You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- (Pauling-Rath Therapy Protocol: Vitamin C / Lysine) Dr. Matthias Rath Protocol Success Stories TestimonialsDocument55 pages(Pauling-Rath Therapy Protocol: Vitamin C / Lysine) Dr. Matthias Rath Protocol Success Stories TestimonialsAnonymous Jap77xvqPKNo ratings yet
- Impartiality enDocument6 pagesImpartiality enعبدالعزيز بدرNo ratings yet
- TR3313 TocDocument7 pagesTR3313 Tocعبدالعزيز بدرNo ratings yet
- Ozonized Vegetable Oils: Production, Chemical Characterization and Therapeutic PotentialDocument33 pagesOzonized Vegetable Oils: Production, Chemical Characterization and Therapeutic PotentialAlexiss Chavez-De la MoraNo ratings yet
- Ksa PH Exam Mcqs With AnswersDocument36 pagesKsa PH Exam Mcqs With AnswersFarhan IqbalNo ratings yet
- Drug StudyDocument3 pagesDrug StudyGladz Talla-ReyesNo ratings yet
- Antimicrobial Susceptibility TestDocument4 pagesAntimicrobial Susceptibility TestMATTHEW EARL MALUMAY100% (1)
- Product MonographDocument33 pagesProduct Monographعبدالعزيز بدرNo ratings yet
- BW Report (Rivo)Document56 pagesBW Report (Rivo)عبدالعزيز بدرNo ratings yet
- SopDocument6 pagesSopعبدالعزيز بدرNo ratings yet
- Validation of Method in Microbial Limit Tests For Two Types of Health FoodsDocument4 pagesValidation of Method in Microbial Limit Tests For Two Types of Health Foodsعبدالعزيز بدرNo ratings yet
- PDA Technical Report No. 33: John AlbrightDocument11 pagesPDA Technical Report No. 33: John Albrightعبدالعزيز بدر0% (1)
- Example Microbiology Measurement Uncertainty CalculationsDocument10 pagesExample Microbiology Measurement Uncertainty Calculationsعبدالعزيز بدرNo ratings yet
- Uncontrolled When Printed: University Health Network/Mount Sinai Hospital, Department of MicrobiologyDocument50 pagesUncontrolled When Printed: University Health Network/Mount Sinai Hospital, Department of Microbiologyعبدالعزيز بدرNo ratings yet
- Measurement Uncertainty 2007 - WaccessDocument34 pagesMeasurement Uncertainty 2007 - Waccessعبدالعزيز بدرNo ratings yet
- WC 500162136 e Me A Process ValidationDocument15 pagesWC 500162136 e Me A Process Validationعبدالعزيز بدرNo ratings yet
- For Routine AssayDocument1 pageFor Routine Assayعبدالعزيز بدرNo ratings yet
- Stability Testing: Hua YinDocument53 pagesStability Testing: Hua Yinعبدالعزيز بدرNo ratings yet
- M INIIDHVDocument2 pagesM INIIDHVعبدالعزيز بدرNo ratings yet
- Product Monograph: (Acetylsalicylic Acid Chewable Tablets, USP) 81 MGDocument31 pagesProduct Monograph: (Acetylsalicylic Acid Chewable Tablets, USP) 81 MGعبدالعزيز بدرNo ratings yet
- Routine AssayDocument2 pagesRoutine Assayعبدالعزيز بدرNo ratings yet
- MdiEgyptian Drug AuthorityDocument2 pagesMdiEgyptian Drug Authorityعبدالعزيز بدرNo ratings yet
- 9egyptian Drug AuthorityDocument3 pages9egyptian Drug Authorityعبدالعزيز بدرNo ratings yet
- Thyme OilDocument9 pagesThyme Oilعبدالعزيز بدرNo ratings yet
- NOT Completed YETDocument1 pageNOT Completed YETعبدالعزيز بدرNo ratings yet
- Sulphaquinoxaline: 1000 Cfu/gm For Bacteria, 100 Cfu/gm For FungiDocument2 pagesSulphaquinoxaline: 1000 Cfu/gm For Bacteria, 100 Cfu/gm For Fungiعبدالعزيز بدرNo ratings yet
- Waters Breeze SoftwareDocument1 pageWaters Breeze Softwareعبدالعزيز بدرNo ratings yet
- Uncertainty Calculation For Cmu Output Level Test at - 130 DBM and 3 S Meas. TimeDocument1 pageUncertainty Calculation For Cmu Output Level Test at - 130 DBM and 3 S Meas. Timeعبدالعزيز بدرNo ratings yet
- Coating Foods and Pharmaceuticals With Shellac Edible Polymer Using Environmentally Friendly ProcessDocument2 pagesCoating Foods and Pharmaceuticals With Shellac Edible Polymer Using Environmentally Friendly Processعبدالعزيز بدرNo ratings yet
- ActionDocument1 pageActionعبدالعزيز بدرNo ratings yet
- San Mateo Daily Journal 11-03-18 EditionDocument32 pagesSan Mateo Daily Journal 11-03-18 EditionSan Mateo Daily JournalNo ratings yet
- Kuliah FarmakologiDocument74 pagesKuliah FarmakologiHanifNo ratings yet
- The Hungarian Pharmaceutical IndustryDocument53 pagesThe Hungarian Pharmaceutical IndustrymjrNo ratings yet
- Pharmacy Literature ReviewDocument8 pagesPharmacy Literature Reviewc5praq5p100% (1)
- CPCSEA Status of Resistered EstablishmentsDocument220 pagesCPCSEA Status of Resistered EstablishmentsNaresh Kadyan100% (1)
- 75 4Document32 pages75 4Gnipst Bulletin100% (1)
- 4.1. Reagents Standard Solutions Buffer Solutions 40100eDocument1 page4.1. Reagents Standard Solutions Buffer Solutions 40100eLaurentiu DinuNo ratings yet
- Paracetamol Medicamente ExpirateDocument12 pagesParacetamol Medicamente ExpirateAlex AndruNo ratings yet
- O. Henry OutlineDocument4 pagesO. Henry Outlineapi-3749130No ratings yet
- Tablets of Potassium IodideDocument2 pagesTablets of Potassium IodideJai MurugeshNo ratings yet
- Medicinal Chemistry-III MCQsDocument11 pagesMedicinal Chemistry-III MCQsShahrukh SindhiNo ratings yet
- Patient-Related Case Studies in Medicinal ChemistryDocument5 pagesPatient-Related Case Studies in Medicinal ChemistryEduardo Damasceno CostaNo ratings yet
- Appendix B. Medication Therapy Problem Categories FrameworkDocument1 pageAppendix B. Medication Therapy Problem Categories FrameworksydenyNo ratings yet
- Dengvaxia IssueDocument11 pagesDengvaxia IssuePrincess Janine CatralNo ratings yet
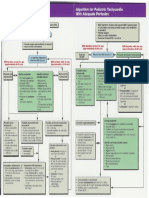
- Pediatric Tachycardia AlgorithmsDocument1 pagePediatric Tachycardia AlgorithmsGalih FatoniNo ratings yet
- GMP by Dr. Mithilesh Trivedi PDFDocument68 pagesGMP by Dr. Mithilesh Trivedi PDFMithilesh TrivediNo ratings yet
- Food&Drug Interactions GuideDocument8 pagesFood&Drug Interactions GuideNiken SaraswatiNo ratings yet
- Harish Vinayak Kuber: Glenmark Pharmaceuticals LTDDocument281 pagesHarish Vinayak Kuber: Glenmark Pharmaceuticals LTDTIMEPASS CAPTURENo ratings yet
- Cyclophosphamide For Injection, USPDocument2 pagesCyclophosphamide For Injection, USPemilia candraNo ratings yet
- Sterilization Decision Tree EMADocument4 pagesSterilization Decision Tree EMATuan NguyenNo ratings yet
- Fdalabel: A Tool To Manage Drug-Labeling Documents With Flexible Search Capabilities Used in Drug Reviews at FdaDocument18 pagesFdalabel: A Tool To Manage Drug-Labeling Documents With Flexible Search Capabilities Used in Drug Reviews at Fdajhony192No ratings yet
- Suven Life Sciences Secures Three (3) Product Patents in Canada, ARIPO and South Korea (Company Update)Document2 pagesSuven Life Sciences Secures Three (3) Product Patents in Canada, ARIPO and South Korea (Company Update)Shyam SunderNo ratings yet
- Bi-Layer Tablet: Guided by Presented byDocument16 pagesBi-Layer Tablet: Guided by Presented byVundru VikashNo ratings yet
- MicDocument75 pagesMicUwizeye HerouNo ratings yet
- Prescription Medicines Cloze 2Document2 pagesPrescription Medicines Cloze 2Nguyễn Thiện ThôngNo ratings yet