You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Checklist WeldingDocument5 pagesChecklist WeldingMarko RisticNo ratings yet
- Risk Management FrameworkDocument18 pagesRisk Management FrameworkMarko RisticNo ratings yet
- International Journal of Fatigue: K.K. Shi, L.X. Cai, L. Chen, S.C. Wu, C. BaoDocument6 pagesInternational Journal of Fatigue: K.K. Shi, L.X. Cai, L. Chen, S.C. Wu, C. BaoMarko RisticNo ratings yet
- Analitcka Studija Dinamike I Stabinosti Sigurnosnog VentilaDocument8 pagesAnalitcka Studija Dinamike I Stabinosti Sigurnosnog VentilaMarko RisticNo ratings yet
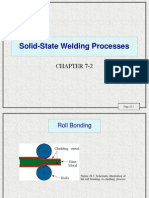
- Solid-State Welding Processes: Chapter 7-2Document18 pagesSolid-State Welding Processes: Chapter 7-2Marko RisticNo ratings yet
- Hardox 450Document3 pagesHardox 450Marko RisticNo ratings yet
- U Pravom Testu Nema Ponudjenih Reci (BEEN, YOU ) Vec Mozete Upotrebiti Bilo Koje, Ali Recenica Treba Da Ima Smisla I Da Ne Promeni ZnacenjeDocument3 pagesU Pravom Testu Nema Ponudjenih Reci (BEEN, YOU ) Vec Mozete Upotrebiti Bilo Koje, Ali Recenica Treba Da Ima Smisla I Da Ne Promeni ZnacenjeMarko RisticNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- DatasheetDocument4 pagesDatasheetJs CameloNo ratings yet
- How To Effectively Implement DCIM and Bridge The Gap Between IT and FacilitiesDocument11 pagesHow To Effectively Implement DCIM and Bridge The Gap Between IT and FacilitiesAbednego TariganNo ratings yet
- Lecture02 WindLoadingDocument53 pagesLecture02 WindLoadingMongkol JirawacharadetNo ratings yet
- Lutec Katalog PDFDocument166 pagesLutec Katalog PDFSpeedyNo ratings yet
- Eseu EnglezaDocument1 pageEseu EnglezaAndreea IoanaNo ratings yet
- Sterling Trader Pro en PDFDocument91 pagesSterling Trader Pro en PDFAyush ChaudhariNo ratings yet
- Bolted Tank Specifications Final 11-5-15Document6 pagesBolted Tank Specifications Final 11-5-15Rodrigo ZapataNo ratings yet
- BBRAUNDocument9 pagesBBRAUNLuis RosasNo ratings yet
- Vibration Isolaton SelectionDocument24 pagesVibration Isolaton SelectionvelmuruganNo ratings yet
- Informatics in Logistics ManagementDocument26 pagesInformatics in Logistics ManagementNazareth0% (1)
- CV hll3220cw Uke PSGDocument17 pagesCV hll3220cw Uke PSGczarownikivanovNo ratings yet
- Amendment No. 3 June 2018 TO Is 15658: 2006 Precast Concrete Blocks For Paving - SpecificationDocument3 pagesAmendment No. 3 June 2018 TO Is 15658: 2006 Precast Concrete Blocks For Paving - Specificationraviteja036No ratings yet
- Data0305 KX18DCDocument3 pagesData0305 KX18DCAbdelhamid SammoudiNo ratings yet
- Top Links October 2018Document122 pagesTop Links October 2018Andrew Richard ThompsonNo ratings yet
- Files - Pumps - Turbo Pumps - Pfeiffer TMH 071 Turbo Pump ManualDocument25 pagesFiles - Pumps - Turbo Pumps - Pfeiffer TMH 071 Turbo Pump ManualOséias Maciel SilvaNo ratings yet
- Hydraulic Backhoe MachineDocument57 pagesHydraulic Backhoe MachineLokesh SrivastavaNo ratings yet
- Colebrook EquationDocument3 pagesColebrook EquationMuhammad Ghufran KhanNo ratings yet
- Differences Between Huawei ATCA-Based and CPCI-Based SoftSwitches ISSUE2.0Document46 pagesDifferences Between Huawei ATCA-Based and CPCI-Based SoftSwitches ISSUE2.0Syed Tassadaq100% (3)
- Python - Tutorial: #!/usr/bin/python Print "Hello, Python!"Document174 pagesPython - Tutorial: #!/usr/bin/python Print "Hello, Python!"ankitNo ratings yet
- NGO-CSR Internship Report TemplateDocument4 pagesNGO-CSR Internship Report TemplatePriyanka Singh100% (1)
- Heinzmann ControlsDocument4 pagesHeinzmann ControlsShahzad AhmadNo ratings yet
- Kil Exb-Exblt Series Empty Enclosures U IecexDocument6 pagesKil Exb-Exblt Series Empty Enclosures U IecexAmir SahraNo ratings yet
- The Butt Joint Tool: Product InformationDocument8 pagesThe Butt Joint Tool: Product InformationElias de Souza RezendeNo ratings yet
- Plastiment BV 40: Water-Reducing Plasticiser For High Mechanical StrengthDocument3 pagesPlastiment BV 40: Water-Reducing Plasticiser For High Mechanical StrengthacarisimovicNo ratings yet
- An 4160Document8 pagesAn 4160aurumstar2000No ratings yet
- Manual Redutores SEWDocument154 pagesManual Redutores SEWLucas Issamu Nakasone PauloNo ratings yet
- CV - Shakir Alhitari - HR ManagerDocument3 pagesCV - Shakir Alhitari - HR ManagerAnonymous WU31onNo ratings yet
- NASM3Document4 pagesNASM3GFS ConsultoriaNo ratings yet
- Global Sources - 2010 June - Home ProductsDocument212 pagesGlobal Sources - 2010 June - Home Productsdr_twiggyNo ratings yet
- Delta Tester 9424 Training ModuleDocument35 pagesDelta Tester 9424 Training ModuleNini FarribasNo ratings yet