You might also like
- Stripper DesignDocument8 pagesStripper Designmohamed0% (1)
- FINAL Evaporator Final ReportDocument34 pagesFINAL Evaporator Final Reportjackhh7798075% (8)
- Packed Bed Distillation Column Lab ReportDocument13 pagesPacked Bed Distillation Column Lab ReportShamini Sathivel100% (6)
- Design of Absorber EquipmentDocument45 pagesDesign of Absorber Equipmentmeikrismahariyanto100% (8)
- MB and EBDocument58 pagesMB and EBEngr. Asif malikNo ratings yet
- Chapter 6-Equipment Design (Production of Lactic Acid From Sugarcane Bagasse)Document78 pagesChapter 6-Equipment Design (Production of Lactic Acid From Sugarcane Bagasse)kennethmsorianoNo ratings yet
- Literature Review of Distillation ColumnDocument15 pagesLiterature Review of Distillation ColumnAhmad Ifwat100% (3)
- Calculating Multiplication Factors for Converting Oleum to Sulphuric AcidDocument12 pagesCalculating Multiplication Factors for Converting Oleum to Sulphuric AcidYalamati Satyanarayana100% (1)
- Distillation Design and Control Using Aspen SimulationFrom EverandDistillation Design and Control Using Aspen SimulationRating: 5 out of 5 stars5/5 (2)
- Chapter 7a Mass Transfer Coefficients For Various GeometriesDocument31 pagesChapter 7a Mass Transfer Coefficients For Various GeometriesMuhamadYazid100% (2)
- Absorber DesignDocument2 pagesAbsorber DesignDhrumil Gandhi100% (1)
- Heat Mass 1Document12 pagesHeat Mass 1Eli Leopoldo Geneston100% (1)
- Chemical Design of Heat Exchanger TerdesakDocument22 pagesChemical Design of Heat Exchanger TerdesakNor Ain100% (4)
- Material Balance For Sulphuric Acid Plant Assignment-2Document6 pagesMaterial Balance For Sulphuric Acid Plant Assignment-2Kritika Singh71% (7)
- Distillation Column DesignDocument20 pagesDistillation Column DesignSandeep Challa100% (1)
- Mass Transfer and Absorbers: International Series of Monographs in Chemical EngineeringFrom EverandMass Transfer and Absorbers: International Series of Monographs in Chemical EngineeringRating: 4.5 out of 5 stars4.5/5 (3)
- Chapter 3 - Distillation Column Design PDFDocument54 pagesChapter 3 - Distillation Column Design PDFSyukri Zainuddin100% (6)
- Exp 8Document5 pagesExp 8Lyani FaraNo ratings yet
- Design of AbsorberDocument9 pagesDesign of Absorberhaseeb tahir50% (2)
- Types of Packing Used in AbsorptionDocument2 pagesTypes of Packing Used in AbsorptionMuhammad Salman67% (3)
- Chemical Engineering Design of The Spray DryerDocument6 pagesChemical Engineering Design of The Spray Dryervictor100% (1)
- Energy Balance For Ethanol DistillationDocument17 pagesEnergy Balance For Ethanol DistillationYahyah Nahaboo100% (2)
- Energy BalanceDocument16 pagesEnergy BalancewizlanNo ratings yet
- STEAM DISTILLATIONDocument7 pagesSTEAM DISTILLATIONIshan GuptaNo ratings yet
- Calculation For Multiple Effect EvaporatorDocument14 pagesCalculation For Multiple Effect Evaporatormsiregar_3891% (11)
- Group A5 - EXP 5 Batch Packed DistillationDocument35 pagesGroup A5 - EXP 5 Batch Packed DistillationKabilashini Mana Mohan100% (3)
- LAB REPORT-Gas AbsorptionDocument16 pagesLAB REPORT-Gas Absorptionmizizasbonkure90100% (1)
- Lab Report CSTR RTDDocument13 pagesLab Report CSTR RTDNurul IzzahNo ratings yet
- Lab 2 - Distillation Column CompleteDocument18 pagesLab 2 - Distillation Column CompleteHadiChan100% (1)
- Triple Effect Evaporator Heat and Surface Area CalculationDocument8 pagesTriple Effect Evaporator Heat and Surface Area CalculationRicardo VelozNo ratings yet
- GTU Question Bank-TPDocument5 pagesGTU Question Bank-TPlata sinsinwar100% (3)
- Design of Absorption ColumnDocument33 pagesDesign of Absorption ColumnAli Hassan50% (2)
- DESIGN OF SIEVE PLATE ColumnDocument5 pagesDESIGN OF SIEVE PLATE ColumnVirendra Bhagat100% (1)
- Transport Processes and Separation ProcessDocument7 pagesTransport Processes and Separation Processالفطر أتون حسنة67% (3)
- Shell and Tube Heat Exchanger PerformanceDocument28 pagesShell and Tube Heat Exchanger PerformanceJonnah Faye MojaresNo ratings yet
- MSG CrystallizerDocument22 pagesMSG CrystallizerRonel MendozaNo ratings yet
- Lab Report Aspen Hysis UiTMDocument12 pagesLab Report Aspen Hysis UiTMAhmad SiddiqNo ratings yet
- Tray Drying Experiment: Effects of Air Velocity on Drying RateDocument13 pagesTray Drying Experiment: Effects of Air Velocity on Drying RateSrinyanavel ஸ்ரீஞானவேல்75% (4)
- CKB 20104 Reaction Engineering UniKL MICET Experiment 1a: The Batch Saponification of Ethyl Acetate Full Lab ReportDocument11 pagesCKB 20104 Reaction Engineering UniKL MICET Experiment 1a: The Batch Saponification of Ethyl Acetate Full Lab ReportSiti Hajar Mohamed82% (11)
- KineticsDocument123 pagesKineticssamueloNo ratings yet
- 1-2 Horizental CondenserDocument23 pages1-2 Horizental Condenserusman0553100% (4)
- Drying of Solids (Sand)Document15 pagesDrying of Solids (Sand)Mahe Rukh75% (4)
- Chemical Engineering Questions and AnswersDocument28 pagesChemical Engineering Questions and AnswersbabulubalaNo ratings yet
- Heat Exchanger Design Problems in HysisDocument7 pagesHeat Exchanger Design Problems in HysisMuhammad Shariq Khan100% (3)
- Distillation Column Experiments: Pressure Drop & Composition AnalysisDocument14 pagesDistillation Column Experiments: Pressure Drop & Composition AnalysisWahida Shukori67% (3)
- Brian JR Geoffroy CHNG 3012 Part II PDFDocument103 pagesBrian JR Geoffroy CHNG 3012 Part II PDFjanelle ramdahinNo ratings yet
- Shell and Tube Heat ExchangerDocument18 pagesShell and Tube Heat ExchangertatvaNo ratings yet
- Exp - 2 Bubble Cap Distillation ColumnDocument13 pagesExp - 2 Bubble Cap Distillation ColumnAdawiyah Al-jufri100% (1)
- Tutorial-8-Examples-Downstream Processing-3-Solutions PDFDocument10 pagesTutorial-8-Examples-Downstream Processing-3-Solutions PDFAlaa SabriNo ratings yet
- Jacket Area CalculationDocument12 pagesJacket Area CalculationPraveen Prajapati100% (2)
- Lab10 CompleteDocument22 pagesLab10 CompleteMastura Ahmad Termizi100% (1)
- Bubble Cap Plate For Distillation ColumnDocument26 pagesBubble Cap Plate For Distillation Columnsanjukec100% (2)
- Lab Report Ratio ControlDocument15 pagesLab Report Ratio Controlnaneesa_1100% (8)
- Mini Project On The Design of Heat ExchangerDocument48 pagesMini Project On The Design of Heat ExchangerSuraya AfriyaniNo ratings yet
- Contact ProcessDocument19 pagesContact ProcessLeela Santosh KumarNo ratings yet
- Heat Exchanger DesignDocument19 pagesHeat Exchanger DesignRankhamb ShubhamNo ratings yet
- Unit II - Final-1Document40 pagesUnit II - Final-1S kabileshNo ratings yet
- SULFURIC ACID PRODUCTIONDocument18 pagesSULFURIC ACID PRODUCTIONS S S REDDY100% (1)
- Chapter 5 Process Stimulationusing Hysys-Production of Hydrochloric AcidDocument32 pagesChapter 5 Process Stimulationusing Hysys-Production of Hydrochloric AcidSuraya Afriyani100% (2)
- Chapter 2 LR OF DUST EXPLOSION COSTDocument24 pagesChapter 2 LR OF DUST EXPLOSION COSTSuraya AfriyaniNo ratings yet
- MASS BALANCE FOR R-100 REACTORDocument6 pagesMASS BALANCE FOR R-100 REACTORSuraya AfriyaniNo ratings yet
- Literature ReviewDocument11 pagesLiterature ReviewSuraya AfriyaniNo ratings yet
- Chapter 4 Energy Balance-Production of Hydrochloric AcidDocument36 pagesChapter 4 Energy Balance-Production of Hydrochloric AcidSuraya Afriyani100% (1)
- Design Project Environment Waste TreatmentDocument23 pagesDesign Project Environment Waste TreatmentSuraya Afriyani100% (1)
- Chapter 5 Process Stimulationusing Hysys-Production of Hydrochloric AcidDocument32 pagesChapter 5 Process Stimulationusing Hysys-Production of Hydrochloric AcidSuraya Afriyani100% (2)
- Chapter 5 Process Stimulationusing Hysys-Production of Hydrochloric AcidDocument32 pagesChapter 5 Process Stimulationusing Hysys-Production of Hydrochloric AcidSuraya Afriyani100% (2)
- Chapter 6 PDFDocument63 pagesChapter 6 PDFSuraya AfriyaniNo ratings yet
- Lab 6Document17 pagesLab 6Suraya AfriyaniNo ratings yet
- Chapter 3 Mass Balance - Production of Hydrochloric AcidDocument14 pagesChapter 3 Mass Balance - Production of Hydrochloric AcidSuraya Afriyani100% (1)
- Chapter 2 Site Location - Production of Hydrochlorc AcidDocument37 pagesChapter 2 Site Location - Production of Hydrochlorc AcidSuraya AfriyaniNo ratings yet
- Chapter 1 Process Background and Selection - Production of Hydrochloric AcidDocument63 pagesChapter 1 Process Background and Selection - Production of Hydrochloric AcidSuraya Afriyani100% (2)
- Hazorp For Shell and Tube Heat ExchangerDocument6 pagesHazorp For Shell and Tube Heat ExchangerSuraya AfriyaniNo ratings yet
- Essay On How To Become A Responsible EngineerDocument5 pagesEssay On How To Become A Responsible EngineerSuraya Afriyani100% (1)
- Pid Tuning ReportDocument48 pagesPid Tuning ReportNurul SyaheerahNo ratings yet
- Short Story Japan (Level 3)Document5 pagesShort Story Japan (Level 3)Suraya AfriyaniNo ratings yet
- BMC Report Ent 600Document16 pagesBMC Report Ent 600Suraya Afriyani79% (39)
- Lab 6Document17 pagesLab 6Suraya AfriyaniNo ratings yet
- Mini Project On The Design of Heat ExchangerDocument48 pagesMini Project On The Design of Heat ExchangerSuraya AfriyaniNo ratings yet
- New Product Development (NPD) ENT 600Document25 pagesNew Product Development (NPD) ENT 600Suraya Afriyani83% (6)
- BMC Report Ent 600Document16 pagesBMC Report Ent 600Suraya Afriyani79% (39)
- MHD Badhrul NPD Reports PDFDocument25 pagesMHD Badhrul NPD Reports PDFSuraya AfriyaniNo ratings yet
- An Essay About Strength Based LeadershipDocument7 pagesAn Essay About Strength Based LeadershipSuraya AfriyaniNo ratings yet
- ENT600 Case Study Report (BTS-HB) PDFDocument45 pagesENT600 Case Study Report (BTS-HB) PDFSuraya Afriyani100% (4)
- An Essay About Strength Based LeadershipDocument7 pagesAn Essay About Strength Based LeadershipSuraya AfriyaniNo ratings yet
- ENT600 Case Study Report (BTS-HB) PDFDocument45 pagesENT600 Case Study Report (BTS-HB) PDFSuraya Afriyani100% (4)
- Asgmnt2 Multiphase ReactorDocument2 pagesAsgmnt2 Multiphase ReactorSuraya AfriyaniNo ratings yet
- CLS Aipmt-18-19 XII Che Study-Package-7 SET-1 Chapter-14Document6 pagesCLS Aipmt-18-19 XII Che Study-Package-7 SET-1 Chapter-14Sanchit PREDATORNo ratings yet
- High-Solids Polyester Resins For Appliance and General Metal CoatingsDocument6 pagesHigh-Solids Polyester Resins For Appliance and General Metal CoatingsSyed Ubaid AliNo ratings yet
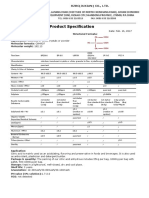
- 2017 - Product Specification - RZBC (JUXIAN) - CAADocument1 page2017 - Product Specification - RZBC (JUXIAN) - CAAediasianagri100% (1)
- Chaper 2 Definition Classification Force SEDocument8 pagesChaper 2 Definition Classification Force SEMaan Valencia - RevillaNo ratings yet
- Resins For Battery ManufactureDocument4 pagesResins For Battery ManufacturecmscostaNo ratings yet
- Improved Control Valve Sizing For Multiphase FlowDocument10 pagesImproved Control Valve Sizing For Multiphase FlowThitikorn WassanarpheernphongNo ratings yet
- Granta EduPack ReleaseingDocument8 pagesGranta EduPack ReleaseingAshwary Sheel Wali Research Scholar, Dept of Mech Engg., IIT (BHU)No ratings yet
- Sika Rep Fine MSDocument4 pagesSika Rep Fine MSmohghareib80No ratings yet
- Ion DipoleDocument18 pagesIon DipoleblessyramasamillanoNo ratings yet
- SPE 55633 ASP Cambridge FieldDocument6 pagesSPE 55633 ASP Cambridge FieldSuper YaniNo ratings yet
- 771.lecture Notes 1Document49 pages771.lecture Notes 1fortuneNo ratings yet
- 06 PenetrexDocument13 pages06 PenetrexMari WellNo ratings yet
- Effect of Temperature On Wind Forces On Tall Building Using Numerical Approach - Computational Fluid Dynamics (CFD)Document6 pagesEffect of Temperature On Wind Forces On Tall Building Using Numerical Approach - Computational Fluid Dynamics (CFD)Jay KasodariyaNo ratings yet
- Syllabus 8Document1 pageSyllabus 8harrypaswan87No ratings yet
- Applied Physics Question Paper 30Document1 pageApplied Physics Question Paper 30RA.......VANo ratings yet
- Squamocin-O and Squamocin-O, New Adjacent Bis-Tetrahydrofuran Acetogenins From The Seeds of Annona SquamosaDocument6 pagesSquamocin-O and Squamocin-O, New Adjacent Bis-Tetrahydrofuran Acetogenins From The Seeds of Annona SquamosaamensetNo ratings yet
- Anlage C DQC III-18 La DQC IV-18 LaDocument5 pagesAnlage C DQC III-18 La DQC IV-18 LaPEDRONo ratings yet
- Definition: Origin of ChargesDocument5 pagesDefinition: Origin of ChargesDavies MasumbaNo ratings yet
- NMC 123 Questions Semester Test 1Document15 pagesNMC 123 Questions Semester Test 1Hope DlaminiNo ratings yet
- Ammonia and Urea Plants PDFDocument48 pagesAmmonia and Urea Plants PDFbenon100% (1)
- The Nano World A. DefinitionDocument6 pagesThe Nano World A. DefinitionSavy CruzNo ratings yet
- Wondraczek Et Al. - 2022 - Advancing The Mechanical Performance of Glasses PDocument25 pagesWondraczek Et Al. - 2022 - Advancing The Mechanical Performance of Glasses PAlireza BagherpourNo ratings yet
- T-308 Admixture - Edition 2015Document2 pagesT-308 Admixture - Edition 2015John Kurong100% (1)
- Pericyclic ReactionsDocument5 pagesPericyclic ReactionsNurul HidayahNo ratings yet
- Limus: The Best Urea Protection For Optimal Plant NutritionDocument2 pagesLimus: The Best Urea Protection For Optimal Plant NutritionRick RasenbergNo ratings yet
- PH Ysicsguide: Basic Concepts of Statistical MechanicsDocument14 pagesPH Ysicsguide: Basic Concepts of Statistical MechanicsMNo ratings yet
- Zero Export Steam Reforming Article - 1001307 PDFDocument8 pagesZero Export Steam Reforming Article - 1001307 PDFSakthi VelNo ratings yet
- Fire Resistant Fluid Study on Deterioration of Physicochemical PropertiesDocument34 pagesFire Resistant Fluid Study on Deterioration of Physicochemical Propertiesgolden430No ratings yet
- Chemistry 312 Problem Set 6 KeyDocument4 pagesChemistry 312 Problem Set 6 KeyryezhuNo ratings yet
- The Design of Network Arches: SynopsisDocument11 pagesThe Design of Network Arches: SynopsisProjesh BiswasNo ratings yet