You might also like
- Boiler BasicsDocument55 pagesBoiler BasicsSaravanakumar Alagarsamy100% (7)
- Q A BoilerDocument19 pagesQ A Boilerlavpandey8719No ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Design of Heat Exchanger Mini ProjectDocument45 pagesDesign of Heat Exchanger Mini ProjectSuraya Afriyani100% (1)
- FCSG For SAGDDocument7 pagesFCSG For SAGDaugur886No ratings yet
- Seleccion de EbullidoresDocument5 pagesSeleccion de EbullidoresDaniela Jurado100% (2)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- NTPC (National Thermal Power Corporation) Sipat Boiler-Haxxo24 I IDocument88 pagesNTPC (National Thermal Power Corporation) Sipat Boiler-Haxxo24 I Ihaxxo24100% (1)
- 660 MW Supercritical BoilerDocument89 pages660 MW Supercritical BoilerAshvani Shukla100% (5)
- Glaxo Vol IDocument164 pagesGlaxo Vol IPrakash WarrierNo ratings yet
- Presentation BoilerDocument24 pagesPresentation BoilerRanjanaWaje100% (1)
- Better Understand BoilersDocument6 pagesBetter Understand BoilersdigecaNo ratings yet
- Boiler Operation TTPSDocument137 pagesBoiler Operation TTPSChetanPrajapati100% (3)
- Grit Industries CWT Indirect Heater SolutionDocument31 pagesGrit Industries CWT Indirect Heater SolutionPankajDhobleNo ratings yet
- Presentation On Steam TrapsDocument88 pagesPresentation On Steam TrapsSalman ShafiqueNo ratings yet
- Heat Rate Monitoring: Soumyajit MukherjeeDocument38 pagesHeat Rate Monitoring: Soumyajit MukherjeentpckanihaNo ratings yet
- Condenser Vacuum Improvement Stage-IDocument23 pagesCondenser Vacuum Improvement Stage-Inetygen1100% (2)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Super Critical Boiler DetailDocument81 pagesSuper Critical Boiler Detailsen_subhasis_58100% (2)
- PPA01Document55 pagesPPA01api-199867830% (1)
- 1.1 Salient Features of CFBC BoilerDocument17 pages1.1 Salient Features of CFBC BoilerJAY PARIKHNo ratings yet
- Boiler Design and Operation ParametersDocument88 pagesBoiler Design and Operation ParametersNavneet SinghNo ratings yet
- 15 TPH FBC Boiler Technical DetailsDocument348 pages15 TPH FBC Boiler Technical DetailsMuttappa T JainapurNo ratings yet
- BOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESDocument9 pagesBOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESpriyajit sahooNo ratings yet
- Boiler Water & Steam CycleDocument50 pagesBoiler Water & Steam CycleRaviKushwahaNo ratings yet
- Boilers, Boiler Fuel andDocument7 pagesBoilers, Boiler Fuel andVivek RamnohurNo ratings yet
- 660 MW Sipat BoilerDocument88 pages660 MW Sipat BoilerTochi Krishna Abhishek100% (4)
- Boiler Design and Operation ParametersDocument88 pagesBoiler Design and Operation ParametersKrishnan Santhanaraj100% (3)
- DCU HeaterDocument26 pagesDCU Heatermujeebtalib100% (1)
- CC Power PlantsDocument48 pagesCC Power PlantsSamNo ratings yet
- Learning BoilerDocument36 pagesLearning BoilerRheza Syailendra100% (1)
- BoilersDocument162 pagesBoilersAli SarfrazNo ratings yet
- Furnace HVT Traverse StandardDocument8 pagesFurnace HVT Traverse StandardpsatyasrinivasNo ratings yet
- Technical Spec BoilerDocument13 pagesTechnical Spec Boilermochamad RasjidNo ratings yet
- 10the Optimisation and Design of Large Scale Multi-Stage Flash Distillation PlantsDocument16 pages10the Optimisation and Design of Large Scale Multi-Stage Flash Distillation Plantsbandi.shandrasekharNo ratings yet
- High Pressure BoilersDocument27 pagesHigh Pressure BoilersAaryaveerNo ratings yet
- Boiler: A ISA Pressure VesselDocument17 pagesBoiler: A ISA Pressure VesselKetan SarmalkarNo ratings yet
- Description of FailureDocument10 pagesDescription of FailureSanjayaPremaratneNo ratings yet
- BKC Steam SystemDocument37 pagesBKC Steam SystemB K. ChoudhuryNo ratings yet
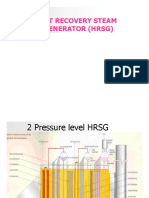
- 1 HRSG ConceptDocument44 pages1 HRSG ConceptJayeshNo ratings yet
- Capacidad Calderas Fabricante Struthers Tipo OtshDocument4 pagesCapacidad Calderas Fabricante Struthers Tipo OtshJesús Cruz DíazNo ratings yet
- Steam Generator Components and OperationDocument28 pagesSteam Generator Components and Operationmd mahdiNo ratings yet
- Basic Concept of BoilerDocument108 pagesBasic Concept of BoilerBrijraj PandeyNo ratings yet
- Soot & ScaleDocument12 pagesSoot & ScaleLow Shen WeiNo ratings yet
- Hurst Series 500 BrochureDocument2 pagesHurst Series 500 BrochureAndre Fiodorovich PrimordialNo ratings yet
- Cws Class GetDocument83 pagesCws Class GettclrajeevNo ratings yet
- Mini Project On The Design of Heat ExchangerDocument48 pagesMini Project On The Design of Heat ExchangerSuraya AfriyaniNo ratings yet
- Vacuum Evaporation BrochureDocument6 pagesVacuum Evaporation BrochureDDCMNo ratings yet
- Boilers BasicDocument32 pagesBoilers BasicNowsherwan MazariNo ratings yet
- HM Technical File enDocument44 pagesHM Technical File enJosé MacedoNo ratings yet
- 04 BoilersDocument59 pages04 BoilersMHD Abdi MuttaqinNo ratings yet
- Coal To ElectricityDocument72 pagesCoal To Electricityrawat_jyotiNo ratings yet
- Furnace HVT Traverse Standard: Innovative Combustion Technologies, IncDocument8 pagesFurnace HVT Traverse Standard: Innovative Combustion Technologies, IncswatkoolNo ratings yet
- Performance Analysis of Separating and Throttling Calorimeter To DetermineDocument5 pagesPerformance Analysis of Separating and Throttling Calorimeter To DetermineDaniel LauNo ratings yet
- Thermal Analysis of HeatpipeDocument34 pagesThermal Analysis of Heatpiperamakrishna dNo ratings yet
- NTPC Training Report InsightsDocument49 pagesNTPC Training Report InsightsAnkit Sharma100% (1)
- The Analysis and Solutions For 1025t/h Boiler Water Wall CokingDocument5 pagesThe Analysis and Solutions For 1025t/h Boiler Water Wall CokingTino FerinandaNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Data Mining in Pharmaceutical Marketing and Sales Analysis: Pavel Brusilovskiy, PHD MerckDocument23 pagesData Mining in Pharmaceutical Marketing and Sales Analysis: Pavel Brusilovskiy, PHD MerckmaleticjNo ratings yet
- MRSUTRIALQ1G08Document2 pagesMRSUTRIALQ1G08Saurav DashNo ratings yet
- Size of The Industry-The Total Banking Sector Assets Have Reached USD 1.8 Trillion in FYDocument4 pagesSize of The Industry-The Total Banking Sector Assets Have Reached USD 1.8 Trillion in FYSaurav DashNo ratings yet
- Pharmaceutical Organisation Sructure and Functions AccDocument3 pagesPharmaceutical Organisation Sructure and Functions AccSelimHachichaNo ratings yet
- Chapter 12Document27 pagesChapter 12Saurav DashNo ratings yet
- OB AssignmentDocument1 pageOB AssignmentSaurav DashNo ratings yet
- Team Radicals Abhishek Jain Himanshu Mehta: Triveni Group Case ChallengeDocument10 pagesTeam Radicals Abhishek Jain Himanshu Mehta: Triveni Group Case ChallengeSaurav DashNo ratings yet
- Ryanair Case Study: Analyzing Competitors to Anticipate ResponsesDocument16 pagesRyanair Case Study: Analyzing Competitors to Anticipate ResponsesSaurav DashNo ratings yet
- Monthly weather data and vehicle mileage statsDocument10 pagesMonthly weather data and vehicle mileage statsVidyadhar Raju VarakaviNo ratings yet
- BT10CHE065Document1 pageBT10CHE065Saurav DashNo ratings yet
- Stress ManagementDocument63 pagesStress ManagementSaurav DashNo ratings yet
- SaurabhguptaDocument3 pagesSaurabhguptaNvn SainiNo ratings yet