You might also like
- Forex Trading For Beginners PDFDocument30 pagesForex Trading For Beginners PDFCostea Stefan25% (4)
- AASTHO Horizontally Curved Steel Girder Highway Bridges 2003 - Part1Document80 pagesAASTHO Horizontally Curved Steel Girder Highway Bridges 2003 - Part1Mehedi Hasan100% (1)
- DNV Comparison of Offshore Structural StandardsDocument219 pagesDNV Comparison of Offshore Structural StandardsNils Antoine Freund100% (2)
- DNV Comparison of Offshore Structural StandardsDocument219 pagesDNV Comparison of Offshore Structural StandardsNils Antoine Freund100% (2)
- Roadside Design Guide 3rd Edition (2006)Document337 pagesRoadside Design Guide 3rd Edition (2006)proudleo196288% (16)
- Section 13 - AASHTO LRFDDocument42 pagesSection 13 - AASHTO LRFDRonald Millán GonzalesNo ratings yet
- Composite Section - Tutorials - (CSI Wiki)Document4 pagesComposite Section - Tutorials - (CSI Wiki)Wilson100% (1)
- Bridge Technical NoteDocument5 pagesBridge Technical Noteপ্রিয়দীপ প্রিয়মNo ratings yet
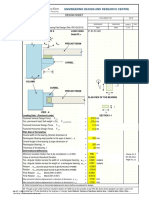
- Design Sheet: View A Load Case= Nodal ID = α F F F Precast BeamDocument5 pagesDesign Sheet: View A Load Case= Nodal ID = α F F F Precast BeamGanesh PrabuNo ratings yet
- 2010-06-02 - Manual For Bulb Tee Girders PDFDocument29 pages2010-06-02 - Manual For Bulb Tee Girders PDFaapennsylvaniaNo ratings yet
- NORSOK R 002 r2 Lifting EquipmentDocument186 pagesNORSOK R 002 r2 Lifting EquipmentNils Antoine FreundNo ratings yet
- DNV cn30-1Document15 pagesDNV cn30-1ffjobNo ratings yet
- NORSOK U CR 006r1 - Subsea Production Control UmbilicalDocument14 pagesNORSOK U CR 006r1 - Subsea Production Control UmbilicalNils Antoine FreundNo ratings yet
- NORSOK U CR 006r1 - Subsea Production Control UmbilicalDocument14 pagesNORSOK U CR 006r1 - Subsea Production Control UmbilicalNils Antoine FreundNo ratings yet
- Class Registration FormDocument2 pagesClass Registration FormArsh Class50% (2)
- Bridge Solution BrochureDocument41 pagesBridge Solution BrochurearunjacobnNo ratings yet
- IRS Bridge RulesDocument85 pagesIRS Bridge RulesradhakrishnangNo ratings yet
- Bridge Concrete Approach Slab and Embankment SettlementDocument152 pagesBridge Concrete Approach Slab and Embankment SettlementwalaywanNo ratings yet
- ODOT Bridge Design and Drafting ManualDocument533 pagesODOT Bridge Design and Drafting Manualmagicstone1412100% (1)
- IRC 22 2015 Road Bridges Composite - Limit StateDocument91 pagesIRC 22 2015 Road Bridges Composite - Limit StateAnil Suryawanshi0% (1)
- IRC-40-2002 Road Bridge (Masonry) PDFDocument52 pagesIRC-40-2002 Road Bridge (Masonry) PDFNorendro KangjamNo ratings yet
- Precast PavementDocument335 pagesPrecast Pavementjimmy AndresNo ratings yet
- Spread Footings For Highway Bridges 2010Document98 pagesSpread Footings For Highway Bridges 2010PODNo ratings yet
- NCHRP RPT 299Document104 pagesNCHRP RPT 299mNo ratings yet
- SP-65 - 2005 - Bridges - Segmental BridgesDocument23 pagesSP-65 - 2005 - Bridges - Segmental Bridgesnimm1962No ratings yet
- Fatigue Study On Structural Supports For Luminaries, Traffic Signals, Highway SignsDocument91 pagesFatigue Study On Structural Supports For Luminaries, Traffic Signals, Highway SignsjeffuangNo ratings yet
- Bearing Pad Design ExampleDocument16 pagesBearing Pad Design ExampleAhirul Yahya100% (1)
- Launching and Erection TechniquesDocument10 pagesLaunching and Erection Techniqueswim hoeckmanNo ratings yet
- Sika Ferrogard - 903+: Corrosion Inhibiting Impregnation (Improved Formulation)Document5 pagesSika Ferrogard - 903+: Corrosion Inhibiting Impregnation (Improved Formulation)KpChua100% (1)
- Ba5494 LOAD TESTING FOR BRIDGE ASSESSMENTDocument14 pagesBa5494 LOAD TESTING FOR BRIDGE ASSESSMENTAnton SurviyantoNo ratings yet
- Bridges-IRC LoadsDocument52 pagesBridges-IRC LoadsNandpal PrashantNo ratings yet
- Bearing Design Method BDocument38 pagesBearing Design Method BTeguh FahrezaNo ratings yet
- Design ExampleDocument390 pagesDesign ExampleSyed Muhammad Naeem AhmedNo ratings yet
- Design Criteria/Design Check For Star Deck Sheet (44/130)Document2 pagesDesign Criteria/Design Check For Star Deck Sheet (44/130)Advanced Structural EngineeringNo ratings yet
- AAHTO LRFD Construction Specifications 2nd Edition 2004 - 2009 RevisionsDocument44 pagesAAHTO LRFD Construction Specifications 2nd Edition 2004 - 2009 RevisionsA. S. M. Elias ShahNo ratings yet
- Metro Standard StructDwgs 080613Document41 pagesMetro Standard StructDwgs 080613rpazbNo ratings yet
- Analysis and Design of Arch-Type Pedestrian BridgeDocument18 pagesAnalysis and Design of Arch-Type Pedestrian BridgeJenrry Montan VizaNo ratings yet
- 5321 Elastomeric Bearing Design AASHTO For P18 & P19 ADocument10 pages5321 Elastomeric Bearing Design AASHTO For P18 & P19 AAshraf Mohamed YehiaNo ratings yet
- Rdso Guidelines For Carrying Out Rail-Structure Interaction Studies On Metro Systems Ver 1Document61 pagesRdso Guidelines For Carrying Out Rail-Structure Interaction Studies On Metro Systems Ver 1RajeshNo ratings yet
- Aashto-Lrfr 2005Document445 pagesAashto-Lrfr 2005alpyilmaz87100% (2)
- Duncan Lateral Load Analysis of Groups of Piles and Drilled Shafts 1994Document17 pagesDuncan Lateral Load Analysis of Groups of Piles and Drilled Shafts 1994myplaxis100% (1)
- Shear Key - Dry & Epoxy Joint - 248-1-ctr PDFDocument111 pagesShear Key - Dry & Epoxy Joint - 248-1-ctr PDFamraja2001No ratings yet
- Precast Concrete BarriersDocument142 pagesPrecast Concrete BarriersPaulo César Queiroz100% (1)
- LRFD Steel Girder SuperStructure Design Example - LRFD - Design - Bridge - Structures PDFDocument61 pagesLRFD Steel Girder SuperStructure Design Example - LRFD - Design - Bridge - Structures PDFSomi Khan100% (1)
- Elastomeric Bearing Design ExampleDocument14 pagesElastomeric Bearing Design ExampleTan Nguyen Cong100% (2)
- Elastomeric Bearing Pads & StripsDocument4 pagesElastomeric Bearing Pads & StripsganmosesNo ratings yet
- Study On The Behavior of Box Girder BridgeDocument96 pagesStudy On The Behavior of Box Girder BridgeIsaac Farfan OtondoNo ratings yet
- Verdú GeneralDocument36 pagesVerdú GeneralMiguel Belda DiezNo ratings yet
- Shear Strength of Reinforced Concrete Beams Under Uniformly Distributed LoadsDocument10 pagesShear Strength of Reinforced Concrete Beams Under Uniformly Distributed LoadsMoataz M. M. Rizk100% (1)
- Elestomeric BearingsDocument152 pagesElestomeric BearingsvaibhavNo ratings yet
- 2000 CALTRANS Bridge Design SpecificationsDocument14 pages2000 CALTRANS Bridge Design Specificationsrhonald2000No ratings yet
- AASHTO LRFD Guide Seismic 15210 - Rev14 PDFDocument1 pageAASHTO LRFD Guide Seismic 15210 - Rev14 PDFMartaNo ratings yet
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionFrom EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo ratings yet
- GDC 2 Design For ConstructibilityDocument0 pagesGDC 2 Design For ConstructibilityNguyen HungNo ratings yet
- Guidelines For Steel Girder Bridge Analysis'Document154 pagesGuidelines For Steel Girder Bridge Analysis'm4004No ratings yet
- Steel Bridge Fabrication QC/QA Guide SpecificationDocument36 pagesSteel Bridge Fabrication QC/QA Guide SpecificationFrancisco David RodríguezNo ratings yet
- Nsbasoqa 1 Qa Fabrication Manual AashtoDocument50 pagesNsbasoqa 1 Qa Fabrication Manual AashtoAbdul Hakam Mohamed YusofNo ratings yet
- SBF-1 - Steel Bridge Fabrication GuideDocument37 pagesSBF-1 - Steel Bridge Fabrication GuideNguyen HungNo ratings yet
- Steel Grider Bridges AnalysisDocument154 pagesSteel Grider Bridges Analysisandrijapopovic100% (3)
- NSBASGBA-1 Steel Girder DesignDocument155 pagesNSBASGBA-1 Steel Girder DesignEdson Abner100% (2)
- S4.1 - 2002 Steel Bridge Fabrication QC QA Guide SpecificationDocument35 pagesS4.1 - 2002 Steel Bridge Fabrication QC QA Guide Specificationjess, cNo ratings yet
- Steel Bridge Bearing Design and Detailing GuidelinesDocument49 pagesSteel Bridge Bearing Design and Detailing Guidelinesm4004No ratings yet
- Aashto Nsba s8.1Document28 pagesAashto Nsba s8.1Damen JohnsonNo ratings yet
- Shop Detail Drawing PresentationDocument51 pagesShop Detail Drawing PresentationSebastian OrdóñezNo ratings yet
- Shop Drawing DetailingDocument51 pagesShop Drawing Detailinggraphicsman123No ratings yet
- Steel Bridge Bearing Guidelines AASHTO NSBASBB-2-2022Document94 pagesSteel Bridge Bearing Guidelines AASHTO NSBASBB-2-2022grupo3as100% (1)
- Guia de Diseno AASHTO 93 PDFDocument624 pagesGuia de Diseno AASHTO 93 PDFErickRojasChavesNo ratings yet
- User Manual SecelemDocument79 pagesUser Manual SecelemNils Antoine FreundNo ratings yet
- BEAMPASKDocument49 pagesBEAMPASKNils Antoine FreundNo ratings yet
- Failures - Sleipner A - North Sea Oil Platform CollapseDocument8 pagesFailures - Sleipner A - North Sea Oil Platform CollapseNils Antoine Freund0% (1)
- SSC 347 NonLinear Analysis of Marine StructuresDocument382 pagesSSC 347 NonLinear Analysis of Marine StructuresNils Antoine FreundNo ratings yet
- M-123 Forged Structural Steel Rev2Document16 pagesM-123 Forged Structural Steel Rev2vlong3003No ratings yet
- NORSOK N 003 Action & Action EffectsDocument60 pagesNORSOK N 003 Action & Action EffectsNils Antoine FreundNo ratings yet
- NORSOK C 004 r1 Helicopter DeckDocument16 pagesNORSOK C 004 r1 Helicopter DeckNils Antoine Freund100% (1)
- I-005u3 System Control DiagramDocument244 pagesI-005u3 System Control Diagramvishnumnair1No ratings yet
- NORSOK L-002 Edition 3, July 2009 PDFDocument36 pagesNORSOK L-002 Edition 3, July 2009 PDFKarthick VenkatswamyNo ratings yet
- DNV RP E101 (Jan2012) Re Certification of Well Equipment On Norwegian CSDocument18 pagesDNV RP E101 (Jan2012) Re Certification of Well Equipment On Norwegian CSNils Antoine FreundNo ratings yet
- Technology Qualification Management: DNV-DSS-401Document19 pagesTechnology Qualification Management: DNV-DSS-401Nils Antoine FreundNo ratings yet
- DNV RP A201 - 2012 01Document43 pagesDNV RP A201 - 2012 01Nils Antoine FreundNo ratings yet
- DNV RP f202 2010-10Document46 pagesDNV RP f202 2010-10b_afrinaldiNo ratings yet
- Wal-Marts Successfully Integrated Supply Chain AnDocument17 pagesWal-Marts Successfully Integrated Supply Chain AnZepodoxNo ratings yet
- Concure LP90Document2 pagesConcure LP90raviNo ratings yet
- 1 IP AddressingDocument95 pages1 IP AddressingJeet KarmakarNo ratings yet
- The State-of-the-Art Clean Technologies (SOACT) For Steelmaking Handbook (2nd Edition) December 2010Document138 pagesThe State-of-the-Art Clean Technologies (SOACT) For Steelmaking Handbook (2nd Edition) December 2010Gurminder Singh DhirNo ratings yet
- Model of Maglev Train: Project ReportDocument12 pagesModel of Maglev Train: Project ReportalvinbobyNo ratings yet
- Abraham Maslow BibliographyDocument4 pagesAbraham Maslow BibliographyHarry TorresNo ratings yet
- Three-Phase Motor Drives: Electricity and New EnergyDocument44 pagesThree-Phase Motor Drives: Electricity and New EnergySONU KUMARNo ratings yet
- 7 Queuing DisciplinesDocument3 pages7 Queuing DisciplinesAbhay RastogiNo ratings yet
- The Widest Screw Range Products: OS HS CSH CSW VSKDocument70 pagesThe Widest Screw Range Products: OS HS CSH CSW VSKMohammad Amer83% (6)
- Central Place TheoryDocument16 pagesCentral Place TheoryArki TektureNo ratings yet
- BCG A CEOs Guide To Talent Management Today Apr 2018Document5 pagesBCG A CEOs Guide To Talent Management Today Apr 2018Sasi KumarNo ratings yet
- Dynamic Pass Box-PqDocument5 pagesDynamic Pass Box-PqjaimurugeshNo ratings yet
- Pre Lab ReportDocument3 pagesPre Lab Reportbaysic.136511130206No ratings yet
- Bills of Exchange Expl NoteDocument8 pagesBills of Exchange Expl NoteEmburyNo ratings yet
- Despiece Main FourDocument12 pagesDespiece Main FourJulian Correa0% (1)
- HRD SystemDocument49 pagesHRD SystemshipssailNo ratings yet
- Chemical Engg AdmissionDocument10 pagesChemical Engg AdmissionKARTHIKEYAN SIVANANTHAMNo ratings yet
- DDEX1-2 Secrets of Sokol KeepDocument26 pagesDDEX1-2 Secrets of Sokol KeepGreg RossNo ratings yet
- FEbruray 2019 Final Time Expired List Updated As On 11.03.2019Document87 pagesFEbruray 2019 Final Time Expired List Updated As On 11.03.2019Yakshit JainNo ratings yet
- Rolling DefectsDocument6 pagesRolling DefectsAhmed Kaoud Sakr100% (1)
- Strategy Formulation For An Expansion Strategy - BlaBlaCar - Middle East - Aboud KhederchahDocument4 pagesStrategy Formulation For An Expansion Strategy - BlaBlaCar - Middle East - Aboud KhederchahaboudgkNo ratings yet
- Project On Direct Marketing of Amway ProdutcsDocument42 pagesProject On Direct Marketing of Amway ProdutcsTejasvi BadreNo ratings yet
- Geade 9 MathDocument5 pagesGeade 9 Mathgaikwadmanish1976No ratings yet
- AR Manual Sect 4-5Document33 pagesAR Manual Sect 4-5HungNo ratings yet
- AltairDocument109 pagesAltairSatish DabralNo ratings yet
- Imc2006@yahoo - FR: Curriculum VitaeDocument8 pagesImc2006@yahoo - FR: Curriculum VitaeFa TiNo ratings yet
- 7th Sem SyllabusDocument14 pages7th Sem SyllabusMaroof SalihNo ratings yet
- 06 Heat Transfer 17ME63Document91 pages06 Heat Transfer 17ME63GgghhNo ratings yet