You might also like
- Figure 1: Snap Bushing Bracket Separation: Van'S Aircraft, IncDocument1 pageFigure 1: Snap Bushing Bracket Separation: Van'S Aircraft, IncMark Evan SalutinNo ratings yet
- Figure 3: Rolling The Upper Forward Fuselage Skin: Van'S Aircraft, IncDocument1 pageFigure 3: Rolling The Upper Forward Fuselage Skin: Van'S Aircraft, IncMark Evan SalutinNo ratings yet
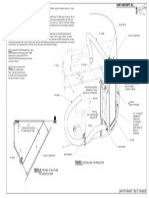
- Figure 3: Separating The Inst Stack Angle: Attaching The F-1201A Assembly (Some Parts Not Shown For Clarity)Document1 pageFigure 3: Separating The Inst Stack Angle: Attaching The F-1201A Assembly (Some Parts Not Shown For Clarity)Mark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Figure 1: Installing The Side SkinsDocument1 pageVan'S Aircraft, Inc.: Figure 1: Installing The Side SkinsMark Evan SalutinNo ratings yet
- VAN'S AIRCRAFT RUDDER PEDAL INSTALLATION GUIDEDocument1 pageVAN'S AIRCRAFT RUDDER PEDAL INSTALLATION GUIDEMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Making The Mid Cowl HingesDocument1 pageVan'S Aircraft, Inc.: Making The Mid Cowl HingesMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Revision: DateDocument1 pageVan'S Aircraft, Inc.: Revision: DateMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Nutplate PreparationDocument1 pageVan'S Aircraft, Inc.: Nutplate PreparationMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Figure 4: Adding The Terminal BlockDocument1 pageVan'S Aircraft, Inc.: Figure 4: Adding The Terminal BlockMark Evan SalutinNo ratings yet
- Window To Skin: Van'S Aircraft, IncDocument1 pageWindow To Skin: Van'S Aircraft, IncMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: F-1211D PreparationDocument1 pageVan'S Aircraft, Inc.: F-1211D PreparationMark Evan SalutinNo ratings yet
- Figure 1: Installing The Instrument Panel: Van'S Aircraft, IncDocument1 pageFigure 1: Installing The Instrument Panel: Van'S Aircraft, IncMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Jack Is Grounded - Remove Paint or Primer As NeccesaryDocument1 pageVan'S Aircraft, Inc.: Jack Is Grounded - Remove Paint or Primer As NeccesaryMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: J-Stiffener Forward of The F-1208 Frame For Additions LaterDocument1 pageVan'S Aircraft, Inc.: J-Stiffener Forward of The F-1208 Frame For Additions LaterMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Date: RevisionDocument1 pageVan'S Aircraft, Inc.: Date: RevisionMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Date: RevisionDocument1 pageVan'S Aircraft, Inc.: Date: RevisionMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: AD-41H, TypDocument1 pageVan'S Aircraft, Inc.: AD-41H, TypMark Evan SalutinNo ratings yet
- Trim/Servo Assembly: Van'S Aircraft, IncDocument1 pageTrim/Servo Assembly: Van'S Aircraft, IncMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Figure 2: Trimming The Support FramesDocument1 pageVan'S Aircraft, Inc.: Figure 2: Trimming The Support FramesMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Figure 1: Match-Drilling Map BoxDocument1 pageVan'S Aircraft, Inc.: Figure 1: Match-Drilling Map BoxMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Lighting Bracket Cockpit Light Wires Connections 40-11 RV-12Document1 pageVan'S Aircraft, Inc.: Lighting Bracket Cockpit Light Wires Connections 40-11 RV-12Mark Evan SalutinNo ratings yet
- FIGURE 2: VA-188B: Van'S Aircraft, IncDocument1 pageFIGURE 2: VA-188B: Van'S Aircraft, IncMark Evan SalutinNo ratings yet
- 2010 Ford Pickup SVT RaptorDocument115 pages2010 Ford Pickup SVT RaptorMiguel Quema100% (1)
- ST442H0017 02 02 01 01 01Document1 pageST442H0017 02 02 01 01 01Pinaki GhoshNo ratings yet
- Van'S Aircraft, Inc.: Figure 1: Tunnel Wire Figure 2: Stall Warn HookupDocument1 pageVan'S Aircraft, Inc.: Figure 1: Tunnel Wire Figure 2: Stall Warn HookupMark Evan SalutinNo ratings yet
- Figure 1: Oil Door Assembly Installation: Van'S Aircraft, IncDocument1 pageFigure 1: Oil Door Assembly Installation: Van'S Aircraft, IncMark Evan SalutinNo ratings yet
- CR Parts ListDocument64 pagesCR Parts Listluis miguel GonzalezNo ratings yet
- Van'S Aircraft, Inc.: Figure 3: Drilling The Terminal BlockDocument1 pageVan'S Aircraft, Inc.: Figure 3: Drilling The Terminal BlockMark Evan SalutinNo ratings yet
- ATR-42 List of MFC CodesDocument31 pagesATR-42 List of MFC CodesWaqar Ahmad Khan100% (3)
- Van'S Aircraft, Inc.: Revision: DateDocument1 pageVan'S Aircraft, Inc.: Revision: DateMark Evan SalutinNo ratings yet
- VAN'S AIRCRAFT COWL HINGE INSTALLATION GUIDEDocument1 pageVAN'S AIRCRAFT COWL HINGE INSTALLATION GUIDEMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Together Into The Same Side of A Butt Splice The Red Wire Coming From TheDocument1 pageVan'S Aircraft, Inc.: Together Into The Same Side of A Butt Splice The Red Wire Coming From TheMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Figure 1: Installing The Radiator View A-A: Proper StructureDocument1 pageVan'S Aircraft, Inc.: Figure 1: Installing The Radiator View A-A: Proper StructureMark Evan SalutinNo ratings yet
- JAGUAR E-TYPE: Assembly Instructions 1: View of The Engine View of The CockpitDocument17 pagesJAGUAR E-TYPE: Assembly Instructions 1: View of The Engine View of The Cockpitfranciss87No ratings yet
- Van'S Aircraft, Inc.: Figure 4: SwitchDocument1 pageVan'S Aircraft, Inc.: Figure 4: SwitchMark Evan SalutinNo ratings yet
- CANON Finisher D1Document71 pagesCANON Finisher D1davidNo ratings yet
- Van'S Aircraft, Inc.: Figure 1: Drilling The Pitot Tube Figure 3: Attaching Pitot TubeDocument1 pageVan'S Aircraft, Inc.: Figure 1: Drilling The Pitot Tube Figure 3: Attaching Pitot TubeMark Evan SalutinNo ratings yet
- Van'S Aircraft, Inc.: Complete The Remainder of Section 12 Leaving The Empennage AttachedDocument1 pageVan'S Aircraft, Inc.: Complete The Remainder of Section 12 Leaving The Empennage AttachedMark Evan SalutinNo ratings yet
- HRR 505 Piperj 3 CubaDocument8 pagesHRR 505 Piperj 3 CubaYasty RinallNo ratings yet
- Canon GP-200 - 210 - 211 - 215 - 216 Parts CatalogDocument368 pagesCanon GP-200 - 210 - 211 - 215 - 216 Parts CatalogAntonio Dos Santos JuniorNo ratings yet
- Service Manual No-Frost Combi-Refrigerator: Models: ERF-366N, 366A ERF-396N, 396A ERF-416N, 416ADocument38 pagesService Manual No-Frost Combi-Refrigerator: Models: ERF-366N, 366A ERF-396N, 396A ERF-416N, 416ATudor FlorianNo ratings yet
- Bollettino Tecnico: The Technical Content of This Document Is Approved Under The Authority of DOA Nr. EASA.21J.005Document33 pagesBollettino Tecnico: The Technical Content of This Document Is Approved Under The Authority of DOA Nr. EASA.21J.005nandapassosNo ratings yet
- TM 3 1040 279 12 and PDocument390 pagesTM 3 1040 279 12 and PhankthedogNo ratings yet
- Installation and Rigging Procedures: Advanced Technology Performance and Environmental Improvement Systems For YourDocument33 pagesInstallation and Rigging Procedures: Advanced Technology Performance and Environmental Improvement Systems For YourRene QueirozNo ratings yet
- Van'S Aircraft, Inc.: Figure 1: OptionalDocument1 pageVan'S Aircraft, Inc.: Figure 1: OptionalMark Evan SalutinNo ratings yet
- Figure 1: Attaching The Skins: End View (Some Parts Not Shown For Clarity)Document1 pageFigure 1: Attaching The Skins: End View (Some Parts Not Shown For Clarity)Mark Evan SalutinNo ratings yet
- SB1012 Fresh Air Duct Sutrak AC 35 Rooftop UnitDocument6 pagesSB1012 Fresh Air Duct Sutrak AC 35 Rooftop UnittchernserNo ratings yet
- 2007-2010 Ford EdgeDocument197 pages2007-2010 Ford Edgedcolon3664No ratings yet
- 2008 Yamaha Tmax 500: Installation Instructions Parts ListDocument4 pages2008 Yamaha Tmax 500: Installation Instructions Parts ListMaor CbNo ratings yet
- MP-2550 - 3350 Series PCDocument115 pagesMP-2550 - 3350 Series PCluongnamNo ratings yet
- Van's Aircraft Flaperon Assembly InstructionsDocument1 pageVan's Aircraft Flaperon Assembly InstructionsMark Evan SalutinNo ratings yet
- Parts Catalog: FY8-31FA-000Document56 pagesParts Catalog: FY8-31FA-000MahmoodEzzNo ratings yet
- Van'S Aircraft, Inc.: Figure 1: Bending Tool Fabrication Figure 3: Attaching The Wing Tip Close-OutDocument1 pageVan'S Aircraft, Inc.: Figure 1: Bending Tool Fabrication Figure 3: Attaching The Wing Tip Close-OutMark Evan SalutinNo ratings yet
- Radio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142From EverandRadio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142No ratings yet
- Refurbish Antique Telephones for Fun and Hobby: Step by Step Instructions to Take an Old Telephone and Return It to Its Original Working Order. No Electronics or Telephone Knowledge Needed.From EverandRefurbish Antique Telephones for Fun and Hobby: Step by Step Instructions to Take an Old Telephone and Return It to Its Original Working Order. No Electronics or Telephone Knowledge Needed.No ratings yet
- High Low Tension Ignition Comparison PDFDocument4 pagesHigh Low Tension Ignition Comparison PDFMark Evan SalutinNo ratings yet
- Ignition Cables and Igniter Installation PDFDocument6 pagesIgnition Cables and Igniter Installation PDFMark Evan SalutinNo ratings yet
- Ignition System - Inspection Check PDFDocument4 pagesIgnition System - Inspection Check PDFMark Evan SalutinNo ratings yet
- Wing in Ground Effect Craft Review ADA361836Document88 pagesWing in Ground Effect Craft Review ADA361836Mark Evan SalutinNo ratings yet
- High Low Tension Ignition Comparison PDFDocument4 pagesHigh Low Tension Ignition Comparison PDFMark Evan SalutinNo ratings yet
- Aluminum in AircraftDocument117 pagesAluminum in AircraftMark Evan Salutin91% (11)
- High Low Tension Ignition Comparison PDFDocument4 pagesHigh Low Tension Ignition Comparison PDFMark Evan SalutinNo ratings yet
- Ignition Cables and Igniter Installation PDFDocument6 pagesIgnition Cables and Igniter Installation PDFMark Evan SalutinNo ratings yet
- Petroleum JellyDocument6 pagesPetroleum JellyMark Evan SalutinNo ratings yet
- Ignition System - Inspection Check PDFDocument4 pagesIgnition System - Inspection Check PDFMark Evan SalutinNo ratings yet
- Agard 406351 Ground Effect MachinesDocument169 pagesAgard 406351 Ground Effect MachinesMark Evan SalutinNo ratings yet
- Power CleanDocument2 pagesPower CleanMark Evan SalutinNo ratings yet
- Poly FIber BR-8600 Blush RetarderDocument2 pagesPoly FIber BR-8600 Blush RetarderMark Evan SalutinNo ratings yet
- Ignition Cables and Igniter Installation PDFDocument6 pagesIgnition Cables and Igniter Installation PDFMark Evan SalutinNo ratings yet
- Material Safety Data Sheet For Odorized Propane: 1. Chemical Product and Company IdentificationDocument5 pagesMaterial Safety Data Sheet For Odorized Propane: 1. Chemical Product and Company IdentificationShemi KannurNo ratings yet
- Permatex Form A GasketDocument3 pagesPermatex Form A GasketMark Evan SalutinNo ratings yet
- Poly Fiber Reducer R65-75Document2 pagesPoly Fiber Reducer R65-75Mark Evan SalutinNo ratings yet
- Poly Fiber Poly-TakDocument2 pagesPoly Fiber Poly-TakMark Evan SalutinNo ratings yet
- Poly-Spray MSDS Paint CoatingsDocument2 pagesPoly-Spray MSDS Paint CoatingsMark Evan SalutinNo ratings yet
- PolyFLex Evercoat.Document7 pagesPolyFLex Evercoat.Mark Evan SalutinNo ratings yet
- Sulfuric Acid Electrolyte 5-05Document5 pagesSulfuric Acid Electrolyte 5-05Mark Evan SalutinNo ratings yet
- Sting-X II, Aerosol Certified LabsDocument4 pagesSting-X II, Aerosol Certified LabsMark Evan SalutinNo ratings yet
- Poly-Spray MSDS Paint CoatingsDocument2 pagesPoly-Spray MSDS Paint CoatingsMark Evan SalutinNo ratings yet
- Safety Data Sheet: 1. Identification of The Substance/Preparation and of The Company/UndertakingDocument10 pagesSafety Data Sheet: 1. Identification of The Substance/Preparation and of The Company/UndertakingMark Evan SalutinNo ratings yet
- Rundolph Spray VarnishDocument7 pagesRundolph Spray VarnishMark Evan SalutinNo ratings yet
- Simple GreenDocument4 pagesSimple GreenMark Evan SalutinNo ratings yet
- Spotcheck Reg Cleaner Remover SKC-HFDocument3 pagesSpotcheck Reg Cleaner Remover SKC-HFMark Evan SalutinNo ratings yet
- Soldering Flux PasteDocument9 pagesSoldering Flux PasteMark Evan SalutinNo ratings yet
- Sonnen Honing OilDocument5 pagesSonnen Honing OilMark Evan SalutinNo ratings yet
- Superior Graphite Tube o LubeDocument3 pagesSuperior Graphite Tube o LubeMark Evan SalutinNo ratings yet