the virtual part size.
the .014 x .020 rectangle (as defined by + .007 and + .010 specification) is an acceptable start point. If we created the Maximum Material Condition (MMC) specification for the part (the silhouette that we can fit a mating component into), the silhouette of the holes would not be round, but would look as shown in Figure 2.17. Figure 2.18 contains a similar part with specification for square holes instead of the round ones in Figure 2.17. Again, the MMC interpretation of the holes is shown (Figure 2.19). The translation of square holes produces a larger but still square hole image. For prismatic features (like square holes and boxes), parametric tolerances are quite intuitive; however, for symmetrical features the resultant specification may not provide an interpretation that a designer is seeking. Figure 2.20 contains essentially the same part shown in Figure 2.14 only with Geometric Tolerance specification. The tolerances for the symmetric features (holes) are now specified using Form Geometry symbols, e.g., , O, // . The hole features in the figure are specified as MMC entities. This means that a virtual size for assembly is specified. This virtual size is specified as the MMC for all of the part features, and represents the minimum opening for all such labeled entities. For female features such as holes, the virtual size is specified as:
24
Chap2.doc
9/29/2011
where:
s - s - s
2.2
is the virtual size of the feature s is the nominal size specification of the feature s is the negative tolerance specification s is the form geometric value
=
For male features, such as a shaft, the virtual size is specified as:
s + s + s
2.3
For the small holes shown in Figure 2.20, the virtual size of the holes is: = 0.250-0.007-0.007 = 0.236 inches
For the large hole, the virtual size is:
= 0.500-0.005-0.010 = 0.485 inches
Figure 2.18
A drawing with square holes.
25
Chap2.doc
9/29/2011
Figure 2.19
Interpretation of square-hole with parametric specification.
2.3.3 Limit and Fit
Since Whitney first demonstrated the concept of interchangeable parts, fit has become a critical manufacturing issue. In fact, a tolerancing system for mating components was developed as part of U.S. standards USAS B2.1 1967. This standard provides a table of recommended specifications for hole/shaft fit for various functionalities. Three classes of fit are used to specify mating interaction. These classes of fit are: (1) clearance fits, (2) transitional fits, and (3) interface fits. Figure 2.21 illustrates this basic concept. As their names imply, a clearance fit indicates that a clearance remains between the shaft and the hole after they have been assembled, allowing the shaft to rotate or move about the major hole axis. The USAS standard uses nine subclasses of fit to describe hole/shaft fit. These subclasses range from RC1, a close sliding fit where no perceivable play can be observed, to RC9, a loose running fit where the shaft fits more loosely
26
Chap2.doc
9/29/2011
Figure 2.20: A part drawn using geometric tolerance specifications. into the hole. The designer simply selects from the subclasses the one that best fits the needs of the part, knowing that the higher the specification subclass, the less expensive the manufacturing. Transition fits are normally used to specify tolerance for parts that are stationary. Location clearance fits (LC1 to LC11) are used for parts that are assembled together and can be disassembled for service. The accuracy for these components is not exact. Transition location fits (LN1 to LN6) are specified when the location accuracy is of importance but a smaller clearance or interference is acceptable.
Basic size
27
Clearance fit. Transition fits Interference fit Examples taken from the shaft-basis system
Clearance fit. Transition fits Interference fit Examples taken from the hole-basis system
Chap2.doc
9/29/2011
Figure 2.21: Shaft-basis and hole-basis systems for specifying fits in the ISO system. (By permission from ISO Recommendation R286-1962, System of Limits and Fits, copyright 1962, American National Standards Institute, New York.) Locational interference fits (LN1 to LN3) are specified when both rigidity and accuracy are required. Location interference fit parts can be assembled and disassembled but not without special tooling (usually a shaft or wheel puller) and considerable time. Other interference parts normally require special operations for assembly. Tight drive fits (FN1) are used on parts requiring nominal assembly pressure. Force fits (FN5) are used for drive applications where the hole element is normally heated to expand the diameter prior to assembly. Tables 2.4 and 2.5 contain the specification for various classes of fit.
2.4 INSPECTION AND MEASUREMENT
Dimensions and tolerances are placed on an engineering drawing so that the limits of product features can be exactly determined. Interpreting these limits is often more difficult than many engineers originally anticipate. If current dimensioning and tolerancing is used then a unique interpretation of all features on a drawing is possible. Inspection is used to determine whether a product has been produced to the required specification. In this section, we will discuss measurement devises and inspection techniques for mechanical components. 2.4.1 Inspection Errors In order to detect errors, measure performance, and check materials and parts with standards, inspection and testing facilities are used. Tensile-strength test machines, hardness-testing machines, and other equipment is set up in laboratories that check materials received, made, or treated in the shop. Elaborate checking gauges and fixtures are designed to inspect complicated parts and assemblies. Complete sets of gauges and tools for measuring critical dimensions should be available to the operator as well as the inspector. Where controls are extensive, it is necessary to have a gage section that checks, repairs, and adjusts gages by using master gages of the highest accuracy. Duplicate and triplicate sets of gages are sometimes necessary for machinists and inspectors so that process control can be maintained.
Table 2.4
28
Chap2.doc
9/29/2011
29
Chap2.doc
9/29/2011
Table 2.4 (continued)
30
Chap2.doc Table 2.5
9/29/2011
31
Chap2.doc
9/29/2011
Table 2.5 continued
Errors in measurement depend on the method of measurement used and the accuracy of the measuring equipment, which is subject to errors. These errors are the result of one or more of the following: 1. 2. 3. 4. Inherent errors in the measuring instrument Errors in the master gage used to set the instrument Errors resulting from temperature variation and different coefficients of linear expansion the of instrument and part being gauged Errors due to the human element of the inspector
The engineer should not specify a dimension, characteristic, or function of a part or apparatus that cannot be measured. Fortunately, owing to the extensive development of inspection and testing apparatus, it is now possible to measure to a very high degree of accuracy. Instruments for measuring roughness of surfaces are available, and through the use of oscilloscopes, oscillographs, interfracrometers, X-rays, and other types of sensitive measuring equipment, the quality of products can be controlled. Some of these instruments, such as air gages for measuring close dimensions, are rugged
32
Chap2.doc
9/29/2011
enough to use production operations, and thus the operator has a means of controlling the quality of the part he or she is making. The operator can be responsible for detection of surface defects and blowholes, and other flaws. Checking gages can be built into jigs, fixtures, and equipment that can be used by the operator and inspector. This is especially valuable on medium-activity and complicated parts. Inspection and testing equipment may be stationary or portable and destructive or nondestructive of the material or part. The ability to measure and control dimensions has progressed. A few years ago it was said: We can work to 0.001 in. and talk about holding to 0.0001 in.; now it can be said, we work to 0.0001 in. and talk about holding to 0.00001 in. tolerance. The basic equipment and standards for measurement are measuring blocks, known as Jo blocks, invented by Johansson. Interchangeable manufacture would not be possible without these carefully maintained standards. Inspection equipment can be broadly classified as general-purpose or special-purpose equipment. To measure reasonably simple parts or very low-volume items, general-purpose inspection equipment is normally used. To inspect very intricate or high-volume parts, special gages are normally designed in order to reduce the amount of time required for the inspection process. A general characteristic of these special gages is that they are designed to fit over some aspect of the part when the part is with dimension (A GO GAGE). An alternate gage is used to determine whether a part is too small or too large (A NO-GO GAGE). See Figure 2.22.
Figure 2.22
A typical plug gage used to inspect a round hole.
2.4.2 General Purpose Measurement Equipment
2.4.2.1 Scales A simple scale is perhaps the most widely known and used measuring instrument. Scales come in various sizes, graduations, and accuracies. Scales are normally used for measuring part accuracies greater than 1/64 in. or 0.5 mm. When accuracies greater than this are noted, more precise measurement equipment is used. 2.4.2.2 Vernier Caliper A vernier caliper is a general-purpose measuring device capable of making both outside and inside measurements. Figure 2.23 illustrates a typical vernier caliper. The scale on the vernier caliper looks similar to that on a standard scale. Resolution directly from the scale results in about the same
33
Chap2.doc Figure 2.23 A vernier caliper. (Courtesy The L. S. Starrett Co.)
9/29/2011
accuracy as that attained from a standard scale. However, an auxiliary scale, as shown in the figure, can be used to obtain a finer resolution. The lower scale normally provides 0.025 in. of dimension in 0.001 in. increments, or some other similar resolution. In order to obtain the reading from a vernier caliper, you first obtain a base measure is first attained from the scale itself. Then you use the vernier scale shown below is then used to obtain the finer graduations between the scale readings. For instance in Figure 2.22, we read a base measure of 1.900 directly from the scale. By aligning the scale lines on the vernier, we get a reading of 0.006. By adding the vernier reading to the scale reading we obtain a reading of 1.906 (1.900 + 0.006). Although the scales on verniers may vary, the procedure used to obtain the reading is usually quite similar. 2.4.2.3 Micrometer We can use a micrometer to obtain measurements having greater precision than those of the vernier caliper. Micrometers come in various shapes and styles in order to be able to measure different geometric features. Figure 2.24 shows some typical micrometers. As you can see in the figure, a micrometer is a screw-actuated instrument. The accuracy of a micrometer may vary; however, you can normally expect 0.0005 in. of precision with a micrometer. Some micrometers contain ratchet drives to produce a consistent pressure on the part. Some also have a vernier to obtain a finer resolution. Micrometers are general-purpose gages used to obtain a reasonable accuracy without requiring an exceptionally large amount of inspection time. 2.4.2.4 Gage Blocks Gage blocks are accurate in height, flatness, and parallelism and have a Rockwell hardness of over Rc = 65. The following set of gage blocks with accuracy tolerances indicated are available today. Laboratory set Inspection set Working set Working set Grade AA A B C Tolerance, in. 0.000001 0.000004 0.000008 0.000010
Dimension can be measured/verified by combining various blocks. These blocks are so accurate that they cling together because of the surface tension of the absorber water film and must be slid or pulled apart. They can be combined to check snap gages, height gages, micrometers, and verniers.
34
Chap2.doc
9/29/2011
Figure 2.24
Some micrometers
2.4.2.5 Optical Flats Optical flats made of fused quartz are available in two grades: AA Grade, 0.000001 in.; and A Grade, 0.000002 in. Optical flats use interference light waves to measure distances as small as one millionth of an inch.
35
Chap2.doc 2.4.2.6 Air and Electric Comparator
9/29/2011
Air and electric comparator gages can be set by Jo blocks or other standards so that operators can quickly measure deviations from standard. Large scales that can be read easily are available. The range of variations measured is between 0.000001 and 0.001 in. Optical comparators throw a profile of the part on a screen so that it can be compared to a drawing. The profile of the part is blown up many times so that deviations can be seen and measured easily. Other measuring equipment is also available to measure dimensions for dimensional equipment. Figures 2.25 and 2.26 contain a cross section of equipment normally used for manual measurement. Some characteristics of these items are described in Table 2.6. The accuracy, workpiece geometry, and annual production rate, along with many other factors will dictate the type of equipment used for inspection. As is the case in manufacturing, general-purpose equipment is usually used for inspection when the product has only a few parts. However, as the number of pieces that required inspection increases, the use of special gages becomes more economic. High-volume production systems usually employ a variety of special gages, many of which are built into the production system itself. Flexible inspection equipment, like flexible production equipment, has also emerged during the past three decades. The use of coordinate measurement machines (CMM) has become an effective alternative to manual dimensional inspection. These machines are used and programmed in much the same way as numerically controlled machines. Figure 2.27 contains an example of one such machine. A tactile sensor/strain gage locates surfaces on the workpiece. The location information is used to determine whether the part is acceptable. Programs to inspect individual workpieces are prepared and executed as required. Automatic inspection systems can be economically effective for batch production of even small to medium lots (10 to 500 parts). Dimensional inspection is not limited to inspection machines requiring physical contact. Several optical inspection systems have also evolved during the past decade. These systems use a camera or laser to detect the edge of a workpiece. The information is used in much the same manner as the surface location from a coordinate measuring machine. The edges of the workpiece are used to construct a dimensional representation of the part. These measurements are again compared to those called out on the drawing in order to determine whether the part is good or not. A variety of inspection equipment is used to qualify the dimensionality of products manufactured both here and abroad. The use of the equipment is predicated not only on the geometry and accuracy called out but also on the economics of the inspection process. Inspection does not transform a product, but it does add to the value of the end item by improving the reliability of the end product. 2.4.2.7 Strain Gages Strain gages give a picture of the stresses existing in parts under static or dynamic load. There are mechanical, magnetic, electrical-resistance, and electrical-capacity types of strain gages that record strains where the gage can be fastened to the surface of the part. This equipment is valuable in designing apparatus and for feedback control.
36
Chap2.doc
9/29/2011
Figure 2.25 Typical gages. (A) Plain ring gage. (B) Adjustable limit progressive thread snap gage. (C) Adjustable thread ring gage. (D) Fixed limit progressive thread snap gage. (E) Fixed limit ring-snap gage. (F) Tapered thread plug gage. (G) Form gage. (H) Fixed limit snap gage. (I) Single end Brass plug gage. (J) Adjustable limit inside diameter or length gage. (K) Single end spherical plug gage. (L) Cylindrical double end plug gage. (M) Flush pin gage. (N) Double end slot width gage. (O) Double end thread plug gage. (P) Double end step gage. Taper plug gage. (S) Adjustable limit progressive snap gage. (T) Form gage. (U) Cylindrical progressive plug gage. (V) Tapered ring gage. (W) Fixed limit double end snap gage.
37
Chap2.doc
9/29/2011
Figure 2.26 Standard measuring instruments. (1) Outside spring calipers, round leg. (2) Inside spring calipers. (3) Spring dividers. (4) Inside firm joint caliper. (5) Outside firm joint caliper with adjusting screw. (6) Outside firm joint caliper. (7) Firm joint hermaphrodite caliper. (8) Spring Divider. (9) Inside spring caliper. (10) Outside spring caliper. (11) Outside micrometer calipers. Medium weight. (12) Outside micrometer calipers, heavy duty. (13) Outside micrometer calipers with lock nut and ratchet stop. (14) Steel protractors. (15) Universal bevel. (16) Scribers. (17) Inside micrometer set, solid rods. (18) Steel rule set and holder. (19) Universal indicator. (20) Dial test indicator. (21) Micrometer depth gages. (22) Depth rules. (23) Depth gage. (24) Radius gage set. (25) Small hole gages. (26) telescoping gages. (27) Pin vises. (28) Thickness gages. (29) Screw pitch gage. (30) Vernier height gage. (31) Steel rules. (32) Mechanics reference table. (33) Automatic center punch. (34) Inside micrometer set, tubular. (35) Planer and shaper gage. (36) Diemakers squares. (37) Slide calipers. (38) Universal surface gages. (39) Drive pin punches. (40) Center gage. (41) Combination square. (42) Bevel protractor. (43) Double squares. (44) Steel Square. (45) Rightangle rule clamps. (46) Center punches. (47) Tapered parallels. (48) Rule clamps. (49) Hold down parallels. (50) Toolmakers parallel clamps. (51) V-blocks and clamps.
38
Chap2.doc
9/29/2011
Figure 2.27
Coordinate measurement machine.
39
Chap2.doc Table 2.6
9/29/2011
2.4.2.8 Photoelasticity Photoelasticity is the process of using special transparent material having the profile of the shape to be studied. When a part is inspected, polarized light is passed through the part. When it is strained, colors indicate where stresses occur. 2.4.2.9 Stress Paints Stress paints are another means of obtaining a picture of strains existing in parts under stress. Stress paints cling to the surface of the part and crack when stressed, because they are brittle. The pattern of cracks indicates the direction and magnitude of the strain. Some quantitative values can be obtained by measuring the photograph of the part. 2.4.2.10 Hardness Testers The Brinell, Rockwell, and Scleroscope types of hardness testers are universally used to control hardness and measure strength of materials. Hardness and strength tend to have direct relation to each other in the same materials. The Rockwell and Scleroscope hardness testers may be portable, and can measure hardness on castings, billets, and parts that would be difficult to transport to a machine. Hardness testers leave a mark on the surface, which limits their use.
2.4.3 Nondestructive Inspection
2.4.3.1 X-ray Powerful X-ray equipment is now available for medical, industrial, and military use. Parts and apparatus can be radiographed by exposing objects to X-rays and recording on a photographic film. The x-rays reveal irregularities in the material, such as blowholes, slag, cracks, and nonuniform section, which can then be identified by an expert. X-rays can be used to disarm mines and ammunition. A technician studying the film can determine the design of the weapon and design a method for disarming it. X-rays can be focused so that any plane passing through the object can be observed with the other
40
Chap2.doc
9/29/2011
parts in the background. X-rays are used to control continuously the thickness of sheets rolled in steel, brass, or aluminum mills. The control is sensitive enough to measure variations of 0.001 in. 2.4.3.2 Ultrasonic Equipment Ultrasonic equipment with electronic transmitters and receivers detects flaws in material. Fine cracks within material that cannot be detected by X-ray or magnetic means are picked up using ultrasonic methods. 2.4.3.3 Fluorescent Penetrants A penetrating fluid that carries highly fluorescent dyes and is able to enter any minute crack shows up under ultraviolet light. This process, and magnaflux, are often used to inspect each part in a production line, such as a piston rod in an airplane, a gas engine housing, or any other vital part. 2.4.3.4 Machine Vision Today vision systems are used to identify as well as qualify parts used for assembly. The central components of machine vision systems are a digital camera and computer. These systems are capable of either gross or fine detail. Accuracies of up to 5 x 10 -6 in. are possible with these systems.
2.4.4 Test Equipment
Test equipment is usually designed to check, adjust, and determine the extent of the functional characteristics of the apparatus, such as strength, capacity, and size. The equipment may include proving grounds that simulate actual service conditions. It may be individual equipment designed to check a specific characteristic of material or operation. For example, the automobile manufacturer has engineering laboratories equipped with testing equipment which can test and measure the performance of each part of a car or truck rear-axle housings and differentials, transmissions, carburetors, generators, suspension springs, shock absorbers, and engines. These testing laboratories are sometimes supervised by the engineering department, which uses them to check current production assemblies and parts and to determine the characteristics of new equipment. Such test equipment, including electrical test panels for transformers, circuit breakers, motors, radio, and radar, are usually so complicated and specialized that the quality control department designs and builds its own. Fortunately, standard test equipment and components are available, such as dial gages, meters, relays, tensile and torsional strength-testing machines, hardness testers, and electronic units. These can be built into special test equipment. Test operations are expensive and the equipment is costly. To govern test practices, manuals are written for the guidance testers and engineers, and are useful for instructing engineering graduates who serve their apprenticeship on the test floor. Testing operations can be included in the production line and so enable the operator to adjust, reject, or accept the part or assembly before it is built into the product. The testing of samples of steel or alloys in a steel mill before pouring is an example of controls by testing. The product engineer can assist in determining these points of test in order to save disassembly and repair. The errors that are discovered on test can be reduced by removing the possibility of error by the operator. For example, pegboards for wiring electrical panels can be equipped with guides and markings so that the wires can be bent to shape, laid into position, and tied together as a unit. They are then placed in the radio or on the back of a control panel and can be easily connected to the proper terminal. Each wire can be identified by a tag or color code or by position. The use of wiring pegboards reduces the skill required and the errors of connection, and gives a neat appearance.
41
Chap2.doc
9/29/2011
The supervisor can determine his best operators by observing inspection and test records. By studying test records, the engineer can determine components that can be improved in design or manufacture.
2.4.5 Surface Finish
Surface finish is a function of the method used to produce a product, e.g., machining, honing, grinding, superfinishing, lapping, polishing, buffing, plating, and painting. In the control of surface finish, most methods measure and compare the surface to samples. We limit this discussion to the controlling of surfaces that can be measured and designed on drawings. Some of the instruments for measuring surfaces are the profilometer and the Brush surface analyzer. They have a tracer or stylus that moves over the surface. An electric meter records the up-and-down movement of the styles. Figure 2.28 illustrates what the amplified form of a flat surface might look like when inspected. In the past it has been difficult to duplicate, measure, and designate desired surfaces. The degree of surface roughness must be controlled and maintained, because it affects: 1. 2. 3. 4. 5. The life of the product by controlling friction, abrasive wear, corrosion, and galling. The function of the product by permitting the smooth surfaces of the parts to slide freely, fit properly, serve as bearings, reduce leakage, and rub against packings. The appearance of plated and other decorative surfaces. The safety of the part by preventing stress concentration, fatigue, and notch sensitivity. For these reasons, airplane engine manufacturers are especially conscious of the value of controlling surface finish. The heat transfer, because smooth surfaces offer better heat conductivity.
Since it costs more to produce smooth surfaces, designers should be specify them only when they are required. Progress has been made in advancing the methods of controlling surface finishes through the adoption of national standards.
Figure 2.28
Enlarged surface profile with some surface properties indicated schematically
2.4.5.1 Measurement or Evaluation
For compliance with specified ratings, surfaces may be evaluated by comparison with specified reference surfaces or observational standards, or by direct instrumental measurements. In many applications, these comparisons can be made by sight, feel, or instrument. In making comparisons, care should be exercised to avoid errors due to differences in material, contour, and type of operation represented by the reference surface and the work.
42
Chap2.doc
9/29/2011
In using instruments for comparison, or for direct measurement, care should be exercised to insure that the specified quality or characteristic of the surface is measured. Roughness measurements, unless otherwise specified, are taken across the lay of the surface or in the direction that gives the maximum value of the reading. The physical measurement of the roughness height value shall be the maximum sustained reading of a series of readings. It shall be the minimum sustained reading in case a minimum permissible value is specified also. The physical measurement of the waviness height shall be the algebraic difference between the maximum and minimum readings of a dial gage over a distance not exceeding 1 in., if no other definite waviness width is specified. The waviness height can also be determined by means of a straight edge. The recommended values for roughness classification, in microinches, are: 1 2 4 8 16 32 63 125 250 500 1000
The use of only one number or class to specify the height or width of irregularities shall indicate the maximum value. Any lesser degree or class on the actual surface of the part shall be satisfactory. When two numbers are used on the drawing or specification, they shall specify the maximum and minimum permissible values.
2.5 Case Study-Inspection With Special Purpose Gages
The parts shown in Figure 2.14 and 2.20 look very similar but would require potentially different methods to manufacture as well as to inspect. We will discuss how the parts are produced in later chapters. The specification does dictate much of how the part can be produced, how the part can be fixtured, and how the part can be inspected. The part in Figure 2.14 would require the use of conventional inspection equipment such as a vernier caliper or micrometer (inside and outside). If a large quantity of parts were to be produced and inspected, a set of gages would most probably be used. The gages that could be used to inspect the part would be a set of GO and NO GO gages used to qualify the size for each of the holes. The small hole GO gage would be 0.243 inches. The NO GO gage would be 0.257 inches. Similarly, for the large hole, a GO gage of 0.495 inches would be used and should fit into the hole, and a NO GO gage of 0.505 inches should not fit into the hole. The length, width and height of the bracket would also require measurement, using either a vernier caliper or a set of GO and NO GO snap gages. The position of the holes would also need to be checked either using an optical comparator or a dowel and a vernier caliper. Each hole would be inspected independently from the leftmost and topmost surfaces, since they are the implicit datum surfaces for the hole features (which are dimensioned from them). The individual features for the part in Figure 2.29 will be inspected in a similar manner to the features for the part in Figure 2.12. The upper and lower feature size tolerances are the same and even the same gages could be used in the inspection. Inspection for the location of the holes becomes far more simple and less time consuming since geometric tolerances with MMC specifics are used for the part. This is only true, however, for MMC specification. A GO gage consisting of the mating component for the virtual part is all that is necessary to qualify the location of the holes. This gage is shown in Figure 2.29. Note from Figure 2.29 that the nominal tolerances for the gage used to inspect the part are set using the ten times rule, where the tolerances are ten times tighter than the feature specifications.
43
Chap2.doc
9/29/2011
The parts used to illustrate how tolerances are interpreted are simple examples of engineered products. Notice in these examples how tolerances are applied to drawings and features on the drawings. Datum surfaces on drawings usually are locating surfaces for fixturing and inspection. Designers and detailers frequently specify conditions that make manufacture and qualification of a product much more difficult than is necessary.
Figure 2.29
Location gage to inspect hole position of part.
2.7 SUMMARY
In this chapter, we have discussed the basics of engineering drawing. Various methods of representing drawings along with drawing specifications were discussed. We have long used some form of icons to represent designs. We have evolved to a precise representation for the ideas that we convey as engineering drawings. As we fully immerse ourselves into the era of Computer Aided Design, we look to develop methods that can be automatically interpreted as well as compactly represented. We must be exceptionally careful that we fully understand the implications of our design and specification decisions. In this chapter, we presented both the standards to represent engineering specification and the interpretations of the specification. In the chapters on process planning and tool engineering, we will look back to the detail specified on an engineering drawing to define methods for manufacture as well as methods to locate and support the product while it is being manufactured. The cost of quality control and reliability is proportional to the level of reliability and accuracy desired in materials, processes, and functions of the apparatus. The accuracy desired is based upon the judgment of management, which depends upon the advice of the sales, engineering, and manufacturing departments. The level of reliability established usually emanates from the customer. The ultimate decision as to acceptance or rejection rests upon the quality control and reliability department. In general, the company that is willing to maintain quality at considerable expense survives competition that has lower quality standards. Over the long haul, the high-quality, reliable product wins, because customers are satisfied. Through good engineering, a good-quality product can be obtained at less cost than the former poor-quality product produced under uncontrolled conditions. By going to the source of trouble and eliminating the cause, by providing the shop operators and members of the quality control department with adequate equipment, by improving maintenance of tools and machines, and by inspecting in the critical places, quality control has become an asset to competitive industry.
2.7 QUESTIONS
2.1 What are the five major steps in a design process? Briefly explain each one.
44
Chap2.doc 2.2 2.3 2.4 2.5 What are internal representation and external representation in design?
9/29/2011
Discuss how a design idea is represented in a designers mind, that is, in the form of an equation, line drawing, etc. Discuss the advantages and disadvantages of using a three-dimensional solid model in mechanical part design. Prepare a three-view drawing of the part shown in Figure 2.30.
Figure 2.30 2.6 2.7 1.8 What are the methods used in diameter inspection? What kind of tolerance specification is necessary for the mating part shown in Figure 2.31 in order to ensure proper assembly? What tolerance specifications are important for a tool holder for a NC machine?
Figure 2.31
45
Chap2.doc
9/29/2011
Figure 2.32
Figure 2.33
2.9 2.10 2.11 2.12 2.13 2.14 2.15 2.16 2.17 2.18 2.19 2.20 2.21
Show the setup required for inspecting the part in Figure 2.32. If a part being inspected has the dimension shown in Figure 2.33, is it acceptable? Why? Why is it that 100 percent inspection seldom ensures that a shipment of parts will be 100 percent to specifications? In what way does incentive wage payment improve the quality of a product? What is the purpose of Jo blocks? For what type of work is the optical comparator used? What advantage does the Brinell hardness tester have over the Rockwell tester? What is the purpose of Magnaflux inspection? What does the durometer measure? What equipment would you recommend to test the ability of a part to resist corrosion? For what reasons is it advisable to control the surface roughness of a part? What is meant by the root-mean-square deviation? What is the value of 1 in? Give the sequence in ascending order based on surface roughness of the following processes: cold rolled, die cast, plaster cast, hot rolled, and cold drawn.
2.8
PROBLEMS
2.1
Determine the surface roughness values of the partial surface trace given in Figure 2.34 in terms of the maximum peak to valley roughness, the arithmetic average, AA, and the root-mean-square.
46
Chap2.doc
9/29/2011
Figure 2.34 Figure for Problem 2.1
2.2
On an interference fit the basic size of a hole is 3.5()(X)in. The interference between the shaft and the hole must be at least 0.0015 in. The tolerance on the shaft and the hole is 0.0009 in. using the basic hole system and unilateral tolerances. Divide the tolerances on each item into three groups so that the small shafts mate with the small holes, the medium shafts mate with the medium holes, etc. Thereby there will be as nearly uniform as possible interference between the mating parts. This procedure is called selective assembly and is used when more precise metal fits are needed than can be obtained by conventional interchangeable manufacture. A wrist pin If, in. diameter is designed to have a medium force fit in the cast iron piston bosses of a small internal engine and a snug fit in the steel connecting rod, a. Using ASA standards, determine the limits for the pin and the hole in the connecting rod. b. Calculate the limits for the pin and the holes in the piston bosses. c. Devise an assembly method that would double the machining tolerance but still maintain the same average interference. d. Specify the sizes of the parts and how they will be prepared for assembly using the improved method of assembly. e. Using the same components, develop a functional design that will provide better wear characteristics than the present design and that will require only minor changes in tooling.
2.3
47
Chap2.doc
9/29/2011
2.9 REFERENCES
Autodesk, Inc. (1987). AUTOCAD User Reference. Sausalito, CA: Autodesk. BAER A., C. EASTMAN, and M. HENRION. (1979). Geometric Modeling: A Survey. ComputerAided Design, 2, 5, 253-272 BEZIER, P. (1972). Numerical Control-Mathematics and Applications. A. R. Forrest (trans.), Wiley, London. BRAID, I. C. (1973). Designing with Volumes, Cambridge, England, CAD Group, Cambridge University. CHANG, T. C. and Wysk, R. A (1985) An Introduction to Automated Process Planning Systems, Prentice-Hall. Englewood Cliffs, NJ. ENCARNACAO, J., and E. G. SCHLECHTENDAHL. (1983). Fundamentals and System Architectures. Berlin: Springer-Verlag. Computer Aided Design,
FOSTER, L. W. (1986). Geo-Metrics, The Metric Application of Geometric Tolerancing Techniques. Reading, MA: Addison-Wesley. GORDON, W. J.. and R. F. RIESENFELD. (1974). B-Spline Curves and Surfaces. In R. E. Barnhill and R. F. Fiesenfeld, Eds., Computer-Aided Geometric Design. New York: Academic Press, pp. 95-126. GRAYS, J. C. (1967). Compound Data Structures for Computer Aided Design: A Survey. Proceedings of the ACM National Conference. Washington. DC: Thompson, pp. 355-365. GROOVER, M. P. (1987). Automation, Production Systems, and Computer-lntegrated Manufacturing, Prentice-Hall. Englewood Cliffs, NJ. GROOVER, M. P., and ZIMMERS, E. W (1984) CAD/CAM: Computer-Aided Design and Manufacturing, Prentice-Hall, Englewood Cliffs, NJ. IBM. (19XX). General Presentation of CATIA. City: IBM. MAJCHRZAK, A.. T.-C. CHANG, W. BARFIELD, R. EBERTS, and G. SALVENDY. (1987). Human Aspects of Computer-Aided Design. London: Taylor and Francis. MITCHELL, M., Y. WANG, S. RYAN and B. MARTIN. (1990). Data Model Development and Validation for Product Data Exchange, NISTIR3 88-4078, National Institute for Standard and Technology, Gaithersburg. MD. MORTENSON, M. E. (1985). Geometric Modeling. New York: Wiley. NEWMAN, W. M., and R. F. SPROULL. (1979). Principles for Interactive Computer Graphics, 2nd edition. New York: McGraw-Hill. RAKER, D., and H. RICE. (1986). Inside AutoCAD. Thousand Oaks. CA: New Riders. REQUICHA, A. A. G. (1980). Representations of Rigid Solid: Theory. Methods, and System. Computing Surveys 12, 4, 437-462. REQUICHA, A. A. G., and H. B. VOELCKER. (1982). Solid Modeling: A Historical Summary and Contemporary Assessment. IEEE Computer Graphics and Applications, 2, 2, 9-22. STOVER, R. (1984). An Analysis of CAD/CAM Applications. Englewood Cliffs, NJ: Prentice Hall. SUH, N. P. (1982). Qualitative and Quantitative Analysis of Design and Manufacturing Axioms. CIRP Annals 31, 333-338. SUTHERLAND. I. E. (1963). SKETCHPAD: A Man-Machine Graphical Communication System. SJCC 1963, Baltimore, Spartan Books. P. 329. and MIT Lincoln Lab. Tech. Rep. 296, May 1965.
48
Chap2.doc
9/29/2011
VOELCKER, H. B.. and A. A. G. REQUICHA. (1977). Geometric Modeling of Mechanical Parts and Processes. Computer, 10, 12, 48-57. WILLIAMS, R. ( I971) A Survey of Data Structures for Computer Graphics Systems. Computer Surveys, 3,1,1-21. ZEID, I. CAD/CAM Theory and Practice.
2.10 RECOMMENDED READING
HANSON. B L.: Quality Control Theory and Applications, Prentice-Hall Inc., Englewood Cliffs, NJ. 1972. WALPOLE. R. and MYERS. R: Probability and Statistics for Engineers and Scientists, Macmillan Publishing Inc., 1986.
KEY TERMS
Angularity Bilateral Concentricity Cylindricity Datum Dimensions Flatness Gage Blocks Geometric Modeling Internal Representation Least Material Condition (LMC) Maximum Material Condition (MMC) Micrometer Multiview Drawing Nonworking Surfaces Optical Flats Photoelasticity Perpendicularity Profile of a Line Regardless of Feature Size (RFS) Roundness Runout Simple Scale Straightness Strain gages Stress Paints Surface Finish Test Equipment Three Classes of Fit Tolerances True Position Ultrasonic Equipment Unilateral Vernier Caliper Virtual Size Working Surfaces
49
You might also like
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- Microsoft Word - DfmaDocument15 pagesMicrosoft Word - DfmaDr-Dasharath MabrukarNo ratings yet
- Up and Running with Autodesk Inventor Simulation 2011: A Step-by-Step Guide to Engineering Design SolutionsFrom EverandUp and Running with Autodesk Inventor Simulation 2011: A Step-by-Step Guide to Engineering Design SolutionsNo ratings yet
- Plant Design 2Document42 pagesPlant Design 2Jaymee Delfinado100% (2)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- 1 Esteem DandanDocument45 pages1 Esteem Dandanbce20090001No ratings yet
- ME 473 Unit 6ADocument19 pagesME 473 Unit 6AAma Serwaa YeboahNo ratings yet
- Architectural SpecificationDocument16 pagesArchitectural SpecificationScarlet ShweNo ratings yet
- 1.1 What Is Design?: Lesson 1. Introduction To Machine DesignDocument8 pages1.1 What Is Design?: Lesson 1. Introduction To Machine DesignvrajendraupadhyayNo ratings yet
- Mechanical Design BasicsDocument18 pagesMechanical Design BasicsBobi PitropNo ratings yet
- 1.1 Engineering Products and Their PerformanceDocument17 pages1.1 Engineering Products and Their PerformancevigneshautoNo ratings yet
- Amie Nbcafe Students ForumDocument5 pagesAmie Nbcafe Students ForumSubham DuttaNo ratings yet
- Introduction To Reverse Engineering: October 2007Document10 pagesIntroduction To Reverse Engineering: October 2007Sudeep Kumar Singh100% (1)
- Design and Manufacturing NotesDocument28 pagesDesign and Manufacturing NotespurushothamkrNo ratings yet
- Submittals Construction) - ..Document6 pagesSubmittals Construction) - ..Mary Dawn SorongonNo ratings yet
- Fixture DesignDocument14 pagesFixture DesignnetiftkharNo ratings yet
- DJJ5133 - Engineering Design NotesDocument46 pagesDJJ5133 - Engineering Design NotesAfiq Fahmi100% (1)
- Reverse Engineering in Rapid PrototypeDocument15 pagesReverse Engineering in Rapid PrototypeChaubey Ajay67% (3)
- Fundamentals of CADDocument10 pagesFundamentals of CADBharathi KannaNo ratings yet
- 4 - Light Industrial Building Design ExampleDocument72 pages4 - Light Industrial Building Design ExampleWED1000No ratings yet
- Unit 8 Engineering DesignDocument14 pagesUnit 8 Engineering Designsiamanwar893No ratings yet
- Types of Designs 2.1 The Design Can Be Classified in Many Ways. On The Basis of Knowledge, Skill andDocument5 pagesTypes of Designs 2.1 The Design Can Be Classified in Many Ways. On The Basis of Knowledge, Skill andprabh17No ratings yet
- Autocad Project Report (Without Notes)Document13 pagesAutocad Project Report (Without Notes)Harpreet Harry0% (1)
- ME8691 Computer Aided Design and Manufacturing Notes 1Document79 pagesME8691 Computer Aided Design and Manufacturing Notes 1ARUMUGA NAINARNo ratings yet
- Machine Design - I: Jadavpur University Department of Mechanical Engineering 2 YearDocument15 pagesMachine Design - I: Jadavpur University Department of Mechanical Engineering 2 YearSWAGATAM BAZNo ratings yet
- Reverse Engineering NotesDocument4 pagesReverse Engineering Notesapi-379303652100% (2)
- 2024 MED21A Project GuideDocument22 pages2024 MED21A Project Guidetaul8024No ratings yet
- Engr400 DesignprocessDocument3 pagesEngr400 Designprocessnishantu_2255705@gmail.comNo ratings yet
- Product Design - BasicsDocument18 pagesProduct Design - BasicsVijay KumarNo ratings yet
- Plant Curriculum Instructor Unit 1Document46 pagesPlant Curriculum Instructor Unit 1ericleiva66No ratings yet
- Section C - Process Engineers & Design Procedure Rev 2Document22 pagesSection C - Process Engineers & Design Procedure Rev 2NevlinNo ratings yet
- Process Industry Practices Structural: PIP STE01100 Constructability Design GuideDocument22 pagesProcess Industry Practices Structural: PIP STE01100 Constructability Design Guideeng laythNo ratings yet
- Rangkuman IntroductionDocument3 pagesRangkuman IntroductionNizar farhanNo ratings yet
- Eng Des ConceptsDocument41 pagesEng Des ConceptsAmali LakmaliNo ratings yet
- Introduction To DFMA: Objectives of This CourseDocument37 pagesIntroduction To DFMA: Objectives of This Coursevenkat4No ratings yet
- Computer-Aided Design of Tooling For Casting Process: August 1999Document11 pagesComputer-Aided Design of Tooling For Casting Process: August 1999didoNo ratings yet
- IE 447 CIM Lecture Notes - Chapter 5: Concurrent Engineering - 44Document7 pagesIE 447 CIM Lecture Notes - Chapter 5: Concurrent Engineering - 44Santhosh Buddenahalli SNo ratings yet
- COURSE Project (25%) : Electromechanical Motion Devices EE 321Document9 pagesCOURSE Project (25%) : Electromechanical Motion Devices EE 321Shehab AshrafNo ratings yet
- Unit 1 CadDocument29 pagesUnit 1 CadMuthuvel M82% (17)
- Lecture Notes On Concepts in Engineering Design Unit-2-" Considerations of Good Design "Document24 pagesLecture Notes On Concepts in Engineering Design Unit-2-" Considerations of Good Design "afiuhNo ratings yet
- 3D Rapid Realization of Initial Design For Plastic Injection MoldsDocument16 pages3D Rapid Realization of Initial Design For Plastic Injection MoldsDjuraTheHarpYNo ratings yet
- Design of Spoon Mold Using Flow Analysis and Higher End Design SoftwareDocument6 pagesDesign of Spoon Mold Using Flow Analysis and Higher End Design SoftwareashishNo ratings yet
- G10 ABDULAZIZ, DINSEFA, TOFIK, 2021 ProposalDocument10 pagesG10 ABDULAZIZ, DINSEFA, TOFIK, 2021 ProposalHabtamu Ye Asnaku LijNo ratings yet
- Overview of Plant DesignDocument6 pagesOverview of Plant DesignsiddarthaNo ratings yet
- Assignment 4: Master of TechnologyDocument5 pagesAssignment 4: Master of TechnologyHrithik DalalNo ratings yet
- 2008-Manufacturing Complexity Evaluation For Additive andDocument12 pages2008-Manufacturing Complexity Evaluation For Additive andsachinkashidNo ratings yet
- Cad NotesDocument89 pagesCad Noteschandra mouliNo ratings yet
- Computer Aided Design: Lecture NotesDocument61 pagesComputer Aided Design: Lecture NotesbalacoeusNo ratings yet
- Process EngineeringDocument12 pagesProcess EngineeringSaksham SarkarNo ratings yet
- Plant Design CHEN 451Document42 pagesPlant Design CHEN 451lalitNo ratings yet
- MEPM M01 TTLM N-Manage Competitive Manufacturing ProcessesDocument39 pagesMEPM M01 TTLM N-Manage Competitive Manufacturing ProcessesmulunehNo ratings yet
- CE10 (QS) LP1 MergedDocument10 pagesCE10 (QS) LP1 Mergedrosary originalNo ratings yet
- Computer Aided DesignDocument51 pagesComputer Aided DesignshranjuNo ratings yet
- Nse Technical Report and Post Graduate Experience Format - 2Document85 pagesNse Technical Report and Post Graduate Experience Format - 2Orjinta Victor100% (3)
- Base Table Dimension: Cutting & Grinding AssemblyDocument21 pagesBase Table Dimension: Cutting & Grinding AssemblyRaja ManeNo ratings yet
- Chemical Engineering Design 2nd Edition Towler Solutions ManualDocument35 pagesChemical Engineering Design 2nd Edition Towler Solutions Manualdement.disturnlklpvpNo ratings yet
- Final Report - Team 01B FirstBuild ADA (2016-2017)Document116 pagesFinal Report - Team 01B FirstBuild ADA (2016-2017)Çağlar EbeperiNo ratings yet
- DFMADocument15 pagesDFMADch NarrasimhanNo ratings yet
- Man 013Document4 pagesMan 013Kishore BhatNo ratings yet
- Thermal Management Considerations For PCBS: Measurement Techniques and Heat ConductionDocument37 pagesThermal Management Considerations For PCBS: Measurement Techniques and Heat ConductionKishore BhatNo ratings yet
- Multiphysics SimulationDocument32 pagesMultiphysics Simulationminutiae100% (1)
- NX Drafting Commands II: How To Show Hidden LinesDocument17 pagesNX Drafting Commands II: How To Show Hidden LinesKishore BhatNo ratings yet
- Heat Sink Selection: Thermal Management of Electronics San José State University Mechanical Engineering DepartmentDocument19 pagesHeat Sink Selection: Thermal Management of Electronics San José State University Mechanical Engineering DepartmentKishore BhatNo ratings yet
- Metal Fatigue SpreadsheetsDocument73 pagesMetal Fatigue SpreadsheetsKishore BhatNo ratings yet
- Tolerance AnalysisDocument0 pagesTolerance AnalysisKishore BhatNo ratings yet
- Spring Materials (Round Wire)Document6 pagesSpring Materials (Round Wire)Kishore BhatNo ratings yet
- Conversion CalculatorDocument5 pagesConversion CalculatorKishore BhatNo ratings yet
- Dimension Stack-Up SheetDocument8 pagesDimension Stack-Up SheetKishore BhatNo ratings yet
- BEng (Hons) Mechanical Engineering (Extended)Document27 pagesBEng (Hons) Mechanical Engineering (Extended)Kishore BhatNo ratings yet
- Scissor Lift CalculatorDocument2 pagesScissor Lift CalculatorKishore Bhat50% (4)
- 2.1. Cantilever: 2.1.1 The Hooke's LawDocument14 pages2.1. Cantilever: 2.1.1 The Hooke's LawKishore BhatNo ratings yet
- Design of Members For Combined ForcesDocument25 pagesDesign of Members For Combined ForcesKishore BhatNo ratings yet
- Cantilever Type SLAB (Chajja)Document20 pagesCantilever Type SLAB (Chajja)Lim Chintak100% (1)
- Beams-Shear and MomentDocument35 pagesBeams-Shear and MomentKishore BhatNo ratings yet
- Column Buckling - Inelastic: A Long TopicDocument43 pagesColumn Buckling - Inelastic: A Long TopicKishore BhatNo ratings yet
- Gold On ConnectorDocument11 pagesGold On Connectorgre_test_takerNo ratings yet
- CHAPTER 10 Working Drawings and AssembliesDocument12 pagesCHAPTER 10 Working Drawings and AssembliesKishore BhatNo ratings yet
- Contact Problems Due To Fretting and Their Solutions - TycoDocument5 pagesContact Problems Due To Fretting and Their Solutions - TycoKishore BhatNo ratings yet
- File 46536Document6 pagesFile 46536Sapari VelNo ratings yet
- Manual Construction Standards Completo CorregidozDocument240 pagesManual Construction Standards Completo CorregidozJose DiazNo ratings yet
- Carte Tehnicădetector Metale GarretDocument53 pagesCarte Tehnicădetector Metale Garretely_ely3395No ratings yet
- Rubber FaberDocument10 pagesRubber FabersoldatechNo ratings yet
- Samsung CodesDocument14 pagesSamsung Codesapi-3738581100% (2)
- RT120 ManualDocument161 pagesRT120 ManualPawełNo ratings yet
- SECTION 1213, 1214, 1215: Report By: Elibado T. MaureenDocument19 pagesSECTION 1213, 1214, 1215: Report By: Elibado T. MaureenJohnFred CativoNo ratings yet
- 3 3 1 Material Sorter Design ChallengeDocument3 pages3 3 1 Material Sorter Design Challengeapi-343534512No ratings yet
- Bell Desk-2Document96 pagesBell Desk-2Arrow PrasadNo ratings yet
- By George G. Meyerhof, F. Asce: J. Geotech. Engrg., 1983, 109 (6) : 797-806Document10 pagesBy George G. Meyerhof, F. Asce: J. Geotech. Engrg., 1983, 109 (6) : 797-806PoYing HuangNo ratings yet
- Rankel Engine.Document16 pagesRankel Engine.Divya Prakash SrivastavaNo ratings yet
- Op Amp TesterDocument2 pagesOp Amp TesterPhay KhamNo ratings yet
- Data Flow Diagrams PDFDocument9 pagesData Flow Diagrams PDFYasmine2410No ratings yet
- TurkSim - Aviation Decoders, Calculators, ToolsDocument8 pagesTurkSim - Aviation Decoders, Calculators, ToolsAmparo AlvarezNo ratings yet
- Bloomberg - Transport - SecurityDocument13 pagesBloomberg - Transport - SecurityFernandoNo ratings yet
- Bomba FlightDocument2 pagesBomba FlightGustavo HRNo ratings yet
- University of Mumbai: Syllabus For Sem V & VI Program: B.Sc. Course: PhysicsDocument18 pagesUniversity of Mumbai: Syllabus For Sem V & VI Program: B.Sc. Course: Physicsdbhansali57No ratings yet
- 96 Tacoma SpecsDocument10 pages96 Tacoma SpecsFerran AlfonsoNo ratings yet
- Department of Education: Republic of The PhilippinesDocument14 pagesDepartment of Education: Republic of The PhilippinesRich TactaconNo ratings yet
- Seminar Report ON "Linux"Document17 pagesSeminar Report ON "Linux"Ayush BhatNo ratings yet
- Clevo M620ne-UDocument34 pagesClevo M620ne-UHh woo't hoofNo ratings yet
- Conjoint SpssDocument28 pagesConjoint SpssstatsoumyaNo ratings yet
- VarPlus Can - BLRCH104A125B48Document2 pagesVarPlus Can - BLRCH104A125B48Achira DasanayakeNo ratings yet
- ReadMe STEP7 Professional V14 enUS PDFDocument74 pagesReadMe STEP7 Professional V14 enUS PDFAndre Luis SilvaNo ratings yet
- As4e-Ide-2 7 0 851-ReadmeDocument10 pagesAs4e-Ide-2 7 0 851-ReadmeManoj SharmaNo ratings yet
- Ism Practical FileDocument62 pagesIsm Practical FilePriya AgrawalNo ratings yet
- Seamless Fiux Fored Wire - Megafil250Document1 pageSeamless Fiux Fored Wire - Megafil250SungJun ParkNo ratings yet
- 8-0-SP1 Designer BPM Process Development HelpDocument260 pages8-0-SP1 Designer BPM Process Development HelpEric CaceresNo ratings yet
- 09T030 FinalDocument14 pages09T030 FinalKriengsak RuangdechNo ratings yet
- Chip DielDocument45 pagesChip DielJUANCANEXTNo ratings yet
- Splunk 7 Essentials Third EditionDocument388 pagesSplunk 7 Essentials Third EditionHaripriya100% (1)