You might also like
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- API 570 Final Exam ClosedDocument12 pagesAPI 570 Final Exam Closedtbmari100% (3)
- Solderability of Metallic-Coated Products: Standard Test Method ForDocument3 pagesSolderability of Metallic-Coated Products: Standard Test Method Forr.hangaiNo ratings yet
- Failure-Rates VESSEL LPG !!!!Document106 pagesFailure-Rates VESSEL LPG !!!!serb329082100% (5)
- FMEADocument23 pagesFMEAtbmariNo ratings yet
- Lloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Document30 pagesLloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Navneet Singh100% (2)
- Reinforcement Handbook Your Guide To Steel ReinforcementDocument81 pagesReinforcement Handbook Your Guide To Steel ReinforcementFosu DicksonNo ratings yet
- Effect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewDocument56 pagesEffect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewCan ERTANNo ratings yet
- Free Machining Steel BrochureDocument4 pagesFree Machining Steel BrochureKunal PandeyNo ratings yet
- Din 571 Vairados PDFDocument4 pagesDin 571 Vairados PDFmugiwara ruffyNo ratings yet
- Engineering Design II: Springs I - IntroductionDocument46 pagesEngineering Design II: Springs I - IntroductionSean ChanNo ratings yet
- Imds Recommendation 001 Annex IDocument33 pagesImds Recommendation 001 Annex IAnjali DeshpandeNo ratings yet
- Carbide Banding - Effect On FatigueDocument15 pagesCarbide Banding - Effect On FatigueSteve Green100% (1)
- Die Cast Chill VentsDocument6 pagesDie Cast Chill VentsSunil SharmaNo ratings yet
- SurveyScoringGuidelines W-HTX 2000Document58 pagesSurveyScoringGuidelines W-HTX 2000guzinetti100% (1)
- T-1046.02 (Qqz-325 Type II Class II)Document2 pagesT-1046.02 (Qqz-325 Type II Class II)jazz reyNo ratings yet
- Effects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590Document4 pagesEffects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590IJRASETPublicationsNo ratings yet
- A 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFDocument3 pagesA 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFMung Duong XuanNo ratings yet
- Beverage CansDocument8 pagesBeverage Cansasmaa100% (1)
- Din 2393-1Document6 pagesDin 2393-1alextentwentyNo ratings yet
- 1.1 Lean SystemDocument21 pages1.1 Lean SystemSujoy DattaNo ratings yet
- SpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074Document48 pagesSpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074ABRAHAM SILVA HERNANDEZNo ratings yet
- A Review On Investigation of Casting Defects With SimulationDocument5 pagesA Review On Investigation of Casting Defects With SimulationInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- ART Threaded Fastener Design and AnalysisDocument40 pagesART Threaded Fastener Design and AnalysisAarón Escorza MistránNo ratings yet
- Manual C230Document422 pagesManual C230Luz ContrerasNo ratings yet
- National Machinery - Cold Forming Glossary of TermsDocument17 pagesNational Machinery - Cold Forming Glossary of Termssergio_daqNo ratings yet
- Annealing Normalizing QuenchingDocument22 pagesAnnealing Normalizing QuenchingManish GuptaNo ratings yet
- Tribological Properties of Titanium AlloysDocument15 pagesTribological Properties of Titanium AlloysMaurizio CotugnoNo ratings yet
- Nitriding Nitrocarburizing Complying To Automotive Aerospace SpecsDocument45 pagesNitriding Nitrocarburizing Complying To Automotive Aerospace SpecsCristofer CrisNo ratings yet
- Effect of Heat Treatment On The Microstructure and Mechanical Properties of A Welded AISI 410 Martensitic Stainless SteelDocument8 pagesEffect of Heat Treatment On The Microstructure and Mechanical Properties of A Welded AISI 410 Martensitic Stainless SteelAlexis Guzmán MéndezNo ratings yet
- Comparison of Anti-Loosening Characteristics of Various M14 Threaded FastenersDocument8 pagesComparison of Anti-Loosening Characteristics of Various M14 Threaded Fastenerssoumyajit dasNo ratings yet
- JIS B 1186 1995 PDFDocument23 pagesJIS B 1186 1995 PDFJellyn CamiñaNo ratings yet
- GB Quality Carbon Steel For StructuresDocument14 pagesGB Quality Carbon Steel For StructuresGovind RaoNo ratings yet
- Mechanical Properties - Bolt, Nut, FastenersDocument4 pagesMechanical Properties - Bolt, Nut, FastenersmegatornadoNo ratings yet
- Casting DefectDocument5 pagesCasting DefectSaurabhNo ratings yet
- Corrosion Testing and MeasurementsDocument9 pagesCorrosion Testing and MeasurementsVaish NaviNo ratings yet
- Cap (Acorn) Nuts: O P H C N, L CDocument1 pageCap (Acorn) Nuts: O P H C N, L CMAI_QualityNo ratings yet
- Case HardeningDocument28 pagesCase Hardeningdramilt100% (1)
- Mubea Disc Springs: ManualDocument219 pagesMubea Disc Springs: ManualPattaravoot SutiphanNo ratings yet
- State of The Art in The Control of Inclusions During Steel Ingot CastingDocument29 pagesState of The Art in The Control of Inclusions During Steel Ingot Castinggaurav vermaNo ratings yet
- Metric Fasteners PDFDocument28 pagesMetric Fasteners PDFzainudinNo ratings yet
- Foundry: ProcessDocument6 pagesFoundry: ProcesszadacaNo ratings yet
- IFI 100 Prevailing Torque LocknutsDocument7 pagesIFI 100 Prevailing Torque LocknutsMarceloGonçalvesNo ratings yet
- A 732/a732m-02Document8 pagesA 732/a732m-02mutluNo ratings yet
- Buckling Analysis Connecting Rod PDFDocument8 pagesBuckling Analysis Connecting Rod PDFAnonymous NFsIMHyfLtNo ratings yet
- Ferro AlloyDocument10 pagesFerro Alloysamba sandykaNo ratings yet
- Austenitic Stainless SteelsDocument23 pagesAustenitic Stainless SteelsAndrea VieyraNo ratings yet
- Electroplating Anodizing Metal Treatment Hand BookDocument345 pagesElectroplating Anodizing Metal Treatment Hand Bookkaka**No ratings yet
- Steering 9-07-15Document10 pagesSteering 9-07-15Harshit GuptaNo ratings yet
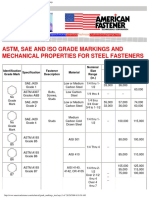
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDocument7 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markingsfujiman35No ratings yet
- Gas Atmosphere Heat Treatment PDFDocument59 pagesGas Atmosphere Heat Treatment PDFsmani170No ratings yet
- Oil Tempered WireDocument20 pagesOil Tempered WirePrakash ChandrasekaranNo ratings yet
- Basics of Aluminum ManufacturingDocument9 pagesBasics of Aluminum ManufacturingprashantjtNo ratings yet
- Sheet Metal WorkDocument29 pagesSheet Metal WorkSolcastic SoulNo ratings yet
- Micro Structure of BrassDocument5 pagesMicro Structure of BrassShoaib MehboobNo ratings yet
- MD 0428 RevNR (Threaded Fastener Design and Analysis White Paper)Document40 pagesMD 0428 RevNR (Threaded Fastener Design and Analysis White Paper)arunNo ratings yet
- Metallurgical Benefits of Vanadium Microalloying in Producing High Strength Seismic Grade RebarDocument12 pagesMetallurgical Benefits of Vanadium Microalloying in Producing High Strength Seismic Grade RebarUlises Quintana CarhuanchoNo ratings yet
- Fasteners (Bolts and Nuts)Document17 pagesFasteners (Bolts and Nuts)Manojkumar Thilagam100% (1)
- FoundryTerms PDFDocument5 pagesFoundryTerms PDFFIREREALM66No ratings yet
- Nickel Alloy HandbookDocument23 pagesNickel Alloy HandbookRocksyNo ratings yet
- Principles of Quality Costs: Financial Measures for Strategic Implementation of Quality ManagementFrom EverandPrinciples of Quality Costs: Financial Measures for Strategic Implementation of Quality ManagementNo ratings yet
- Specification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Document2 pagesSpecification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Felipe A. Gutiérrez M.No ratings yet
- Effect of Various Heat Treatment Process On Tensile Strength and Elongation of Stainless SteelDocument5 pagesEffect of Various Heat Treatment Process On Tensile Strength and Elongation of Stainless SteelehsanNo ratings yet
- Heat TreatingDocument8 pagesHeat Treatingbehi64No ratings yet
- HR Om11 ch01Document65 pagesHR Om11 ch01tbmariNo ratings yet
- Int GuideDocument96 pagesInt GuidetbmariNo ratings yet
- Photochemical Smog: - What It Means For UsDocument7 pagesPhotochemical Smog: - What It Means For UstbmariNo ratings yet
- Atmelqualityhandbook PDFDocument35 pagesAtmelqualityhandbook PDFtbmariNo ratings yet
- The Strain Gage Pressure TransducerDocument7 pagesThe Strain Gage Pressure TransducertbmariNo ratings yet
- Engg ZC242-L2Document40 pagesEngg ZC242-L2tbmariNo ratings yet
- Engg ZC242-L6Document50 pagesEngg ZC242-L6tbmariNo ratings yet
- Engg ZC242-L1Document41 pagesEngg ZC242-L1tbmariNo ratings yet
- Aaoczc111 2006 S2 ComDocument1 pageAaoczc111 2006 S2 ComtbmariNo ratings yet
- The Steps of The Simplex AlgorithmDocument8 pagesThe Steps of The Simplex AlgorithmtbmariNo ratings yet
- Self IntroductionDocument7 pagesSelf IntroductiontbmariNo ratings yet
- Children Are Like A Wet CementDocument1 pageChildren Are Like A Wet CementtbmariNo ratings yet
- ST.T FormDocument9 pagesST.T FormPatiala BsnlNo ratings yet
- Healthy Shopping Healthy CookingDocument14 pagesHealthy Shopping Healthy CookingtbmariNo ratings yet
- Elems 13Document101 pagesElems 13Reynald de VeraNo ratings yet
- Description:: Cast Iron Swing Check Valve Jis-10K Series A1Ch1Document1 pageDescription:: Cast Iron Swing Check Valve Jis-10K Series A1Ch1izatNo ratings yet
- A Comparison of ISO 15614 Part 1 and ASME IXDocument2 pagesA Comparison of ISO 15614 Part 1 and ASME IXippon_osotoNo ratings yet
- Machine Design ElementsDocument16 pagesMachine Design ElementsRc TuppalNo ratings yet
- Bending and Forming of TubingDocument2 pagesBending and Forming of TubingcavnqnNo ratings yet
- DSA 152 ManualDocument343 pagesDSA 152 ManualZeeshan Masood100% (1)
- Arcelormittal A514 and T-1Document6 pagesArcelormittal A514 and T-1Hugo RodriguezNo ratings yet
- Corrosion TestsDocument3 pagesCorrosion TestsbalakaleesNo ratings yet
- Sans 9692-1 (2007)Document25 pagesSans 9692-1 (2007)Paul Cassells100% (2)
- Failures - Lamellar Tearing Overview and Failures CasesDocument4 pagesFailures - Lamellar Tearing Overview and Failures Cases^passwordNo ratings yet
- Corrosion by Organic AcidDocument20 pagesCorrosion by Organic Acidrss899100% (2)
- Transmission Conductors SouthwireDocument5 pagesTransmission Conductors SouthwireGunji Venkata Srinivasa BabuNo ratings yet
- Molar Mass Bingo: Mole Day Planning PackDocument6 pagesMolar Mass Bingo: Mole Day Planning Packapi-295423685No ratings yet
- F 992 - 86 R01 - RJK5MG - PDFDocument3 pagesF 992 - 86 R01 - RJK5MG - PDFRománBarciaVazquezNo ratings yet
- Garlock Catalogo GasketDocument46 pagesGarlock Catalogo GasketServilab LudicasNo ratings yet
- Product Design Guide For ForgingDocument31 pagesProduct Design Guide For ForgingVikram Borkhediya100% (1)
- Cleaning and Corrosion ControlDocument241 pagesCleaning and Corrosion ControlOz TamayoNo ratings yet
- Literature Review: 2.2.1.1 Major Alloying ElementsDocument67 pagesLiterature Review: 2.2.1.1 Major Alloying ElementsniyassalimNo ratings yet
- X2CrNiMoN22-5-3 - 1 PDFDocument3 pagesX2CrNiMoN22-5-3 - 1 PDFAA86AANo ratings yet
- Caprari TechSpec8Document6 pagesCaprari TechSpec8Catalin SmarandaNo ratings yet
- A 481 - 94 R00 QTQ4MQDocument3 pagesA 481 - 94 R00 QTQ4MQdelta lab sangliNo ratings yet
- Studytheme 2.22 - Nickel and Nickel AlloysDocument12 pagesStudytheme 2.22 - Nickel and Nickel AlloysMarno PrinslooNo ratings yet
- Salt Analysis PDFDocument9 pagesSalt Analysis PDFYo100% (1)
- Triad Bellows - Standard Metal Expansion JointsDocument12 pagesTriad Bellows - Standard Metal Expansion JointsJaveed A. KhanNo ratings yet
- Catalog Metals Solid Web PDFDocument204 pagesCatalog Metals Solid Web PDFVladimir KrzalicNo ratings yet
- Elements of Machine DesignDocument18 pagesElements of Machine DesignDexter Frank Virtucio CalderonNo ratings yet
- AISI 4340 Steel, Oil Quenched 845°C, 650°C (1200°F) TemperDocument2 pagesAISI 4340 Steel, Oil Quenched 845°C, 650°C (1200°F) TemperDiegoAlvarezHuguezNo ratings yet
- Stainless Steel StandardDocument2 pagesStainless Steel StandardVarma DantuluriNo ratings yet